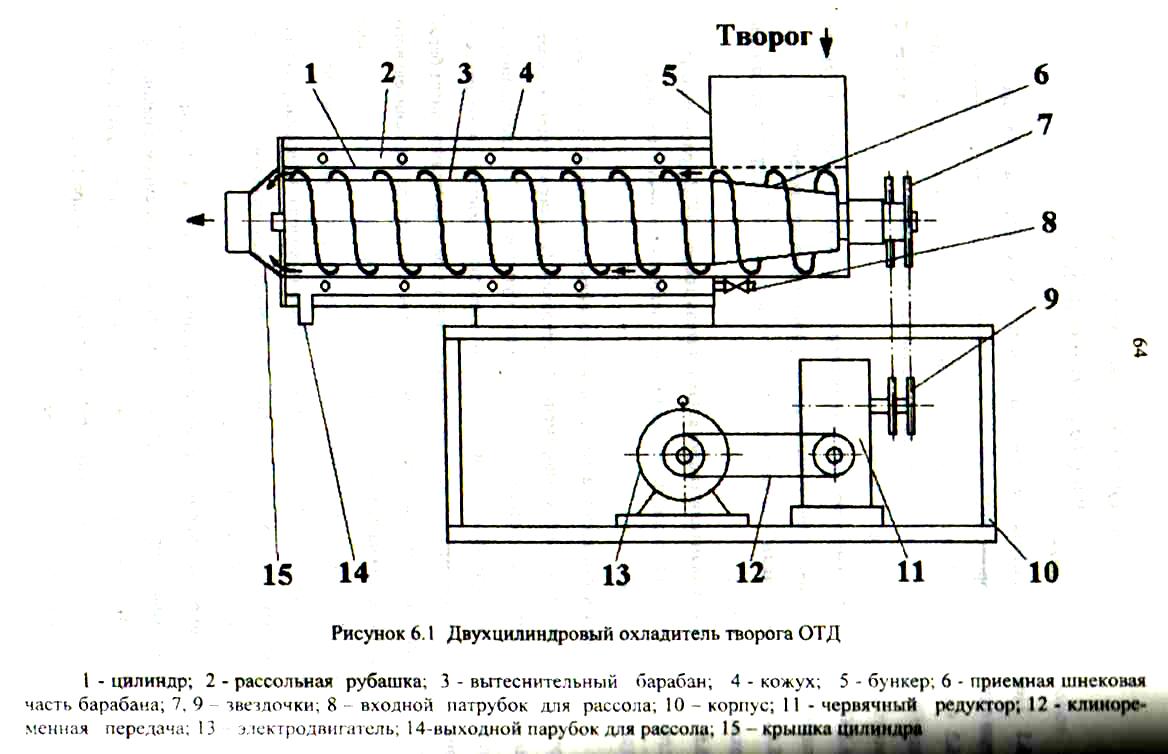
2 Назначение охладителя творога. Охладитель творога отд предназначен для охлаждения творога.
Устройство охладителя творога. Охладитель творога ОТД (рисунок 6.1) сотоит из корпуса, привода, двух цилиндров с вытеснительными барабанами I приемного бункера.
В нижней части корпуса 10 установлен электродвигатель 13 и червячный I редуктор И, соединенные клиноременной передачей 12. Сверху корпуса размещены два цилиндра 1 с одним общим приемным бункером 5. Внутри цилиндров установлены вытеснительные барабана 3, со шнековой навивкой и конической приемной частью 6. Вращение от червячного редуктора к вытеснительным барабанам передается с помощью двух цепных передач. Одна опора вытеснительного барабана расположена на передней стенке приемного бункера, а вторая на крышке цилиндра 15. Каждый цилиндр имеет индивидуальную рассольную рубашку 2 с винтовым ходом рассола для лучшего использования холода. Снаружи рассольвые рубашки закрыты кожухами 4. Пространство между кожухом и рубашкой служит воздушной тепловой изоляцией.
Технологический процесс работы охладителя творога. Теплый творог 25-28 °С) поступает в приемный бункер 5, захватывается приемной шнековой частью 6 вытеснительных барабанов и направляется в рабочие цилиндры 1. Творог,перемещаясь тонким слоем между стенками рабочего цилиндра 1 и вытеснительного барабана 3, охлаждается до температуры 8-10 °С.
3
молокопроводы
Трубы и
соединительные
части к ним образуют трубопроводы, по
которым транспортируются маловязкие,
высоковязкие и сухие молочные продукты.
На трубопроводах устанавливают
арматуру, необхолимую
для регулирования расхода и давления
среды, изменення
направления движения и впуска в аппараты
и коммуникационые
линии. Коммуникационные
линии представляют собой системы трубопр
водов
с арматурой. На коммуникационных линиях
можно устанавливать
элементы или датчики автоматических
приборов для контроля и
регулирования температуры, давления,
уровня и расхода жидкости.
В качестве
побудителей движения продукта применяют
специальные
насосы для перемещения молока и жидких
молочных продуктов а
также воздушные нагнетательные или
вакуумные в пневматически транспортных
системах. ТРУБОПРОВОДЫ.
Трубопроводы, применяемые на молочных
заводах, должны быстро разбираться и
собираться, а также быть доступными для
мойки и
чистки. Материал, из которого они
изготовлены, должен быть стойким
против воздействия на них молочных
продуктов и моющих ра створов.
Трубы,
используемые для перемещения молока и
молочных продуктов,
изготовляют из нержавеющей стали, меди
и алюминия. Медные грубы обязательно
покрывают слоем пищевого олова.
Металлические трубы
изготовляют длиной 2,5—3 м, диаметром
25, 35. 50 и 75 им, толщина стенок 1—2 мм. В
последнее время получили широкое
распространение стеклянные
трубы, а также трубы из полимерных
материалов. Стеклянные трубы выпускают
длиной 1,5—3 м. Внутренний диаметр их
37—100 мм, толщина стенок 4—8 мм. В зависимости
от диаметра
труб, конструкции и материала стыкового
соединения стеклянные
трубы можно эксплуатировать при рабочих
давлениях (2
- 5)105
Па и температурах 30—50°С. Резкий
температурный перепад (тепловой
удар) не превышает 60—70°С. При температурах
выше 70—80°С в стыковых соединениях
необходимо применять термостойкую
резину.
Обычно соединение стеклянных труб
болтовое, но иногда применяют
фланцевое, безболтовое фланцевое и со
стягивающей муфтой на резьбе.
Металлические
и стеклянные трубы имеют повсеместное
распространение.
Реже используются металлические трубы
с внутренним покрытием
из стекла. Наряду с высокой прочностью
металла они обладают
химической стойкостью стекла. Толщина
слоя стекла в трубах
0,1—0.3 мм. Для
перемещения молока на большие расстояния
(подземный молокопровод)
применяют трубы из полимерных материалов
(винипласта, полиэтилена и др.). Они
легки, прочны и обладают высокой
химической стойкостью. Трубы из винипласта
рассчитаны на рабочее давление
до 2,5 ♦ 105
Па (с условным проходом б—60 мм). Трубы
из полиэтилена низкой плотности с
наружным диаметром 10—160 мм бывают трех
типов: Л — легкие (условное давление до
2,5 • 10* Па); С — средние (условное давление
6 • 105
Па); Т — твердые (условное давление 100 •
I01
Па) прочностью, жесткостью и более
высокой
теплостойкостью
Они сохраняют свои качества при нагревании
до 70°С. Трубы из полиэтилена в 8 раз легче
стальных и в 2 раза легче труб из винипласта
К
основной арматуре
труб относят краны проходной, трехходовой
и
трехмуфтовый, прямой тройник, тройник
двух муфтовый, соединительные муфты,
отводы двух- и одномуфтовые. а к
автоматически действующей
- краны с дистанционным управлением в
совокупности
с сигнализаторами уровня, протока и
температуры, предназначенными
для автоматического и дистанционного
управления потоком молока
в трубопроводах.
Пропускная способность трубопровода определяется:
![]() ,
м3/с
,
м3/с
d – внутренний диаметр трубопровода,м
![]() - скорость движения продукта, м/с
- скорость движения продукта, м/с
Потеря напора
определяется как: ![]()
![]() - для проталкивания продукта с заданной
скоростью,м
- для проталкивания продукта с заданной
скоростью,м
![]() - для подъема продукта на высоту, м
- для подъема продукта на высоту, м
![]()
λ_тр – коэффициент трения,
![]() - длина трубопровода,м
- длина трубопровода,м
d – диаметр трубопровода,м
![]() – сумма коэффициентов местного
сопротивления
– сумма коэффициентов местного
сопротивления
Коэффициент
местного сопротивления зависит от числа
Рейнольдса: ![]() – ламинарное
– ламинарное
![]() – турбулентное
– турбулентное
![]()
![]() – кинематическая вязкость, Вт/м*град
– кинематическая вязкость, Вт/м*град
![]() , Па
, Па
Н – высота подъема,м
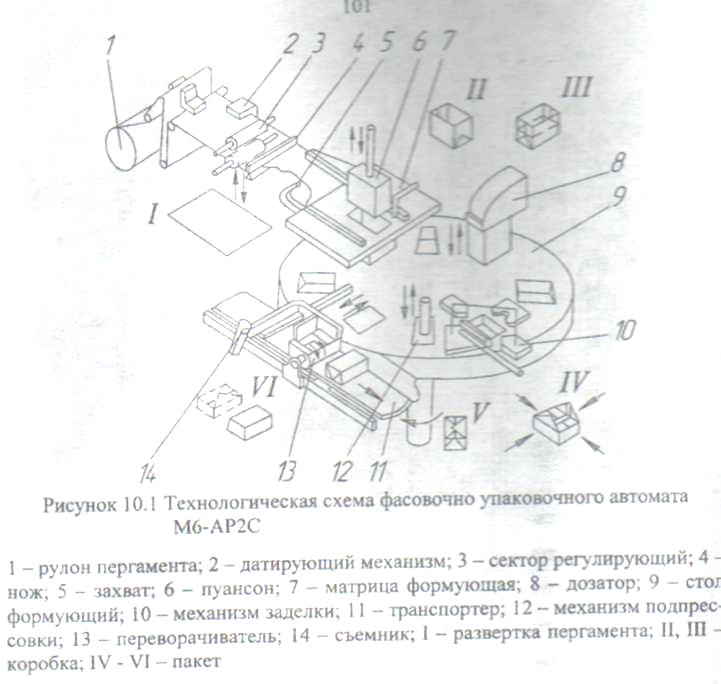
окончательная заделка краев коробки с помощью прессующего механизма;
съем пакета с формующего стола и переворот его на транспортер.
4 фасовочно упаковочный автомат М6-АР2С предназначен для фасовки и упаковки сладкой творожной массы в пергамент с предварительно отпечатанной обезличенной этикеткой брикетами по 100г.
Устройство и работа: автомат работает в комплекте с подъемником творожной массы. Конструктивно автомат разделен на 6 узлов: 1) станина с главным приводом; 2) механизм образования коробки; 3) формующий стол; 4)дозатор; 5) механизм заделки; 6) транспортер.
Станина является основанием для установки всех механизмов автомата. Она представляет собой массивный корпус, установленный на четырех опорах. В ней размещены главный привод автомата, механизмы привода гильзы и крана дозаторов, а также съемник 14 пакетов с формующего стола 9, на транспортер
11 (рисунок 10.1). Механизм образования коробки служит для образования коробки из развертки пергамента. Он крепится на основном корпусе станины и приводится в движение от главного привода.
Формующий стол предназначен для выполнения технологических операций, связанных с фасовкой и упаковкой продукта, и съема готовых пакетов. Стол имеет 8 гнезд, над которыми монтируются соответствующие механизмы.
Дозатор автомата состоит из поворотного цилиндра с боковым окном и поршня. Он наполняет коробки определенной дозой продукта, дозатор соединен с бункером, в который загружается продукт для фасовки. Механизм заделки 10 загибает две торцовые стенки наполненных пакетов, затем загибает заднюю боковую стенку, а передняя стенка загибается неподвижной лыжей при очередном повороте формующего стола. Механизм подпрессовки служит для окончательной формовки пакета.
Съемник снимает пакеты с формующего стола и подает их на переворачи-ватель 13, который укладывает пакет заделанной стороной вниз на транспортере Ц.
Конструкция автомата выполнена так, что все последовательные операции фасовки и упаковки продукта происходят по кругу. Основным связывающим звеном между узлами является формующий стол с находящимися в ней восемью гнездами, расположенными равномерно по окружности под углом я/4 радиан друг к другу.
Работа автомата происходит по технологическому циклу, который состоит
из следующих операций:
подача упаковочного материала и нанесения даты;
отрезка развертки для коробки из ленты упаковочного матеориала;
подача развертки на формующую матрицу;
контроль наличия развертки под пуансоном;
образование коробки и укладки ее в гнезда формующего стола, который периодически вращаясь, последовательно подает коробку для выполнения последующих операций;
подача определенной дозы продукта в коробку с помощью поршневого
механизма;
торцевая и боковая загибка краев коробки с помощью механизма заделки;
окончательная заделка краев коробки с помощью прессующего механизма;
съем пакета с формующего стола и переворот его на транспортер.