

6.3.3 Плоскошліфувальний верстат моделі 3б71м
6.3.3.1 Призначення верстата
Верстат призначений для плоского шліфування поверхонь периферією круга. У визначених межах (в залежності від виступаючої з захисного кожуха частини шліфувального круга) можлива обробка поверхонь, які розташовані під кутом 90 до дзеркала стола.
У нормальному виконанні верстат комплектується стандартною електромагнітною плитою, вузлом охолодження.
Заводом-виготовлювачем за спеціальним замовленням разом з верстатом може бути поставлений ряд пристроїв, які розширюють технологічні можливості верстата. До таких пристроїв відносяться:
а) поворотні лещата для шліфування під різними кутами;
б) механічні пристрої для накочування профілю на шліфувальний круг методом обкатки;
в) пристрої для радіусного, увігнутого або опуклого правлення периферії шліфувального круга, а також для торцевого правлення. Пристрої поставляються без алмазів або алмазних олівців;
г) електричний прилад, що показує дійсне переміщення на врізання шліфувальної бабки. Цей прилад діє з точністю до 2-х мікрометрів незалежно від ручного приводу врізання;
д) пристрої для статичного балансування шліфувального круга;
е) пилосос.
6.3.3.2 Основні частини та органи керування верстата
Основні частини та органи керування (рисунок 6.9):
1 – ввідний пакетний вимикач (позад верстата);
2 – ручна вертикальна подача;
3 – вимикач місцевого освітлення;
4 – кран охолодження;
5 – упори поздовжнього руху столу;
6 – регулятор швидкості столу;
7 – кнопка “Пуск” гідроприводу;
8 – кнопка “Стоп” гідроприводу;
9 – перемикач магнітної плити;
10 – вмикання та реверсування поперечної подачі;
11 – мікрометрична вертикальна подача;
12 – робота “Стоп столу”, “Розвантаження гідроприводу”;
13 – ручне поздовжнє реверсування столу;
14 – ручна поперечна подача столу;
15 – мікрометрична поперечна подача столу;
16 – ручне поздовжнє переміщення столу;
17 – кнопка “Пуск” шпинделя;
18 – кнопка “Стоп” шпинделя;
19 – встановлення величини автоматичної поперечної подачі;
20 – переміщення шліфувальної бабки “Нагору” або “Униз”;
21 – перемикач для роботи з плитою та без плити;
22 – встановлення величини автоматичної вертикальної.
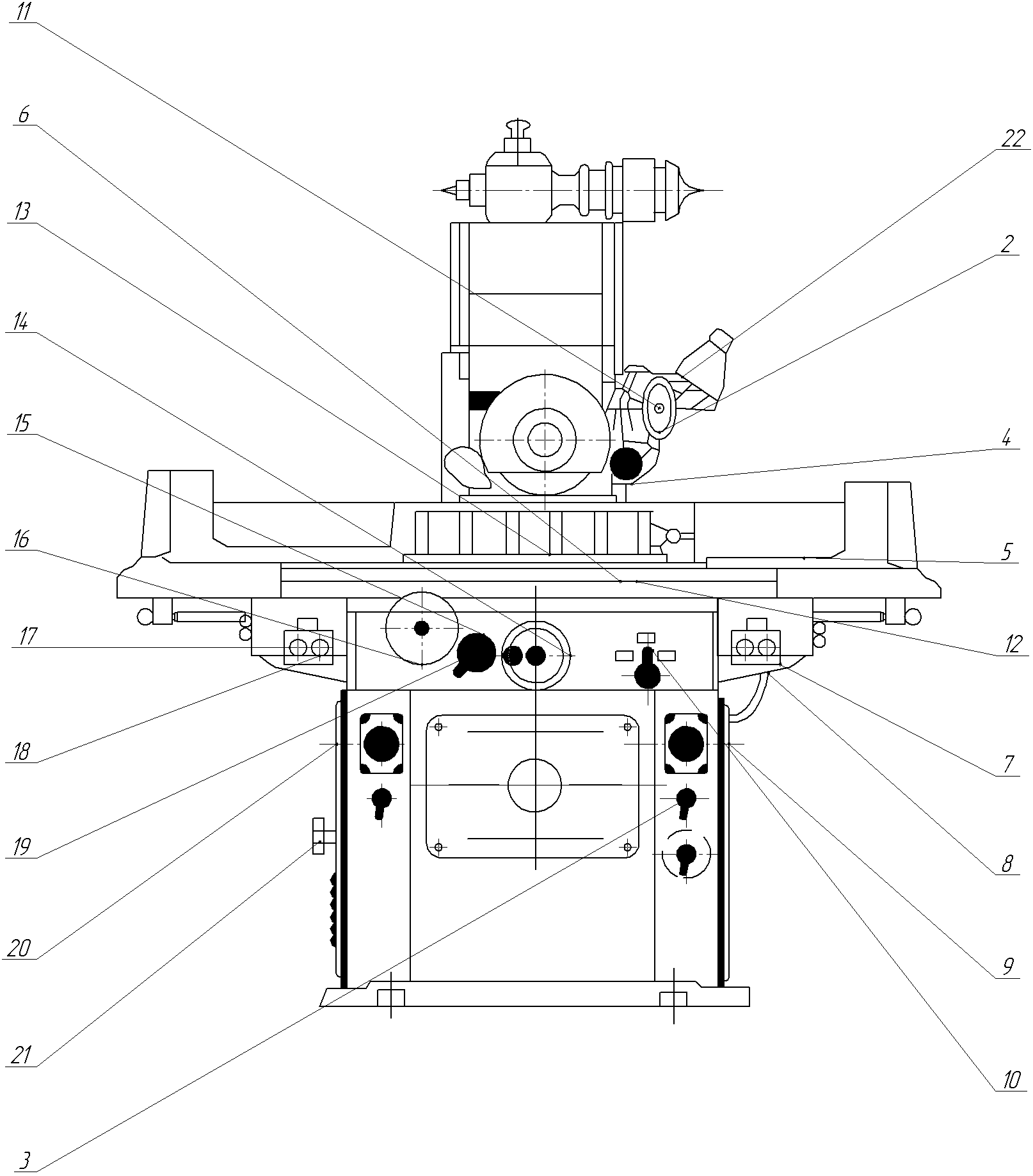
Рисунок
6.9 – Основні частини та органи керування
плоскошліфувального верстата моделі
3Б71М
6.3.3.3 Технічна характеристика верстата
Відстань від осі шпинделя до столу, мм:
найбільша 450
найменша 75
Поперечне переміщення столу, мм 235
Поздовжнє переміщення столу, мм:
найбільше 710
найменше 70
Найбільші розміри виробів, що шліфуються, мм:
довжина 630
висота 320
ширина 200
Параметри дзеркала столу, мм:
довжина 630
ширина 200
Найбільші переміщення столу, мм:
від руки:
поздовжнє 710
поперечне 235
механічні:
поздовжнє 670
поперечне 230
Поперечна автоматична подача столу на кожен хід, мм:
найменша 0,2
найбільша 4
Швидкість поздовжнього переміщення столу, м/хв:
найменша 3
найбільша 20
Найбільше вертикальне переміщення шліфувальної бабки, мм:
від руки 375
механічне 375
Ціна однієї поділки лімба маховичка вертикальної
подачі шліфувального круга, мм 0,0001
Ціна однієї поділки лімба маховичка поздовжнього
переміщення столу, мм 0,05
Кількість обертів шпинделя шліфувального круга за хв. 2700
Величина автоматичної вертикальної подачі 0,002–0,01
Прискорене переміщення шліфувальної бабки, м/хв. 0,27
Поздовжнє переміщення столу за 1 оберт маховичка, мм 23
Окружна швидкість шліфувального круга, м/сек. 35
Розмір шліфувального круга, мм 250х75х25