

4.3.2.5 Допоміжний інструмент та нормальні пристрої
Для закріплення в шпинделі свердлильного верстата ріжучого інструмента використовують різноманітні пристрої, так звані допоміжні інструменти: втулки, патрони, оправки та інші. Втулки застосовують у тих випадках, коли хвостовик кріпильно - приєднувальної частини осьових інструментів не підходить до конічного посадочного місця шпинделя верстата. Перехідні втулки (рисунок 4.4) забезпечують закріплення в конічному отворі інструментів з циліндричним та конічним хвостовиком.
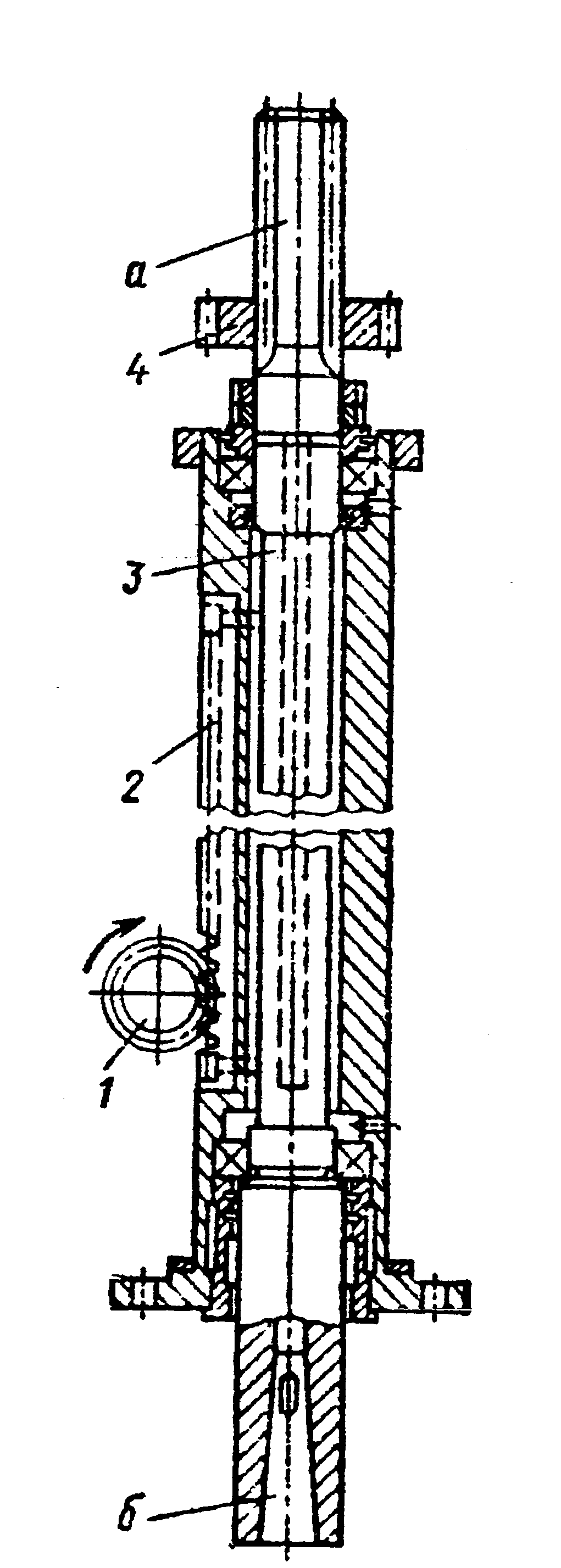
Рисунок
4.3 – Шпиндельний вузол вертикально-свердлильного
верстата
моделі
2Н118
Рисунок
4.4 – Перехідні втулки свердлильних
верстатів
Патрони дозволяють закріплювати інструменти з циліндричним хвостовиком або циліндричні втулки з вставленим у них інструментом. Розрізняють патрони дво- трикулачкові та цангові (рисунок 4.5).
Оправки використовуються для встановлення різного спеціального інструмента, а також як подовжувачі у спеціальних випадках обробки стандартним інструментом на універсальних та спеціалізованих верстатах.
Пристрої для закріплення заготовок на столах свердлильних верстатів поділяють за призначенням на універсальні (для закріплення різних заготовок) та спеціальні, за використанню конструкції та способу виробництва – на нормальні (виготовлені за стандартами) та спеціальної конструкції. До нормальних пристроїв свердлильних верстатів відносяться машинні лещата (рисунок 4.6, а ), поворотні столи, ділильні пристрої, струбцини (рисунок 4.6, б), призми (рисунок 4.6, в), прихвати (рисунок 4.6, г) та інші.
У серійному виробництві широко застосовують обробку отворів у спеціальних пристроях – кондукторах. Для направлення й орієнтації інструмента використовуються кондукторні втулки з загартованої інструментальної сталі У12А (рисунок 4.7).
Рисунок
4.5 – Патрони свердлильних верстатів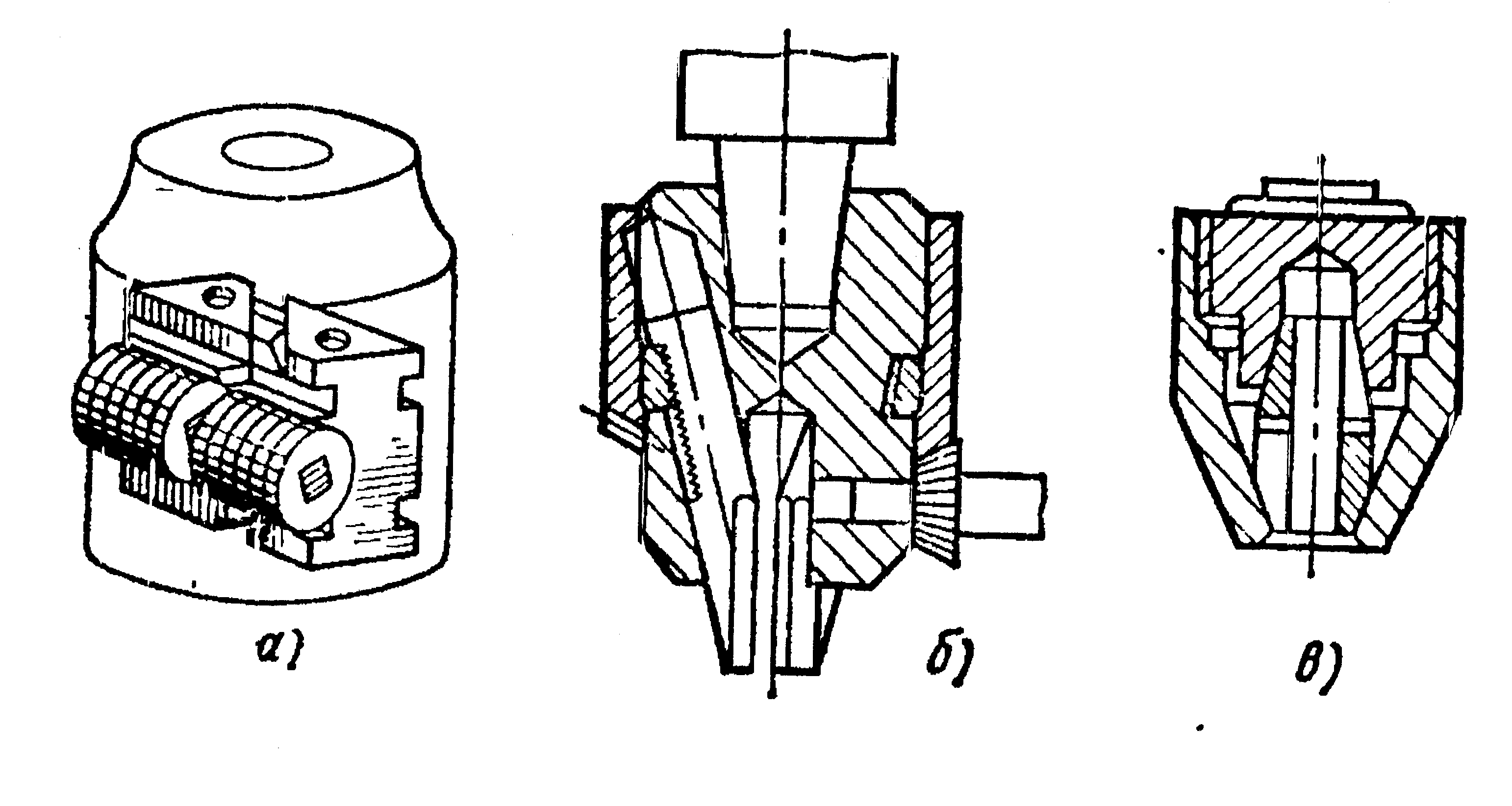

Рисунок
4.6 – Нормальні пристрої свердлильних
верстатів
4.4 Порядок виконання роботи
Лабораторну роботу виконують в такій послідовності:
1) Вивчити будову та органи керування вертикально-свердлильного верстата.
2) Налагодити верстати на обробку отворів у заданій деталі (пристрої, режими різання).
3) Скласти звіт про виконану роботу.
Рисунок
4.7 – Свердління через кондукторні
втулки
4.5 Зміст звіту
Звіт з лабораторної роботи повинен мати наступні розділи:
1) Назва лабораторної роботи.
2) Мета роботи.
3) Обладнання, пристрої, інструменти.
4) Теоретичні відомості.
5) Порядок виконання роботи.
6) Результати розрахунків згідно завдання, яке надано викладачем.
7) Висновки.
Лабораторна робота № 5
5 Фрезерні верстати
5.1 Мета роботи
Мета лабораторної роботи полягає в наступному:
1) Ознайомитись з зовнішнім видом фрезерного верстата.
2) Вивчити призначення всіх кнопок та рукояток керування.
3) Вивчити призначення та дію всіх механізмів верстата.
4) Ознайомитись з налагодженням фрезерного верстата на різні види обробок.
5.2 Обладнання, пристрої, інструменти
Для виконання лабораторної роботи необхідно мати наступне:
1) Фрезерний верстат (вертикальний, горизонтальний або універсальний).
2) Комплект гайкових ключів.
3) Фрези (дискові, пазові, черв’ячні, циліндричні та інші).
4) Заготовки для деталей, які підлягають обробці.
5) Вимірювальний інструмент (штангенциркуль, мікрометр гладкий, індикаторна головка).
5.3 Теоретичні відомості