

3 . Конструкторський розділ
3.1 Службове призначення пристрою
Пристрій призначений для базування та закріплення на операції 010 програмно-комбінованій попередньо обробленої заготовки при обробці з п’ятьох сторін поверхонь на оброблюючому центрі моделі МЦ5-700. Базування заготовки повинно забезпечити її однозначне положення на верстаті при обробці всіх поверхонь з необхідною точністю їх взаємного положення.
3.2 Технічне завдання на проектування пристрою
Технічне завдання на проектування верстатного пристрою розробляється згідно з ГОСТ 15.001–98.
Вхідні та вихідні дані заготовки:
Заготовка, яка надходить на операцію має начисто оброблені бази: площини фланців (шорсткість поверхні Ra 1,25 мкм) і два отвори ø16Н7 (шорсткість поверхні Ra 1.25 мкм.
2. Відомості про поверхні, які повинні бути оброблені при базуванні і закріпленні в пристрої:
Дивись креслення деталі та ТП механічної обробки .
Схема базування заготовки та стан поверхонь, які приймаються якості баз:
Теоретична схема базування зображена на рисунку 3.1 . Поверхні, які приймаються в якості баз: установча база – площини основи фланців корпуса, оброблена до Ra 1.25 мкм (чистове фрезерування), подвійна опорна – вісь отвору ø16Н7, обробленого до Ra 1.25 (розвертування), опорна база – вісь отвору ø16Н7, обробленого до Ra 1.25 (розвертування).
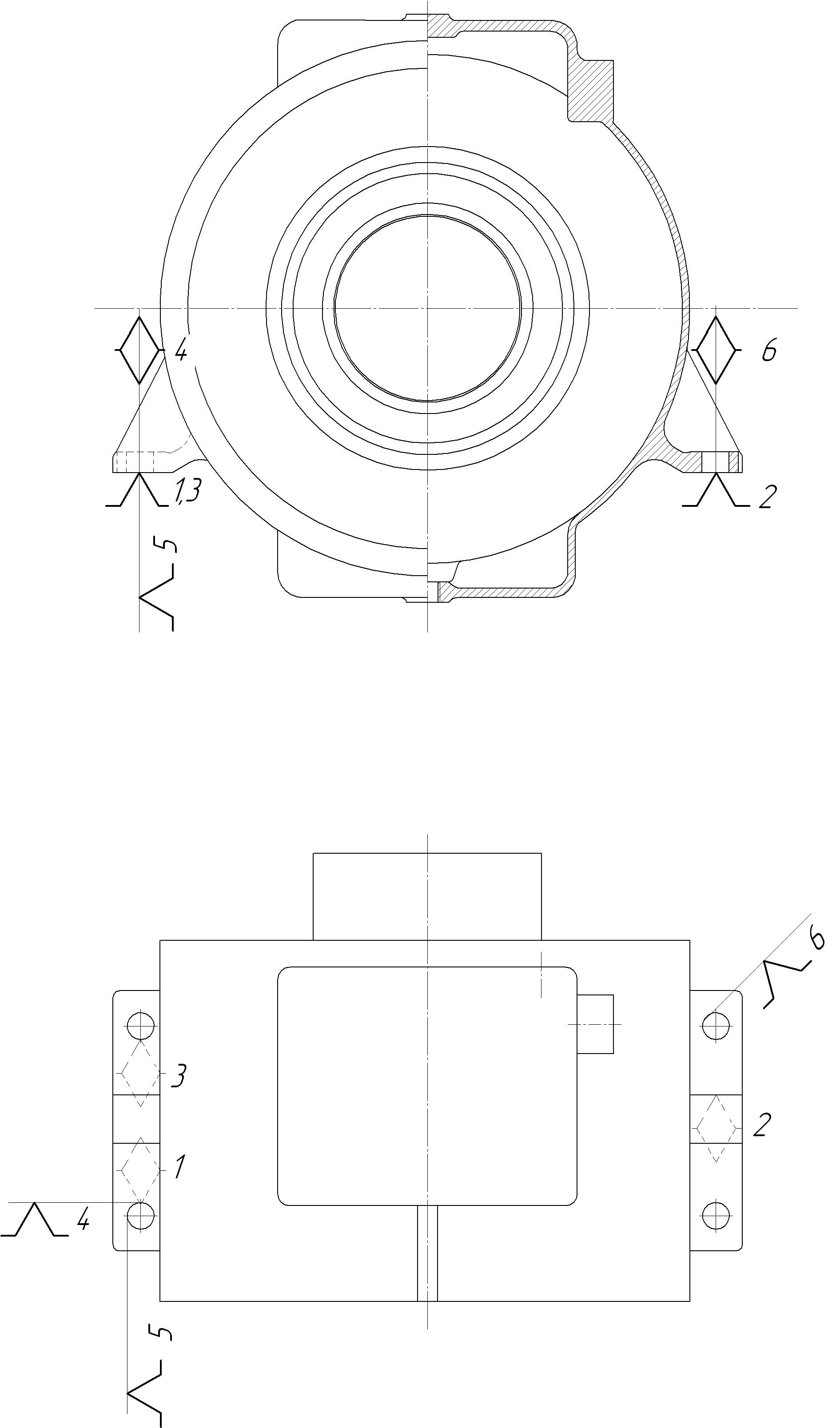
Рисунок 3.1 – Теоретична схема базування на операції 010
Обладнання, на якому виконується операція:
Згідно розробленого ТП задані поверхні оброблюються на оброблюючому центрі моделі МЦ5-700.
Основний інструмент, який використовується для обробки.
Номенклатура інструменту , який використовується на даній операції наведено в п. 2.2.6.
Режим та сили різання.
Наведені в пункті 2.3 ( таблиця 2.9)
Передбачуваний тип затиску
Оскільки заготовка оброблюється з п`ятьох сторін, то використання пневматичних чи гідравлічних силових приводів дуже ускладнене через те,
що існує можливість заплутання шлангів, і, як наслідок, швидкий вихід з
ладу пристрою, тому використовуємо ручне закріплення заготовки.
8. Принципова схема і спосіб базування пристрою на верстаті:
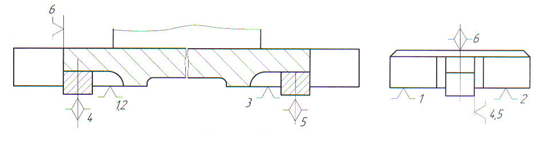
Рисунок 3.2 – Схема базування пристрою на столі верстата
Необхідна продуктивність операції:
Повинна відповідати дрібносерійному типу виробництва .
10. Кількість одночасно оброблюваних заготовок – одна.
11. Вимоги безпечності роботи та обслуговування:
Повинні відповідати вимогам техніки безпеки до верстатних пристроїв [ 26 ,с. 642 ]
12. Умови роботи пристрою та строк служби:
Пристрій експлуатувати в механічному цеху при температурі повітря 20±10ºС та відносній вологості 70±5%. Термін експлуатації пристрою 2 роки.
3.3 Опис конструкції і роботи пристрою
Пристрій складається з плити чавунної тип 7081-0280 за ГОСТ 12948-67 , на якій за допомогою гвинтів закріплено дві прямокутні опорні пластини , два опорних кутника , в яких вмонтовано циліндричний і зрізаний установчі пальці . Опорні пластини встановлюються і шліфуються в одну площину . На столі верстата пристрій пристрій центрується за допомогою 2 шпонок , а закріплюється гвинтами , що встановлюються в пази плити . Закріплюється заготовка за допомогою двох прихватів .
Заготовка встановлюється на опорні пластини , одночасно суміщаючи 2 діагонально розташованих отвори заготовки 16Н7 . Потім зверху заготовка затискається за допомогою двох прихватів , які кріпляться на шпильках . Притискання прихватів до оброблюваної заготовки здійснюється за допомогою гайок . Надійність опорного контакту між прихватами і заготовкою забезпечується за рахунок розташованих навпроти установчих пластин .
Звільнення заготовки відбувається за рахунок розгвинчування гайки та відведення прихватів . Далі цикл повторюється .