

5.4 Порядок виконання роботи
Лабораторну роботу виконують в такій послідовності:
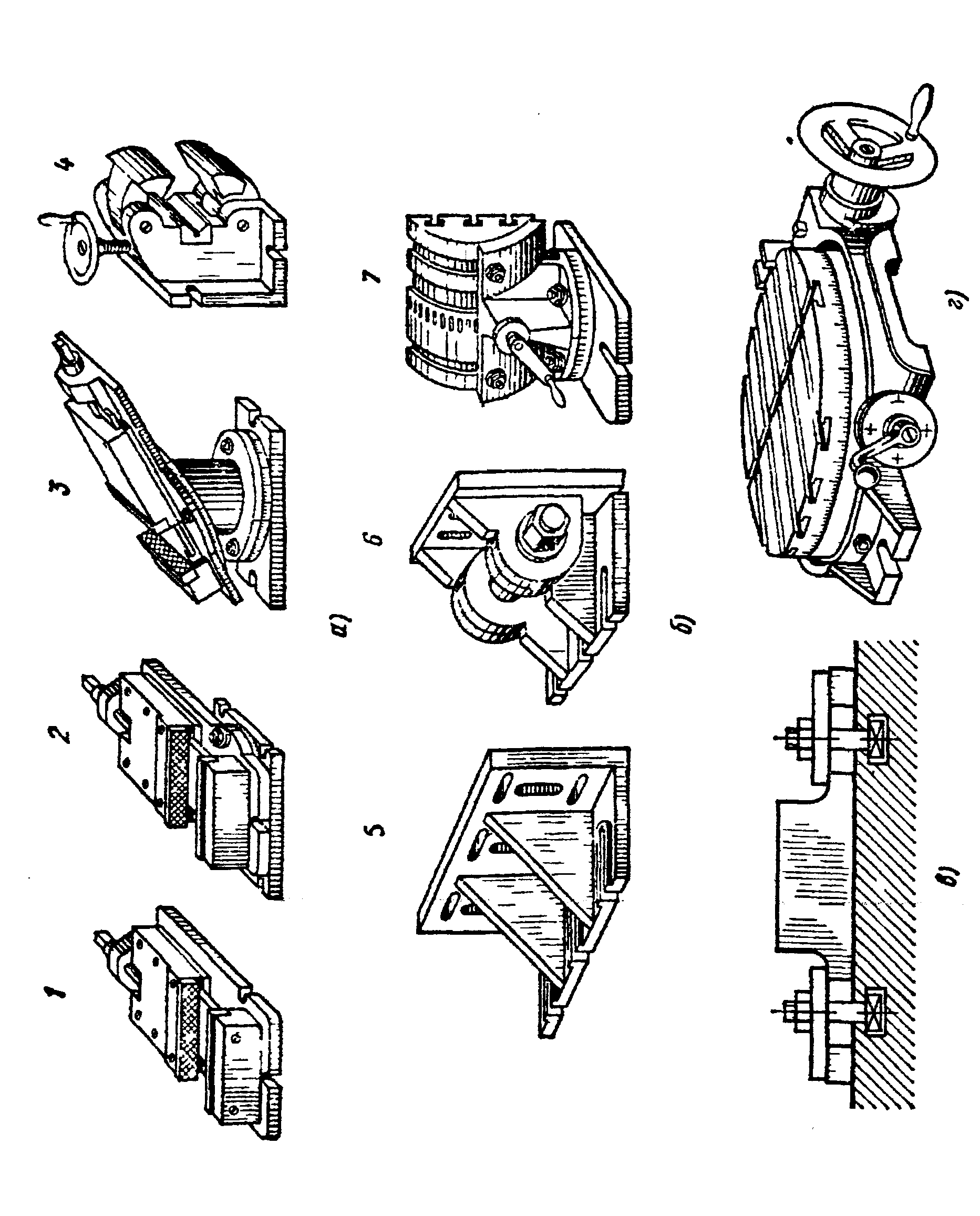
1) Вивчити будову та органи керування універсального консольно-фрезерного верстата.
2) Налагодити верстати для обробки конкретної деталі.
3) Скласти звіт про виконану роботу.
5.5. Зміст звіту
Звіт з лабораторної роботи повинен мати наступні розділи:
1) Назва лабораторної роботи.
2) Мета роботи.
3) Обладнання, пристрої, інструменти.
4) Теоретичні відомості.
5) Порядок виконання роботи.
6) Результати розрахунків згідно завдання, яке надано викладачем.
7) Висновки.

Лабораторна робота № 6
6 Шліфувальні верстати
6.1 Мета роботи
Мета лабораторної роботи полягає в наступному:
1) Ознайомитись з зовнішнім видом шліфувальних верстатів.
2) Вивчити призначення всіх кнопок та рукояток керування шліфувальних верстатів.
3) Вивчити призначення та дію всіх механізмів шліфувальних верстата.
4) Ознайомитись з налагодженням шліфувальних верстатів на різні види обробок.
6.2 Обладнання, пристрої, інструменти
Для виконання лабораторної роботи необхідно мати наступне:
1) Шліфувальний верстат (плоскошліфувальний, круглошліфувальний, універсально-заточувальний).
2) Комплект гайкових ключів.
3) Шліфувальні круги (плоскі, чашкоподібні та інші).
4) Заготовки для деталей, які підлягають обробці.
5) Вимірювальний інструмент (штангенциркуль, мікрометр гладкий, індикаторну головку).
6.3 Теоретичні відомості
6.3.1 Загальні відомості про шліфувальні верстати
Абразивна обробка відрізняється різноманіттям способів її реалізації й охоплює діапазон швидкостей різання від 0,1 до 100 м/с та вище. З розвитком глибинного шліфування зріс діапазон знімаємих припусків (0,01 – 10 мм), що дозволило ефективно використовувати абразивну обробку замість лезової, а також на чистових операціях.
Верстати шліфувальної групи охоплюють верстати, що працюють абразивними інструментами (шліфувальними кругами, сегментами, брусками, шкуркою, порошками та пастами). У залежності від форми оброблюваної поверхні та виду шліфування верстати загального призначення, які працюють шліфувальним кругом, підрозділяють на круглошліфувальні, внутрішньошліфувальні, плоскошліфувальні та безцентрошліфувальні.
Головним рухом у цих верстатах є обертання шліфувального круга, що визначає швидкість різання V, м/с. Рух подачі визначається способом шліфування та формою поверхні, що шліфується. При круглому шліфуванні зовнішніх поверхонь деталь одержує обертання зі швидкістю кругової подачі VД, зворотно-поступальний рух з поздовжньою подачею S, а шліфувальний круг – періодичну поперечну подачу SП (рисунок 6.1, а). Глибинне кругле шліфування здійснюють при встановленні круга на глибину припуску t з однобічною поздовжньою подачею S; поперечна подача відсутня (рисунок 6.1, б). Врізне шліфування здійснюють по всій ступені деталі з безперервною поперечною подачею круга (рисунок 6.1, в). Аналогічно зовнішньому шліфуванню здійснюють рухи у верстатах внутрішнього шліфування: поздовжнього (рисунок 6.1, г) та врізного (рисунок 6.1, д).
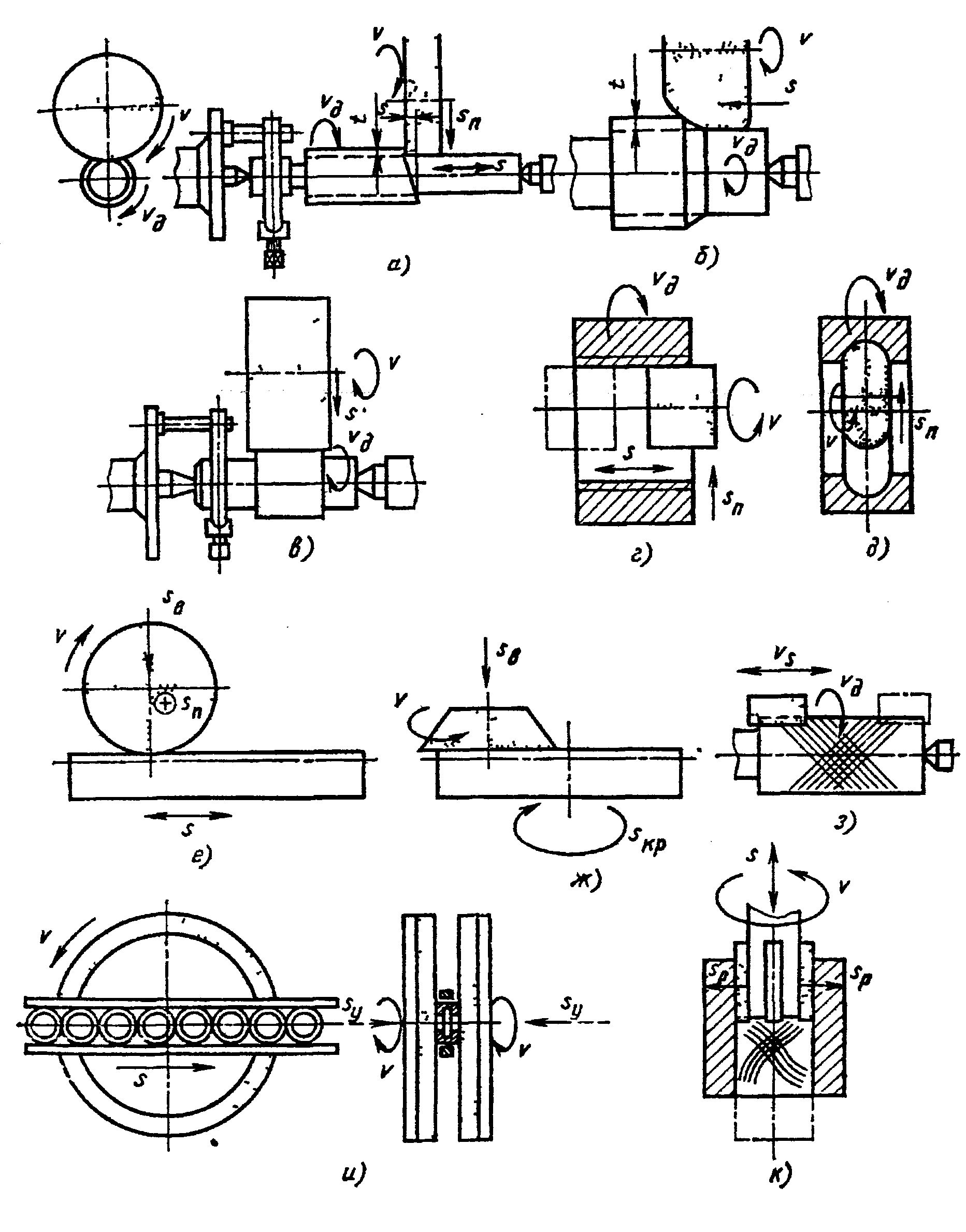
Рисунок
6.1 – Схеми шліфування
При плоскому шліфуванні деталь одержує зворотно-поступальний рух подачі S, шліфувальний круг – періодичний поперечний рух подачі SП і після знімання припуску по довжині деталі періодичне вертикальне переміщення SВ на глибину t припуску (рисунок 6.1, e). Плоскошліфувальні верстати з круглим столом мають кругову подачу SК деталі та періодичну вертикальну подачу SВ круга.
На спеціальних торцешліфувальних верстатах застосовують глибинний метод шліфування. Торцеві круги встановлюють з двох сторін деталі на глибину припуску, а деталі-кільця одержують неперервний рух подачі S по напрямним лінійкам (рисунок 6.1, і). В міру збільшення розміру по ширині деталі круги правлять та періодично зближають у напрямку SУ. Оздоблювальні види абразивної обробки характеризуються сумірністю швидкостей обертального та поступального рухів інструмента та деталі. При суперфініші абразивні бруски мають зворотно-поступальний рух зі швидкістю VS, а деталь – обертання зі швидкістю VД (рисунок 6.1, з). Бруски підтискають до деталі зі сталою силою. Сумірність швидкостей забезпечує перехресну сітку траєкторій абразивних зерен. Аналогічні рухи VS, VД одержують бруски при хонінгуванні отворів у нерухомих деталях (рисунок 6.1, к). Знімання припуску здійснюється за рахунок примусового розсування брусків у радіальному напрямку SР.