

9.3. Оптимізація термінів освоєння виробництва нових виробів та оцінка його ефективності
При виборі методу переходу на випуск нових виробів враховують необхідність забезпечення мінімальних втрат при випуску продукції. При цьому слід вважати на тип виробництва, склад виробу, ступінь конструктивної наступності, ресурси підприємства та інші фактори. Як правило, паралельно - послідовний метод має перевагу при випуску складних багатоагрегатних виробів з низькою ступінню конструкторської наступності, а послідовний - при випуску простих виробів з високим ступенем конструктивної наступності.
Процес освоєння вважається завершеним при досягненні проектних показників трудомісткості чи собівартості нової продукції. За рахунок проведення організаційно-технічних засобів можна прискорити процес нарощування випуску продукції, що відіб'ється на розмірі економічного ефекту. Зростання випуску продукції N є функцією часу Т з початку освоєння виробництва (ряс. 7.6).
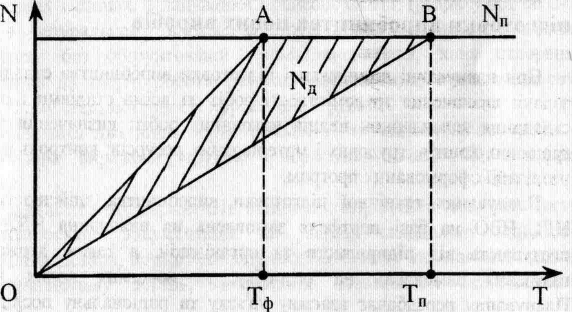
Рис. 2.8. Освоєння випуску продукції
Пряма ОА показує фактичне нарощування випуску продукції, а 0В проектне. Площа ΔОАВ характеризує додатковий випуск продукції отриманої в результаті прискореного освоєння виробництва.
Додаткова продукція, яка була вироблена за рахунок прискореного освоєння виробництва, визначається по формулі:
Nд=Nп(Тп-Тф)/2,
де Тш Тф - відповідно проектна і фактична тривалість освоєння виробництва нових виробів(дні, місяці, роки);
Nn - проектний випуск нових виробів, шт.
Економічний ефект, який отримується за рахунок виробництва та використання додаткової кількості більш ефективних і виробів, визначається по формулі:
Е=Е1.NД, ;
де Е1 - річний економічний ефект на один виріб, грн.
Розділ 10. Організація потокового виробництва
10.1. Суть та економічна ефективність потокового виробництва
Потокове виробництво є передовою формою організації виробництва, основна ланка якого є потокова лінія.
Потокова лінія - це група робочих місць, на якій здійснюється виробничий процес обробки або складання одного чи декількох виробів. На підприємствах потокове виробництво має такі основні ознаки:
1. Весь процес виробництва розчленовується на операції, які у часі рівні між собою або парні. Досягається це синхронізацією операцій шляхом проведення ряду організаційно-технічних заходів (зміна технологій та режимів роботи, заміна обладнання і інше), які дозволяють розчленувати одну операцію на кілька, або навпаки, об'єднати кілька операцій в одну.
2. Обладнання і робочі місця розташовуються за ходом ТП. Таке розташування скорочує шлях руху деталей у процесі їх обробки і сприяє раціональному використанню виробничої площі потокової лінії. Обладнання добирається з таким розрахунком, щоб на ньому можна було виконати найрізноманітніші роботи.
3. Передавання деталей з одного робочого місця на інше виконується з допомогою транспортних пристроїв. Найпоширенішими видами транспорту у потоковому виробництві є різноманітні транспортери, підвісні конвеєри та інші засоби.
4. Робочі місця спеціалізуються на виконанні певних операцій. Це дозволяє використати кадри невисокої кваліфікації, забезпечує зростання продуктивності праці, виключає великі витрати часу і коштів на підготовку робітників для роботи на потокових лініях.
Організація потокових ліній вимагає певних режимів роботи: дотримання встановленого ТП та регламентованих швидкостей його ведення; відповідне налагодження обладнання і облаштування робочих місць. Має бути встановлений порядок обслуговування потокової лінії. До дільниці потокової лінії, яка виконує першу операцію , повинні безперервно подаватися матеріали, напівфабрикати, заготовки. Огляд і ремонт обладнання потрібно проводити переважно у вільні зміни та регламентовані перерви. На робочих місцях бажано мати певний запас комплектів інструменту. Обслуговуванням потокової лінії та робочих місць повинен займатися допоміжний персонал. Необхідне дотримання дисципліни.
За кожною потоковою лінією повинно бути закріплено один чи декілька завершених ТП.
В результаті здійснення потокового виробництва досягається:
а) необхідне використання обладнання та виробничих площ (продуктивність праці зростає);
б) скорочення тривалості виробничого циклу, що дозволяє зменшити незавершене виробництво та запаси готових виробів і вузлів, і, відповідно, розміри цехових та складських майданчиків для їх зберігання;
в) зниження трудомісткості продукції та значне підвищення продуктивності праці;
г) краще використання робочого часу;
д) скорочення витрат на транспортування виробів; е) зниження собівартості продукції і підвищення рентабельності виробництва;
є) підвищення якості продукції і зменшення браку.