

3.5 Розрахунок елементів пристрою на міцність
На міцність необхідно розрахувати найбільш навантажений елемент пристрою – шпильку . Розрахуємо на міцність різь на шпильці .
Основні види руйнування різей – зріз витків і зношування витків . Для кріпильних різей важливими характеристиками є міцність , яка зв`язана з напруженням зрізу τ і зносостійкість , яка зв`язана з напруженням зминання σзм ( рисунок 3.5 )
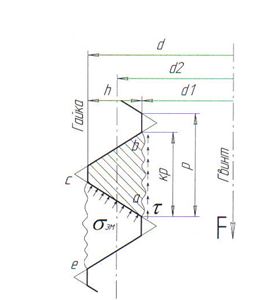
Рисунок 3.5 – Напруження , які діють в парі гвинт-гайка
Умова міцності різі по напруженому зрізу :
![]() ,
(3.9)
,
(3.9)
 де F
– сила розтягування 5,38 Н ;
де F
– сила розтягування 5,38 Н ;
d1 – діаметр різі , d1= 12 мм ,
h = висота різі ( h=1.08 мм ) ;
K – коефіцієнт повноти різі ( К = 0.87 ) ;
Кт – коефіцієнт нерівномірності навантаження витків різі ( Кт = 0,5 )
[τ] – допустиме навантаження ([τ] =188 Мпа ) .
Підставляючи чисельні значення в формулу (3.9 ) , отримаємо :
![]() МПа
.
МПа
.
Отже умова міцності міцності різі по напруженням зрізу виконується .
Умова міцності по напруженням зминання :
![]() ,
(3.10)
,
(3.10)
де z = H/p – число робочих витків (z =12,2/1,75=6,97 ) ;
[σзм] – допустиме навантаження ([σзм] = 288 МПа ) ;
Підставляючі чисельні значення в формулу (3.10) , отримаємо :
![]() МПа
МПа
Отже умова міцності різі по напруженням зрізу також виконується .
Розрахунок небезпечного перерізу проводиться за формулою :
![]() (3.11)
(3.11)
де W – сила розтягування ;
[σзм] – допустиме навантаження ([σзм] = 250 МПа ) ;
d – діаметр шпильки , d = 12 мм .
Підставляючи чисельні значення в формулу (3.13) , отримаємо :
![]() МПа ,
отже умова міцності виконується .
МПа ,
отже умова міцності виконується .
3.6 Технічні вимоги до пристрою
Призначення пристрою – забезпечити однозначне положення заготовки на верстаті при обробці всіх поверхонь з необхідною точністю їх взаємного розташування та забезпечити необхідну силу затиску .
Для забезпечення правильного положення заготовки і потрібної точності обробки необхідно забезпечити паралельність площини Д , що прилягає до робочих поверхонь установчих елементів та площини Б пристрою .
Розрахуємо допустиме значення параметру за формулою :
![]()
де Т - допуск виконуємого при обробці розміра заготовки Т= 0,04мм ;
![]() - коефіціент, що
враховує відхилення розсіювання значень
складових величин від закону нормального
розподілу: К=1,2;
- коефіціент, що
враховує відхилення розсіювання значень
складових величин від закону нормального
розподілу: К=1,2;
К1 - коефіціент, що враховує зменшення граничного значення похибки базування при роботі на налагоджених верстатах: К1 =0,8....0,85;
К2 - коефіціент, що враховує долю похибки обробки в сумарній похибці, що визвані факторами, які незалежать від пристрою К2 =0,6
![]() - економічна
точність обробки;
=0.004
[17
с.407] ;
- економічна
точність обробки;
=0.004
[17
с.407] ;
![]() б
- похибка
базування деталі у пристрої;
б
- похибка
базування деталі у пристрої;
з – похибка, що виникає внаслідок закріплення при деформаціях заготовки; з =0.1 мм [27 с.210]
вс – похибка встановлення пристрою на верстаті .
![]() , Lд
– довжина деталі (Lд
= 350 мм ) , Smax
– максимальний зазор між бічними
поверхнями шпонки і пазу стола верстата
, Smax
= 0,011+0,011 = 0,022 мм ; L
– відстань між шпонками , L
= 400 мм .
, Lд
– довжина деталі (Lд
= 350 мм ) , Smax
– максимальний зазор між бічними
поверхнями шпонки і пазу стола верстата
, Smax
= 0,011+0,011 = 0,022 мм ; L
– відстань між шпонками , L
= 400 мм .
![]() мм
мм
п
-
похибка
установки та зміщення ріжучого інструменту
та допоміжного інструменту на верстаті.
При відсутності в пристрої елементів,
які направляють різальний та допоміжний
інструменти
![]() ;
;
Визначемо похибку базування деталі в пристрої:
Базування деталі
відбувається по площині та двом
установочним пальцям циліндричному та
зрізаному, тоді похибка базування буде
виникати внаслідок повороту деталі :
![]()
де
![]() - кут
повороту деталі
- кут
повороту деталі
![]() -
максимальний радіальний зазор між
циліндричним пальцем і отвором деталі;
=0.054
мм
-
максимальний радіальний зазор між
циліндричним пальцем і отвором деталі;
=0.054
мм
![]() - максимальний
радіальний зазор між зрізаним пальцем
і отвором деталі;
=0.054
мм
- максимальний
радіальний зазор між зрізаним пальцем
і отвором деталі;
=0.054
мм
![]() =
мм - відстань між пальцями
=
мм - відстань між пальцями
Тоді похибка базування буде складати
б
=![]() мм
мм
Визначемо похибку від спрацювання деталей пристрою за формулою:
![]()
де
![]() - коефіціент, який залежить від виду
установочних елементів;
=0,002
.
- коефіціент, який залежить від виду
установочних елементів;
=0,002
.
![]() -
кількість контактів заготовки з опорою
на рік,
=
600 контактів
;
-
кількість контактів заготовки з опорою
на рік,
=
600 контактів
;
Тоді похибка від спрацювання деталей пристрою буде складати:
![]()
![]() мкм
=0.0012
мм ;
мкм
=0.0012
мм ;
Похибка установки та зміщення ріжучого інструменту та допоміжного інструменту на верстаті не враховується, бо вона викликається неточністю виготовлення елементів пристрою, які направляють ріжучий та допоміжний інструмент, а у нашому пристрої їх немає.
Тоді допустима похибка буде складати:
![]()
![]()
Тоді призначаємо вимогу на пристрій : допуск паралельності робочої поверхні установчих пластин до установчої бази плити 0.01 мм .