Раздел III
1. Выбор средств контроля размеров деталей редуктора
1.1 Крышка подшипникового узла (вал)
В разделе 1 было
выбрано 2 конструкции крышки: глухая и
с отверстием для выхода вала. Глухая
крышка имеет посадку в корпус 90![]() , а крышка с отверстием -90
, а крышка с отверстием -90![]() .
.
Выберем средство измерения для глухой крышки. Выбор осуществляем по условию:
Цдел.Прибора 0,3та
а) Для глухой крышки значение допуска составляет Тd = 220 мкм (при IT11 и 90).
0,3 ∙ 0,22 = 0,066 мм. Для данной детали подходит штангенциркуль с отсчетом по нониусу 0,05 мм (0,05<0,066 – условие выполняется).
б) Для крышки с отверстием Td = 87 мкм (при IT9 и 90).
0,3 ∙0,087 = 0,0261 мм. Выбираем скобу индикаторную с ценой деления 0,01 мм (0,01< 0,0261 - условие выполняется.)
1.2. Распорная втулка (кольцо).
Посадка дистанционного кольца (втулки) на вал имеет вид 40E9 . При этом значение допуска составляет 62 мкм.
0,3 ∙0,062 = 0,0186 мм. Выбираем нутромер микрометрический с ценой деления 0,01 мм. 0,01<0,0186 – условие выполняется.
1.3. Осевой зазор при сборке.
При сборке редуктора необходимо обеспечить осевой зазор А0=1 ± 0,2мм
Значение допуска при этом составляет 400 мкм. Наиболее удобным средством измерения зазора является плоский щуп – набор пластин различной толщины. Толщина пластин может быть 0,1; 0,2; 0,3 мм.
2. Расчет исполнительных размеров контрольных калибров.
Исходные данные:
50![]()
2.1. Исполнительные размеры калибр – скобы.
Измеряемый элемент детали имеет наружный номинальный размер 50 мм, поле допуска r7, предельные отклонения: верхнее +59, нижнее +34 мкм, поле допуска Т=25 мкм.
Определяем величину допускаемой погрешности измерения: по табл.10.1 находим строку интервала номинальных размеров 30 – 50 мм и столбец 7-го квалитета. В их пересечении находим для допуска 21 мкм допускаемую погрешность измерения, равную 100 мкм.
Исполнительные размеры калибр-скобы рассчитываем по следующим уравнениям:
Р – Пр ИР = d0+ esd – z1 – H1/2= 50+0,059 – 0,0035 – 0,004/2 =50,0535мм
Р – Не ИР= d0+ eid –H1/2= 50+0,034 – 0,004/2=50,032мм
2.2. Исполнительные размеры калибра пробка.
Измеряемый элемент детали имеет наружный номинальный размер 50 мм, поле допуска Н7, предельные отклонения: верхнее +25, нижнее 0 мкм, поле допуска Т=25 мкм.
Определяем величину допускаемой погрешности измерения: по табл.10.1 находим строку интервала номинальных размеров 30 – 50 мм и столбец 7-го квалитета. В их пересечении находим для допуска 25 мкм допускаемую погрешность измерения, равную100 мкм.
Исполнительные размеры калибра пробка рассчитываем по следующим уравнениям:
Р – Пр ИР= D0+ EID+ z + H/2= 50+0+0,0035+0,002=50,0055мм
Р – Не ИР= D0+ ESD+ H/2= 50+0,025+0,002=50,027мм
z, z1, H, H1 – определяются по табл. 14
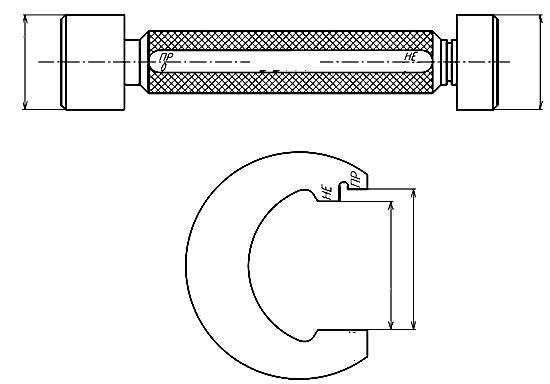
2.3. Эскизы калибров пробки и скобы.