

1 Жесткий компенсатор; 2 - регулируемый компенсатор.
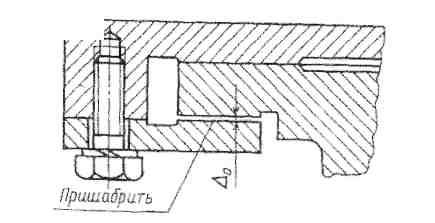
Рис. 4. Пример обеспечения точности методом индивидуальной пригонки
Выявленные составные части изделия на ТСС изображаются в виде прямоугольников, разделённых на три части. В верхней части дается наименование детали или сборочной единицы, слева - индекс, справа - количество. Индекс детали совпадает с порядковым номером ее по спецификации сборочного чертежа, а индекс сборочной единицы состоит из номера ее порядка, букв «СБ.» (сборка), а также номера базового элемента по спецификации.
При наличии образца изделия составление ТСС упрощается. В этом случае последовательность сборки может быть установлена в процессе его пробной разборки. ТСС должны быть снабжены надписями-сносками, поясняющими характер сборочных соединений и выполняемый при сборке контроль (запрессовать, расклепать, затянуть с определенным крутящим моментом, отрегулировать положение, проверить зазор и т.д.).
Если отдельные сборочные единицы (узлы) подвергаются по условиям общей сборки частичной или полной разборке (например, шатун с поршнем при установке в компрессор), то этот вид дополнительных работ также отражается дополнительной надписью на технологической схеме общей сборки.
4. ТСС можно составлять в нескольких вариантах, отличающихся как по структуре, так и по последовательности выполнения сборки. Число вариантов может быть тем больше, чем сложнее собираемое изделие. На выбор окончательного варианта ТСС влияют такие экономические факторы, как трудоемкость и себестоимость сборки, требуемое число сборщиков, а также удобство сборки и возможность механизации и автоматизации сборочного процесса.
По принятой ТСС общей и узловой сборки выявляют основные сборочные операции. Содержание сборочной операции устанавливают так, чтобы на каждом рабочем месте выполнялась однородная по своему характеру и технологически законченная работа, что способствует лучшей специализации сборщиков и повышению производительности их труда. Содержание операции зависит также от выбранного типа производства и метода работы (поточный или непоточный).
В поточном производстве содержание операции должно быть таким, чтобы ее длительность была равна (чуть меньше его) или кратна такту. При этом на данном этапе длительность операции определяется, укрупнено по нормативам (см. прил.1) с последующей корректировкой и уточнением.
5. При заполнении маршрутно-операционной карты (прил.4) следует придерживаться следующих правил:

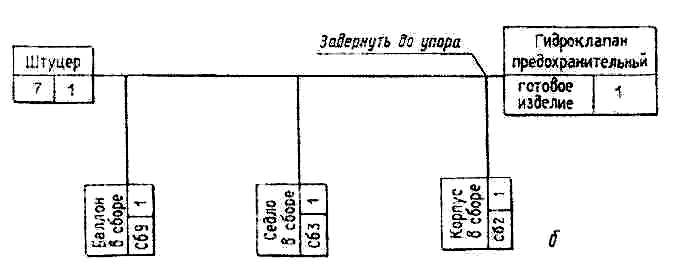

Рис. 5. Гидроклапан предохранительный (а)
и технологические схемы общей (б) и узловой сборки (в)
- Порядковые номера операций обозначают римскими цифрами, переходов - арабскими, причем внутри каждой операции нумерация переходов начинается с первого номера.
- Наименование операций обозначают чаще всего одним словом, производным от наименования рабочего места («Сборочная», «Балансировочная», «Прессовая», «Контрольная» и т.д.). В отдельных случаях могут быть добавлены пояснения, уточняющие содержание операции («Сборочная. Сборка ротора.»).
- Номера переходов и их содержание должны располагаться ниже номеров и наименования операции. Номер каждого перехода ставится против первой строки текста, излагающего его содержание. В описательной части перехода необходимо указать позиции базовых и вновь присоединяемых деталей, их количество, характер и особенности соединения. Все необходимые действия записывают в повелительном наклонении, соблюдая техническую терминологию («Запрессовать 2 втулки 7 в корпус 1, обеспечив свободное вращение вала 4»).
- На операционном эскизе базовая деталь или сборочная единица и вновь присоединяемые детали должны быть обозначены буквенно-цифровыми индексами в соответствии с общим видом изделия и его спецификацией. Операционные эскизы выполняются без соблюдения масштаба. Изображение собираемого изделия должно строго соответствовать его положению на сборочном участке. Ранее собранные части изделия допускается изображать не полностью и упрощенно.
- В графе «Оборудование» следует давать полное наименование применяемого сборочного стенда или сборочной машины. Для стандартного оборудования указывается его модель. Если изделие малогабаритное и собирается вручную, в графе «Оборудование» пишут «Сборочный верстак».
- Аналогично заполняются графы «Приспособления», «Инструмент рабочий», «Инструмент измерительный». Стандартный инструмент приводится с указанием номера ГОСТа.
- В графе «Режим работы» указывают основные параметры работы оборудования при выполнении данного перехода. Если специальное оборудование не применяют, в этой графе следует написать «Ручная работа».
- Нормирование сборочных операций осуществляют на основании укрупненных данных приложения 1.