

4.3.2 Вертикально-свердлильний верстат моделі 2н118
4.3.2.1 Призначення верстата
Універсальний вертикально-свердлильний верстат моделі 2Н118 з умовним діаметром свердління 18 мм призначений для виконання наступних операцій: свердління, розсвердлювання, нарізування різьб і підрізування торців ножами.
Верстат пристосований для використання в інструментальних, експериментальних і виробничих цехах з індивідуальним випуском продукції.
Віднесений до умовного діаметра свердління 18 мм, верстат допускає обробку деталей із зусиллям подачі до 5600 Н та крутним моментом до 880 Н/м.
Межі кількості обертів і подач шпинделя дозволяють обробляти широкий діапазон отворів на раціональних режимах різання.
4.3.2.2 Основні частини та ограни керування верстата
Верстат має наступні основні частини та органи керування (рисунок 4.2):
І – колонна, стіл, плита;
ІІ – коробка швидкостей;
ІІІ – коробка подач;
ІV – свердлильна головка;
V – шпиндель;
VI – охолодження;
VII – електрообладнання;
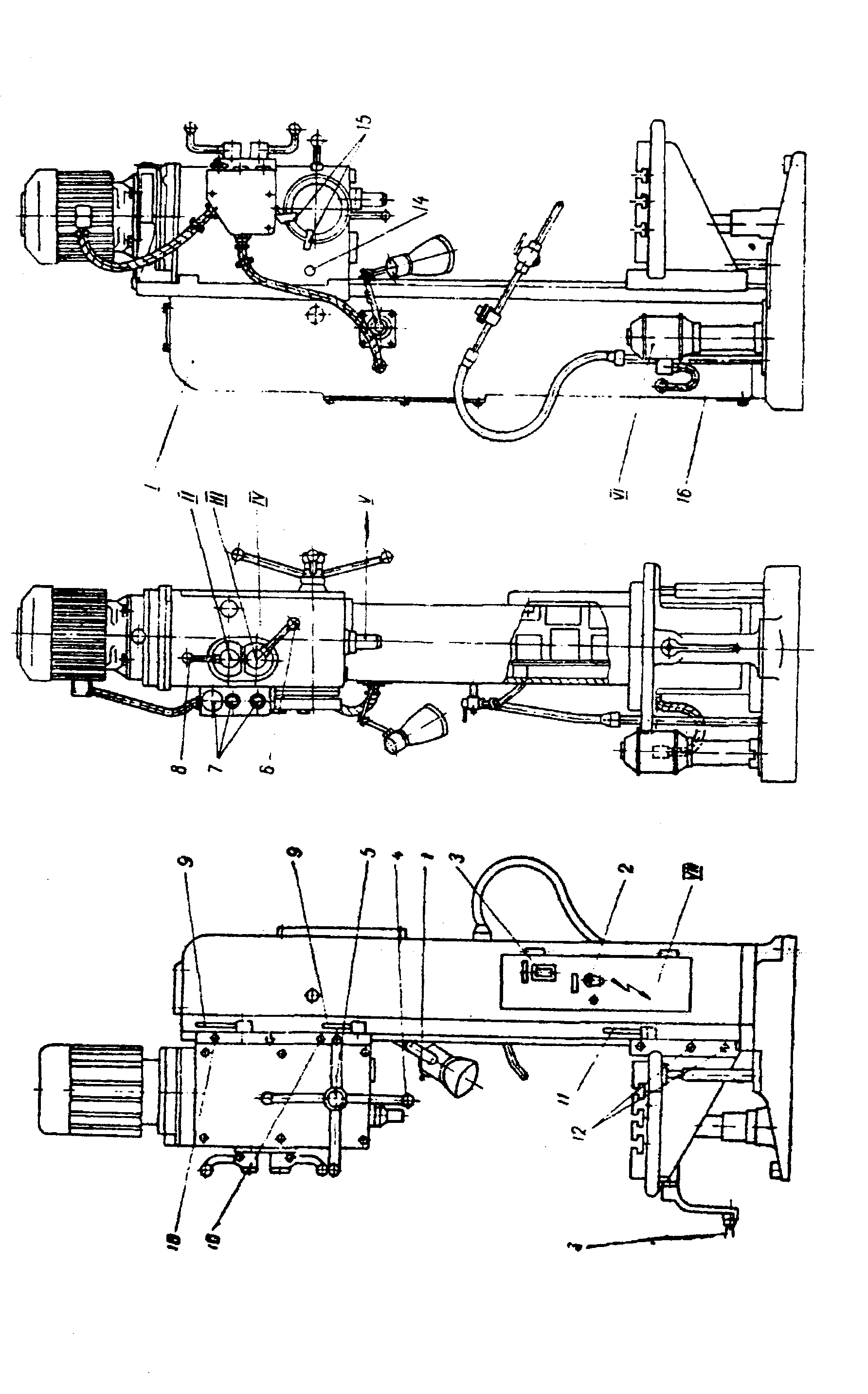

1 – вимикач освітлення;
2 – вимикач насоса охолодження;
3 – ввідний автоматичний вимикач;
4 – рукоятка керування механізмом подачі;
5 – кнопка вмикання механічної подачі;
6 – рукоятка переключення подач;
7 – кнопочна станція “Вправо”, “Вліво”, “Стоп”;
8 – рукоятка переключення швидкостей;
9 – рукоятка затиску свердлильної головки;
10 – болти для регулювання клина свердлильної головки;
11 – рукоятка затиску столу;
12 – болти для регулювання клина столу;
13 – рукоятка підйому столу;
14 – квадрат валика механізму підйому свердлильної головки;
15 – кулачки налагодження циклів роботи;
16 – отвір 3/4"для підключення верстата до електромережі.
4.3.2.3 Технічна характеристика верстата
Основні розміри
Найбільший діаметр свердління, мм 18
Конус Морзе шпинделя № 2
Найбільше осьове переміщення шпинделя, мм 150
Виліт шпинделя, мм 200
Відстань від кінця шпинделя до столу, мм:
найбільша 650
найменша 0
Характеристика вузлів верстата
Переміщення шпинделя на 1 оберт маховичка-рукоятки, мм 110
Ціна поділки лімба, мм 1
Переміщення шпиндельної головки за 1 оберт маховичка, мм 4,4
Найбільше переміщення шпиндельної головки, мм 300
Найбільше вертикальне переміщення столу, мм 350
Переміщення столу за 1 оберт рукоятки, мм 2,4
Електродвигун головного руху
Тип АОЛ2-22-4
Номінальна напруга, В 380
Потужність, кВт 1,5
Кількість обертів за хвилину 1420
4.3.2.4 Види рухів та їх налагодження
Для роботи осьових інструментів необхідно два робочих рухи: обертальний та поступальний. У свердлильних верстатах ці рухи, як правило, має інструмент, який закріплений у шпинделі. Для зміни частоти обертання є коробка швидкостей, а різні подачі утворюються, використовуючи коробку подач. Одночасна передача двох рухів на інструмент здійснюється за допомогою шпиндельної гільзи (рисунок 4.3): рух подачі передається від зубчастого колеса 1 на рейку гільзи 2, усередині якої обертається шпиндель 3, який закінчується у верхній частині шанцевою нарізкою а значної довжини, а в нижній – конічним отвором б для кріплення інструмента. Шліцьовий вал може поступально переміщатися в отворі обертового зубчастого колеса 4 або блоці коліс коробки швидкостей, не втрачаючи контакту на всій довжині ходу при подачі.
Шпиндельна бабка 5 (рисунок 4.1, б) радіально-свердлильного верстата розташована на траверсі 4, а у вертикально-свердлильного (рисунок 4.2) – на колоні І. Вона виконується заодно з коробкою швидкостей 5 (рисунок 4.1, б) у радіально-свердлильного верстата. Коробка швидкостей 5 (рисунок 4.1, а) вертикально-свердлильного верстата розташовується, як правило, на верхньому торці станини, поруч з електродвигуном, від якого одержує рух через пасову передачу. У процесі установки шпиндельна бабка радіально-свердлильного верстата може переміщатися по траверсі 4 (рисунок 4.1, б) і разом з нею по колоні 2, а також повертатися з траверсою щодо колони. Ці рухи встановлюють інструмент у потрібне положення стосовно заготовки.
На вертикально-свердлильних верстатах заготовка підводиться під свердло, як правило, вручну, що обмежує застосування цих верстатів для обробки великогабаритних важких заготовок. Заготовки встановлюють на столі 7 (рисунок 4.1, а), а в радіально-свердлильних верстатах, крім того, на плиті 1 (рисунок 4.1, б). Верстати можуть мати спеціальні пристрої для забезпечення заданої глибини свердління, що автоматично виключають подачу. Деякі верстати мають напівавтоматичний цикл роботи: швидке підведення інструмента до заготовки – свердління – швидкий відвід – зупинка шпинделя. У ряді конструкцій здійснюється переключення швидкостей без зупинки верстата (переселективне). Деякі невеликі верстати мають варіатори для безступінчастого регулювання частоти обертання, а швидка зупинка (~2с) великих верстатів здійснюється гальмами.
Для вибивання інструмента зі шпинделя на великих верстатах (конус Морзе № 4 – 6) є спеціальні пристрої.