

МВ 02070855 – 3140 - 2010
Карпик Р.Т. Технологічна оснастка. Лабораторний практикум/Р.Т. Карпик, Б.Д. Сторож. – Івано-Франківськ: Факел, 2010 – 160 с.
Лабораторний практикум відповідно до діючих у Івано-Франківському національному технічному університеті нафти і газу навчальних планів та програми дисципліни "Проектування оснастки". Практикум містить методичні вказівки до виконання лабораторних робіт і сприяє глибшому засвоєнню теоретичного матеріалу та набуттю практичних навичок.
Призначено для підготовки фахівців за спеціальністю “Технологія машинобудування” освітньо-кваліфікаційного рівня 7. 090202 - спеціаліст
Рецензент: доцент кафедри комп’ютеризованого машино-будівного виробництва доцент к.т.н. Артим В. І.
Рекомендовано методичною радою університету (протокол №______ від_______2010р.)
|
|
© Карпик Р.Т., 2010
© ІФНТУНГ, 2010
Зміст
Вступ 4
Лабораторна робота № 1 7
Лабораторна робота № 2 20
Лабораторна робота № 3 28
Лабораторна робота № 4 43
Лабораторна робота № 5 51
Лабораторна робота № 6 78
Лабораторна робота № 7 89
Лабораторна робота № 8 105
Лабораторна робота № 9 122
Лабораторна робота № 10 136
Лабораторна робота № 11 149
Література 160
Вступ
Ріст продуктивності обробки та підвищення якості продукції машинобудівного виробництва в значній мірі обумовлені впровадженням механізації та автоматизації робіт на металорізальних верстатах, що дає змогу не тільки розширити технологічні можливості обладнання, але й значно скоротити витрати допоміжного часу, а також полегшити умови праці робітників.
Складність побудови технологічних процесів машинобудуванні зумовлена різноманітністю конструкцій технологічної оснастки, в першу чергу верстатних пристроїв, та підвищених до них вимог. Неправильні конструктивні рішення та помилки у виготовленні пристроїв приводять до зниження точності обробки, до подовження термінів та збільшення витрат на підготовку виробництва.
Тому навчальними планами спеціальності 7.090202 "Технологія машинобудування" передбачено вивчення дисципліни "Технологічна оснастка". Ґрунтовне засвоєння студентами цієї дисципліни, що має велике прикладне значення, вимагає поряд з вивченням теоретичного матеріалу, який подається на лекціях, проведення лабораторних робіт з основних розділів.
Лабораторні заняття дають змогу студенту застосувати на практиці теоретичні висновки, ознайомитися з практичними прийомами роботи з пристроями та контрольно-вимірювальними приладами, що в кінцевому результаті сприяє глибшому осмисленню теоретичного матеріалу.
Робочою програмою дисципліни "Технологічна оснастка" передбачені лабораторні заняття в обсязі 16 годин для студентів стаціонарної форми навчання, та 4 години для студентів заочної форми навчання.
Мета даних лабораторних робіт – вивчити існуючі конструкції верстатних пристроїв, їх налагодження на різні види обробки; дослідити похибки базування та вплив точності виконавчих елементів пристроїв на точність виготовлення виробів; проаналізувати зусилля закріплення, які створюються затискними механізмами.
Зміст і побудова лабораторних робіт такі, що їх виконання вимагає від студентів глибокого розуміння та знань теоретичного матеріалу з відповідних розділів не тільки дисципліни "Технологічна оснастка", але й основної профілюючої дисципліни – “Теоретичних основ технології виробництва деталей і складання машин”.
Загальні вказівки до організації та проведення
лабораторних робіт
Кожній лабораторній роботі передує самостійна підготовка студента з використанням лабораторного практикуму тієї роботи, яка задана йому викладачем на попередньому занятті. Перед початком виконання лабораторної роботи викладач контролює рівень підготовки студента до заняття шляхом опитування. Контролюються, зокрема, знання мети та методики виконання роботи, конструкції пристрою і верстата, вміння правильно працювати на них. Студенти, які не підготовлені до виконання лабораторної роботи, до занять не допускаються.
Виконання однієї лабораторної роботи доручається бригаді з двох-трьох студентів.
На першому занятті, до початку виконання лабораторних робіт, викладач проводить груповий інструктаж з правил техніки безпеки роботи в лабораторії пристроїв. Кожний студент до початку виконання лабораторних робіт повинен розписатися в бланку контрольного листа про проходження інструктажу з техніки безпеки.
В ході виконання роботи всі необхідні записи спостережень заносяться в бланк-звіт, який включається у пояснювальну записку до лабораторної роботи.
Після закінчення роботи студенти повинні прибрати робоче місце, зняти та скласти у відповідне місце інструмент, зразки, прибрати стружку і т.п.. Після цього робоче місце потрібно здати навчальному майстрові, який проводив заняття, і отримати дозвіл на вихід з лабораторії.
З кожної виконаної лабораторної роботи студенти складають звіт, що охоплює пояснювальну записку, графічні побудови, ескізи пристроїв, розрахункові схеми та роздруківки розв'язків, отриманих на ЕОМ. Пояснювальну записку оформляють на папері формату 297х210. Вона повинна містити короткий опис та аналіз конструкції пристрою, результати проведених досліджень і їх математичну обробку на ЕОМ, висновки по даній роботі. Ескізи пристроїв, розрахункові схеми та графіки виконують на креслярському папері формату А4 згідно з вимогами державних стандартів.
По кожній виконаній роботі студент повинен своєчасно здати і захистити правильно оформлений звіт викладачу, який фіксує цю здачу своїм підписом у звіті.
Студент допускається до виконання наступної лабораторної роботи тільки після складання звіту з попередньої.
Після виконання повного циклу лабораторних робіт оформлені звіти студенти здають викладачу, який проводив заняття.
Лабораторна робота № 1 Вплив конструкції опорних пальців на похибку базування
Мета роботи
Теоретично розрахувати та експериментально перевірити вплив конструкції опорних пальців на похибку базування при виконанні заданих розмірів.
Обладнання, прилади та інструменти
1.2.1 Експериментальний стенд.
1.2.2 Комплект заготовок.
1.2.3 Індикаторні головки.
1.2.4 Мікрометр.
Методичні вказівки
У верстатних пристроях вибір опор визначають форма та розміри оброблюваних заготовок (деталей). Для деталей типу корпус, картер, фланець та інших, що мають оброблену площину і декілька отворів (мінімум два), вибирається схема базування на площину і два пальці.
Основні переваги такої схеми – проста конструкція пристроїв і можливість отримати високу точність обробки внаслідок дотримання принципу постійності баз.
Точність обробки в пристроях при базуванні деталі на площину та два пальці, осі яких перпендикулярні до площини, буде залежати від допуску на діаметри як отворів деталі, так і допуску на діаметральні розміри опорних пальців пристрою, а також допуску на міжосьову відстань між пальцями пристрою та отворами деталі.
В конструкціях пристроїв найбільшого поширення отримали два варіанти базування заготовок на площину та два пальці:
а) з двома циліндричними пальцями;
б) з одним циліндричним та одним зрізаним пальцями.
В обох варіантах можливе заклинювання заготовок на пальцях під час їх установлення.
Умова можливості встановлення заготовки дає змогу виявити найменші гарантовані зазори між отворами і пальцями при яких немає заклинювання. При базуванні заготовки на площину і два циліндричні пальці ця умова має вигляд (рис.1.1)
![]() , (1.1)
, (1.1)
де
![]() i
i
![]() – мінімальні зазори між отворами
заготовки і опорними пальцями пристрою;
– мінімальні зазори між отворами
заготовки і опорними пальцями пристрою;
![]() i
i
![]() – відповідно допуски на міжосьові
відстані між отворами заготовки та
пальцями пристрою.
– відповідно допуски на міжосьові
відстані між отворами заготовки та
пальцями пристрою.
Ця
залежність легко виводиться з
розрахункової схеми (рис.1.1), де показано
граничний випадок установки, при якому
міжосьова відстань отворів у заготовці
виконана з найбільшим розміром (![]() ),
міжосьова відстань пальців – з найменшим
),
міжосьова відстань пальців – з найменшим
![]() :
а зазори в спряженнях отворів з пальцями
мінімальні -
i
(тобто пальці мають найбільші граничні
діаметри, а отвори – найменші).
:
а зазори в спряженнях отворів з пальцями
мінімальні -
i
(тобто пальці мають найбільші граничні
діаметри, а отвори – найменші).
З графічної побудови розрахункової схеми (див. рис. 1.1) знаходимо
![]() ,
(1.2.)
,
(1.2.)
або
. (1.1.)
Рисунок 1.1 – Розрахункова схема для визначення умови встановлення заготовки на площину і два циліндричні пальці
Як відомо, щоб зменшити похибки базування на виконувані розміри (під час обробки заготовок на таких пристроях) слід зменшувати зазори i , що, в свою чергу, згідно з умовою (1.1), вимагає підвищення точності заготовки і пристрою (зменшення допусків і ). На практиці намагаються досягти високої точності обробки насамперед за рахунок високої точності пристрою – високу точність розміщення пальців (допуск ) отримують розточуванням отворів (під запресування пальців у плиті) на координатно-розточувальному верстаті. Витримувати малий допуск на всіх заготовках економічно недоцільно.
Для підвищення точності обробки заготовок зазори між пальцями (опорами) пристрою і отворами заготовки мають бути якнайменшими. Однак намагання зменшити зазори може привести до заклинювання заготовок на пальцях і неможливості установки заготовок в пристрої.
Для забезпечення
мінімальних похибок по типових розмірах
необхідно намагаються до зменшувати
зазори
i
.
Тому для забезпечення встановлення
заготовок на циліндричні пальці необхідно
збільшити зазор між одним із пальців і
базовим отвором на величину: щоб подолати
протиріччя з найменшою втратою точності
встановлення поступають так: зазор
![]() між
одним із пальців циліндричним і базовим
отвором вибирають що найменшим, а зазор
між
одним із пальців циліндричним і базовим
отвором вибирають що найменшим, а зазор
![]() між другим пальцем циліндричним або
зрізаним і другим базовим отвором
виконують збільшеним. Величину
розраховують з умови:
між другим пальцем циліндричним або
зрізаним і другим базовим отвором
виконують збільшеним. Величину
розраховують з умови:
![]() , (1.3.)
, (1.3.)
що досягається зменшенням виконавчого розміру другого пальця. При цьому діаметри базових отворів не змінюють.
Для зменшення похибок базування один з пальців виготовляють зрізаним (рис.1.2). Вища точність установки всіх заготовок досягається без змін при незначному допуску на відстань між базовими отворами або пальцями а завдяки зменшенню зазору . Останнє стає неможливим через те, що один з пальців зрізають у напрямку розміру L . Можливість встановлення по даній схемі (рис.1.2) буде визначатися шириною опорної площадки в.
Маємо:
з
![]()
![]() . (1.4)
. (1.4)
з
![]()
![]() . (1.5)
. (1.5)

Рисунок.1.2 – Розрахункова схема для визначення умови встановлення заготовки на площину та один циліндричний і один зрізаний пальці
Розв’язавши сумісно рівняння (1.4) і (1.5) та замінивши відрізки їх значеннями, отримаємо
![]() . (1.6)
. (1.6)
З
рівняння (1.6) визначимо величину
![]() ,
нехтуючи значеннями
,
нехтуючи значеннями
![]() і
і
![]() ,
як дуже малими
,
як дуже малими
![]() . (1.7)
. (1.7)
Підставивши значення після зрізу замість до зрізу в формулу (1.1), отримаємо умову можливості встановлення заготовки на площину і на один циліндричний і один зрізаний пальці
![]() . (1.8)
. (1.8)
Ш

 ирину
стрічки зрізаного пальця можна визначити
з виразу (1.8)
ирину
стрічки зрізаного пальця можна визначити
з виразу (1.8)
![]() . (1.9)
. (1.9)



Р
 исунок
1.3 – Базування заготовки на площину та
один циліндричний і один зрізаний пальці
исунок
1.3 – Базування заготовки на площину та
один циліндричний і один зрізаний пальці

Рисунок 1.4 – Базування заготовки на площину та два циліндричні пальці
Теоретичні похибки базування при виконанні заданих розмірів для схем встановлення заготовок, зображених на рисунках 1.3 і 1.4, визначаються залежностями:
![]() ; (1.10)
; (1.10)
![]() ; (1.11)
; (1.11)
![]() ; (1.12)
; (1.12)
![]() ; (1.13)
; (1.13)
![]() . (1.14)
. (1.14)
Похибки базування на відхилення від симетричності розмірів h3 i h4 дорівнює h4 .
Похибка базування на відхилення від перпендикулярності торця 2 до торця 4 дорівнює
![]() ,
(1.15)
,
(1.15)
де
![]() – допуск на відхилення від паралельності
осі отворів до торця 4 деталі.
– допуск на відхилення від паралельності
осі отворів до торця 4 деталі.
При установці заготовки на площину та два циліндричні пальці можливе також її заклинювання при зніманні (див. рис.1.5), яке залежить від робочої висоти пальців Н.
Робоча висота Н
пальців, яка виключає заклинювання
заготовки при зніманні для умови
![]() i
i
![]() ,
визначається із залежності
,
визначається із залежності
![]() . (1.16)
. (1.16)

Рисунок1.5 – Схема знімання заготовки з двох пальців
Експериментальний стенд (рис. 1.6) складається з плити 1, стійок 2 для кріплення індикаторних головок 3, 4, 5 і запресованих в плиту трьох пар опорних пальців 6, 7, 8 різних типорозмірів, на які встановлюються заготовки 9.
Циліндричні опорні
пальці 6 виконані розміром ![]() мм
і служать для перевірки умови встановлення
заготовки.
мм
і служать для перевірки умови встановлення
заготовки.
Друга пара циліндричних пальців 7 забезпечує встановлення всіх заготовок, для чого діаметр одного з пальців занижений на величину, яка розраховується з умови установки на пальці.
На позиції 8 експериментально визначається зміщення по осях Х -Х і У-У при установці на циліндричний та зрізаний пальці.
На всіх позиціях міжосьові відстані між пальцями дорівнюють 100 0,01 мм.
Зразки заготовок для проведення експериментів мають два базових отвори діаметром 25+0,023 мм з міжосьовою відстанню 100 0,1 мм.
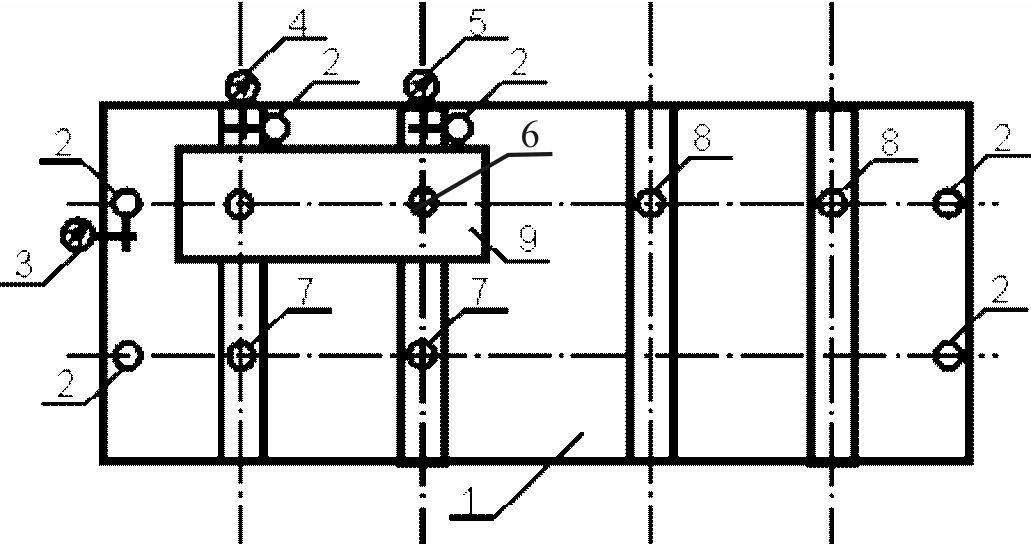

Рисунок 1.6 – Експериментальний стенд
Методику і приклади розрахунку похибок базування при установці заготовки на площину і два опорних пальці подано в літературі / 1, 2, 3 /.