

27. Расчет цилиндрового маслообразователя.
Определяем площадь поперечного сечения потока:
![]()
где D – внутренний диаметр охлаждающего цилиндра, м;
d – наружный диаметр вытеснительного барабана, м;
![]() - объемный кпд, учитывающий увеличение
кольцевого сечения (дополнительные
полости) и одновременно его уменьшение
в результате установки ножей и их
креплений (
= 0,8).
- объемный кпд, учитывающий увеличение
кольцевого сечения (дополнительные
полости) и одновременно его уменьшение
в результате установки ножей и их
креплений (
= 0,8).
Площадь поперечного сечения потока при m = 21,8 кг вычисляем по
формуле:
![]()
где m – количество одновременно обрабатываемого продукта в секции, кг;
L – длина пути движения потока в секции, равная длине цилиндра, м;
![]() – средняя плотность высокожирных
сливок и сливочного масла,
– средняя плотность высокожирных
сливок и сливочного масла,
кг/м3 (принимаем = 930 кг/м3);
= 0,9.
Вычисляем среднее значение поперечного сечения потока:
![]()
Общую продолжительность обработки в трехцилиндровом маслообразователе определяем по формуле:
![]() (5.4)
(5.4)
где Z – количество секций ( Z = 3);
Ссл – средняя теплоемкость высокожирных сливок, Дж/(кг*К)
(принимаем Ссл = 2505 Дж/(кг*К);
![]() -
начальная температура высокожирных
сливок, перед входом
-
начальная температура высокожирных
сливок, перед входом
в
первую секцию маслообразователя, °С
(![]() = 65 °С);
= 65 °С);
![]() -
температура высокожирных сливок на
выходе из I
секции, °С
-
температура высокожирных сливок на
выходе из I
секции, °С
(![]() =23°С);
=23°С);
![]() -температура
высокожирных сливок на выходе из
маслообразователя, °С
(
-температура
высокожирных сливок на выходе из
маслообразователя, °С
(![]() =15°С);
=15°С);
См - средняя теплоемкость сливочного масла Дж/(кг*К) (принимаем См=2090Дж/(кг*К);
![]() - теплота фазового превращения в масле
при кристаллизации, Дж/кг
- теплота фазового превращения в масле
при кристаллизации, Дж/кг
(![]() = 25100 Дж/кг);
= 25100 Дж/кг);
![]() ,
,![]() - внутренняя поверхность охлаждающих
цилиндров, м2
- внутренняя поверхность охлаждающих
цилиндров, м2
(принимаем![]() =
=![]() ;
;
![]() ,
,![]() ,
,![]() -коэффициенты
теплопередачи в соответствующих
цилиндрах маслообразователя (принимаем
= 500 Вт/(м2*К),
-коэффициенты
теплопередачи в соответствующих
цилиндрах маслообразователя (принимаем
= 500 Вт/(м2*К),
![]() 350
Вт/(м2*К),
350
Вт/(м2*К),
![]() =
100 Вт/(м2*К));
=
100 Вт/(м2*К));
![]()
![]() - средняя логарифмическая разность
температур в I,
II
и III
секциях, °С;
- средняя логарифмическая разность
температур в I,
II
и III
секциях, °С;
![]() -
коэффициент, учитывающий потери холода
в секциях через крышки и мешалки (
=
0,9);
-
коэффициент, учитывающий потери холода
в секциях через крышки и мешалки (
=
0,9);
![]() - мощность, перешедшая в тепловую в
результате вращения мешалок в вязкой
среде в соответствующих цилиндрах, Вт
(
- мощность, перешедшая в тепловую в
результате вращения мешалок в вязкой
среде в соответствующих цилиндрах, Вт
(![]() 200
Вт,
200
Вт,
![]() 400
Вт,
400
Вт, ![]() 700 Вт).
700 Вт).
Средняя скорость потока продукта в секции определяем по формуле:
![]()
Производительность маслообразователя определяется как:
![]()
28 Устройство и принцип действия закалочных камер, эскимо генераторов. К морозильным аппаратам относят эскимогенераторы для мороженого, фасованного мелкими порциями, и закалочные камеры с воздушным охлаждением. На рис. показана принципиальная схема эскимогенератора карусельного типа для закаливания мороженого циркулирующим рассолом.
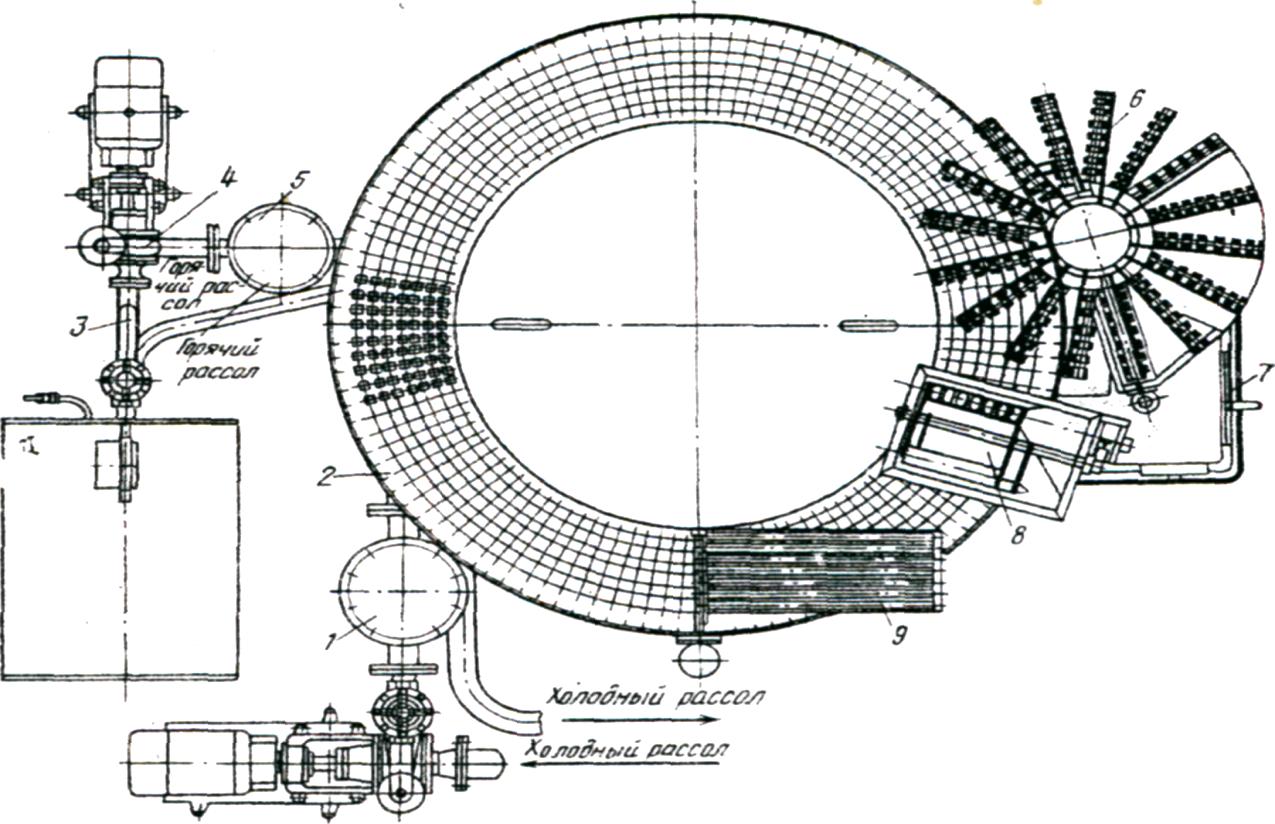
Рис. 107. Принципиальная схема эскимогенератора карусельного типа:
1— емкость для масла; 2 — закалочная емкость: 3 — линии для холодного и горячего рассолов; 4 — насос; 5 — бойлер для подогрева рассола; 6 — съемно-глазировочное устройство; 7—разгрузочный желоб; 8 — поршневой дозатор; 9 — палочкозабивательный механизм Эскимогенератор состоит из многосекционной закалочной емкости 2, поршневого дозатора 8, палочкозабивательного механизма 9, съемно-глазировочного устройства 6 и разгрузочного желоба 7. В комплект эскимогенератора входят также насос, бойлер для подогрева рассола, линии для холодного и горячего рассолов, емкость для масла и электрооборудование. Закалочная емкость состоит из секций, в которые входят радиально размещенные формочки, расположенные на концентрических окружностях карусели. Формочки омываются с внешней стороны вначале холодным, а затем горячим рассолом. При этом на линиях холодного и горячего рассолов установлены фильтры для очистки рассолов и центробежные насосы для их подачи в емкость. При движении карусели формочки поступают под дозатор и наполняются порцией мороженого. Затем они проходят закалочную емкость, где частично замораживаются, и в брикеты палочкозабивателем вставляются палочки. На последующем этапе осуществляется полное закаливание в рассольной секции и мороженое поступает в зону теплого рассола для оттаивания поверхностного слоя. После этого брикет легко извлекается из формочек за палочки щипцами. После закалки порции эскимо опускаются в емкость с шоколадной глазурью. обсыхают на воздухе, и падают на винтовой желоб, а затем поступают на ленточный транспортер и к автомату для завертки мороженого в алюминиевую фольгу на подкладке. Освобожденные формочки подводятся вновь под дозатор, и цикл повторяется. Для мойки формочки вынимаются подъемным устройством. Эскимогенератор приводится в действие от электродвигателя, смонтированного в так называемом картере вариатора скоростей, в котором установлены также детали для регулирования производительности машины. Контроль за работой эскимогенератора осуществляется с панели управления. Дистанционные термометры позволяют контролировать температуру холодного и нагретого рассола. Термометр для нагретого рассола совмещен с датчиком автоматического регулятора температуры рассола.
В зависимости от формы ячеек форма брикетов также может быть цилиндрической, конусной и др. Неодинакова и масса брикета. Эскимогенераторы, которые изготовляются, рассчитаны также на выпуск брикетов прямоугольной формы (масса 50 г). Закалочные камеры бывают с вертикальным конвейером (с люльками, в которые загружаются брикеты мороженого) или с горизонтальным (без люлек). На рис. 109, а показан морозильный аппарат с вертикальным конвейером. Аппарат монтируется из отдельных щитов, скрепленных стяжками. Внутри аппарата размещены испаритель, вентилятор 4, конвейер 3. Конвейер не закреплен в камере, и его можно вывести из камеры при необходимости по приставным рельсам.
Загруженные в люльки брикеты мороженого поступают в закалочную камеру по транспортеру /. При движении конвейера в камере брикеты обдуваются холодным воздухом, поступающим от испарительных батарей. Продолжительность закалки 30—45 мин при температурах мороженого -12-15°С, кипения аммиака в батареях—33°С и воздуха в аппарате —28°С. Скорость движения цепи конвейера 11,7 mм/c.
На рис. 109, б показана камера с горизонтальным конвейером. Продукт закаливается в камере в результате обдувания его холодным воздухом при температуре —26°С в течение 30—45 мин. После того как брикеты мороженого пройдут весь путь, они возвращаются к месту загрузки. Освобожденный от брикетов конвейер снова поступает под загрузку.
Рис. Закалочные камеры:1— транспортер для ввода продукта; 2 — камера охлаждения; 3 — конвейер: 4 — аенгилятор; 5 — рама
29.Расчет мощности привода сыродельной ванны.
Подсчет площади обрабатываемой одной мешалкой:
fk= π*( Rн2-Rв2) = 3.14*(0,8-0,18) = 1,95 м2.
Интенсивность обработки сгустка при разрезании, м2/(м2*мин):
fуд = fk*zм*n/F,
где z – количество мешалок, шт., n – число оборотов мешалки, мин-1;
F – площадь дна ванны, м2;
fуд рез = 1,95*2*13,6/ 4,9 = 10,82 м2/(м2*мин).
Интенсивность обработки при общей продолжительности резания 13 минут составляет: fобщ= 13* 10,82 = 140,7 м2/м2,
то есть за 13 минут площадь дна ванны будет обработана 140,7 раза.
Интенсивность обработки сгустка при вымешивании, м2/(м2*мин):
fуд = 1,95 *2*24,87/4,9 = 19,79 м2/(м2*мин).
fобщ= 40* 19,79 = 791,8 м2/м2.
При вымешивании над каждой точкой дна лопасти пройдут 791,8 раза
Мощность, потребляемая мешалками, N (кВт) определяют по следующей формуле:
N = 0.09*ρпр*h*z*n3{((Rн-Rв)/2 +m*δ)4 – ((Rн+Rв)/2)4},
где 0,09 – эмпирический коэффициент Селиванова
ρпр – плотность продукта, кг/м3;
h – высота погружной части лопасти, м;
z – количество лопастей, шт.;
n – частота вращения лопастей , с-1;
Rн, Rв - расстояния от оси вращения до наружного и внутреннего краев лопасти, м;
m - количество лезвий или проволок, шт.;
δ – толщина проволок или лезвий, м.
∑ δ = δн*zн+ δп*zп,
где δн – толщина вертикальной планки, δн = 0,005 м;
δп - толщина поперечной планки, δп = 0,02 м;
zн - количество вертикальных планок, zн = 18шт.;
zп – количество поперечных планок, zп = 2 шт.
∑ δ = 0,005*18+0,02*2 = 0,13 м.
Потребная мощность составит:
N=0.09*1016*1,02*2*(24,87/60)3*{((0,8+0,18)/2+0,13)4-((0,8+0,18)/2)4}=1,19 кВт Определяем необходимую мощность электродвигателя:
NЭД = β*N/(ηЭД * ηпер),
где β – коэффициент запаса, β = 1,2 – 2;
N – мощность потребляемая мешалками, кВт;
ηЭД – КПД электродвигателя, ηЭД = 0,85;
ηпер – КПД передачи, ηпер = 0,9.
NЭД = 1,5* 1,19 / (0,85*0,9) = 2,3 кВт
Выбираем электродвигатель NЭД = 3 кВт