

1.3.2.3 Технічна характеристика верстата
Найбільший діаметр оброблюваної заготовки, мм:
над станиною 400
над супортом 220
Найбільший діаметр оброблюваного прутка, що проходить через
отвір шпинделя, мм 50
Число швидкостей шпинделя 22
Межі частот обертання шпинделя, хв-1 12,5 – 1600
Гранична подача, мм/об:
поздовжня 0,05 – 2,8
поперечна 0,025 – 1,4
Крок нарізуємої різьби:
метричної, мм 0,5 – 112
дюймової, ниток на 1" 56 – 05
Потужність електродвигуна, кВт 10
Частота обертання вала електродвигуна, хв-1 1460
1.3.2.4 Види рухів та їх налагодження
Головний рух – обертання шпинделя з заготовкою; рухи подач – переміщення каретки в поздовжньому та полозків у поперечному напрямках; допоміжні рухи – швидкі переміщення каретки в поздовжньому та полозків у поперечному напрямках від окремого приводу та інші.
На шпиндельній бабці верстата поміщено таблицю частот обертання шпинделя, подач та кроків нарізуємої різьби (таблиця 1.2).
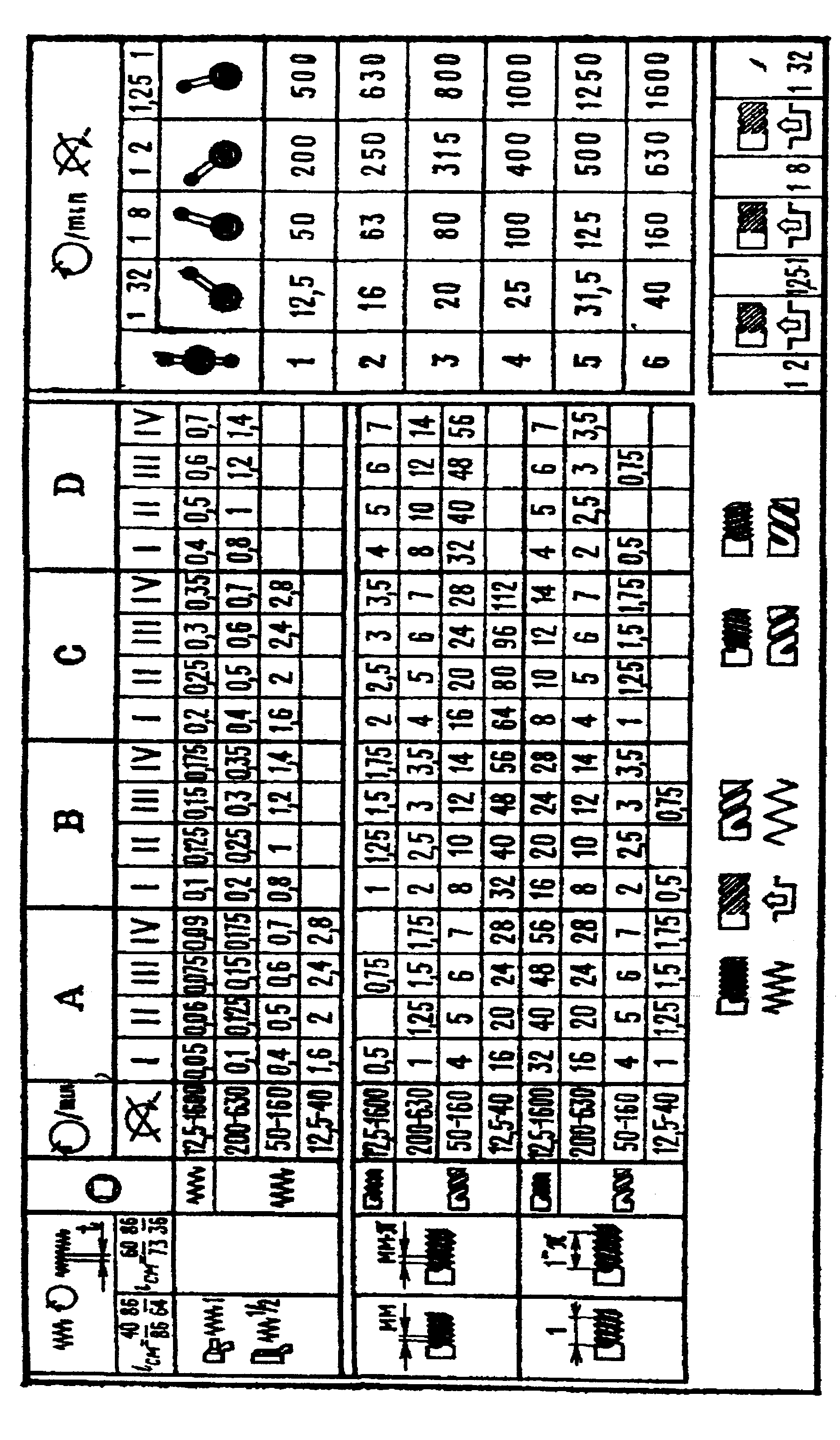

Встановлюючи рукоятки 7 і 8 (рисунок 1.1) у відповідні положення, одержують різні частоти обертання шпинделя. В таблиці 1.2 зазначені, які подачі та кроки різьб доцільно виконувати при відповідних частотах обертання шпинделя.
Рукоятка 2 служить для встановлення подачі та кроку різьби і відключення механізму коробки подач при нарізуванні різьби підвищеної точності. Вона може займати чотири фіксованих положення, позначених літерами А, В, С та D (таблиця 1.2), і два проміжні, позначені стрілками, при повороті у вертикальній площині.
Чотири фіксованих положення І, ІІ, ІІІ і ІV може займати рукоятка 4, що служить також для встановлення подачі та кроку різьби. Комбінуючи положення рукояток 2 і 4, можна одержати всі значення подач та кроків різьб, які наведені в таблиці 1.2.
1.3.2.5 Нарізування багатоходових різьб
Різьби можуть бути одноходові або багатоходові (рисунок 1.8). У багатоходової різьби відстань, яка вимірюється уздовж осі, між однойменними точками того самого витка, називають ходом різьби. В одноходової різьбі крок Р и хід Ph однакові, у багатоходової – різні. Хід різьби завжди дорівнює кроку, який помножено на кількість заходів, тобто Ph = P Z.
Рисунок 1.8 –
Види різьб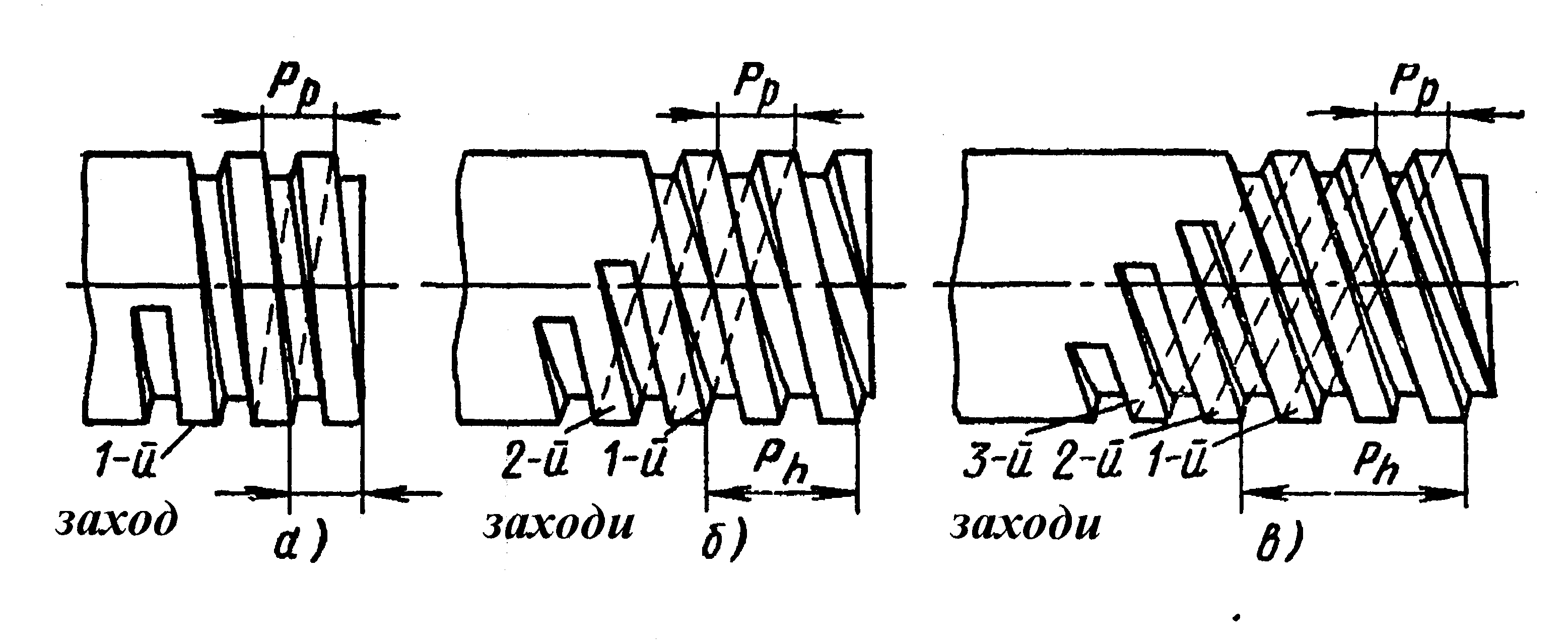
Багатоходову різьбу будь-якого профілю починають нарізати так, ніби було потрібно нарізати одноходову різьбу з кроком, який дорівнює довжині ходу Ph. Нарізавши перший захід на повний профіль, відводять різець від заготовки і, повідомляючи ходовому гвинту зворотний хід, повертають супорт у початкове положення. Потім, при нерухомому ходовому гвинті, повертають деталь при двоходовій різьбі на половину оберту, при триходовій на 1/3 оберту, або, у загальному випадку, для багатоходових різьб – на 1/Z обороту. Після цього нарізують другий захід різьби і т.д.
На верстаті 16К20 є спеціальний ділильний пристрій для нарізування багатоходових різьб. Він складається з фланця з рискою, який укріплено на корпусі передньої бабки, та кільця з поділками, насаджені на передній кінець шпинделя. Кільце має на периферії 60 поділок, що дозволяє повертати шпиндель на 1/60, 1/30, 1/20, 1/15, 1/12, 1/10, 1/6, 1/5, 1/4, 1/3 або 1/2 оберту. Це дозволяє нарізувати різьби з кількістю заходів, які відповідають знаменникові зазначених вище дробів. Розподіл багатоходової різьби на заходи значно полегшується при застосуванні спеціальних повідкових ділильних планшайб.
Найбільш простим і швидким способом розподілу при нарізуванні багатоходових різьб є розподіл за кроком. Цей спосіб полягає в наступному. Спочатку нарізують перший захід різьби. Потім виводять різець з канавки поперечною подачею на себе і дають ходовому гвинту зворотний хід, повертаючи різець у початкове положення. Після цього для розподілу на другий захід переміщують різець у поздовжньому напрямку на величину Ph /Z, але вже не ходовим гвинтом, а гвинтом верхніх полозків супорта. Відлік поздовжнього переміщення різця ведуть при цьому по лімбу гвинта верхніх полозків.
Іноді, багатоходові різьби нарізують при використанні спеціальних державок для встановлення декількох різців. Різці встановлюють друг від друга на відстані кроку Р.