

5.9.7. Циклические процессы
Основным условием организации циклического обслуживания является достаточная стабильность параметров многостаночной работы. В первую очередь это относится к стабильности значений свободного машинного времени tc и времени занятости рабочего ir Если значения tc одинаковы для всех станков и рабочий тратит на обслуживание каждого из них одинаковое время t3, то при установленной норме обслуживания Н0 за период машинной работы одного станка он может обслужить другие (Н0— 1) станки. Следовательно, в данном случае
/е«/,(Н„-1). (5.9.1.1)
Это соотношение является приближенным, так как в зависимости от конкретных условий левая часть соотношения может быть больше, равна или меньше правой части. На основе соотношения (5.9.1.1) устанавливается предварительное значение нормы обслуживания, которое в дальнейшем уточняется с учетом комплекса экономических, психофизиологических и социальных факторов. Чтобы подчеркнуть предварительный (перво- этапный) характер этой нормы, обозначим ее через Но1. В соответствии с соотношением (5.9.1.1) величина Но1 принимается равной:
Но1 = —+ 1. (5.9.1.2)
h
Определение нормы обслуживания не сводится к расчету по формуле (5.9.1.2), даже если величина Но1 оказалась целым числом, так как формула не учитывает ряда важных факторов. Во-первых, если частное tc : t3 является целым числом, то станки работают без перерывов в ожидании рабочего, а он постоянно занят оперативной работой. Поэтому для того, чтобы выделить многостаночнику нормативное время на отдых и личные надобности и обеспечить нормальное обслуживание рабочего места, необходимо спроектировать соответствующий режим труда и отдыха. Здесь возможны различные решения: во время отдыха многостаночника поручить обслуживание его станков наладчику; осуществить подмену другими операторами-много- станочниками, у которых загрузка меньше нормативной. Из всех вариантов должен быть выбран наиболее эффективный для конкретных условий. Во-вторых, при определении нормы обслуживания по формуле (5.9.1.2) не учитывается важнейший фактор любого экономического расчета — необходимый производственный результат. Речь идет о соотношении между плановым количеством деталей для анализируемого рабочего места многостаночника и тем количеством деталей, которые могут быть произведены при данном значении нормы обслуживания.
Таким образом, практически во всех случаях после установления величины Но1 по формуле (5.9.1.2) необходимо сравнение нескольких вариантов нормы обслуживания и выбор оптимального из них в соответствии с изложенным в разд. 5.8. Как было показано, оптимальной является норма обслуживания, при которой: обеспечивается необходимый для выполнения плана уровень использования оборудования; занятость рабочих не превышает допустимой; достигается минимум затрат на программу выпуска продукции.
Чтобы выбрать оптимальный вариант в соответствии с указанной математической моделью, необходимо рассчитать среднее число действующих станков А(Х) и коэффициент загрузки рабочих К(Х) в зависимости от величины определяемых норм.
(5.9.1.3)
=
1,2;
В =![]()
/ц = max{/c+f0; Н0/3}.
В нижней части графиков приведены цифры, характеризующие количество действующих — Аг, обслуживаемых — Вг и ожидающих обслуживания станков— Сг в каждую минуту цикла многостаночной работы. На основе этих значений определяются соответствующие средние величины, необходимые для выбора оптимальных норм обслуживания. Так, при Н0 = 2 имеем:
т 1+1+1+1+2
А =
5
При Н0 = 3:
= 1,5;
В
= 1,0; С = 0,5.
А
=
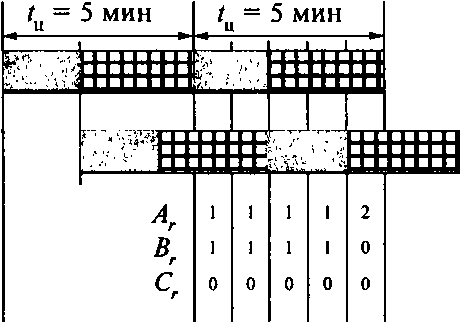
Рис.
5.9.1.1.
Графики многостаночного обслуживания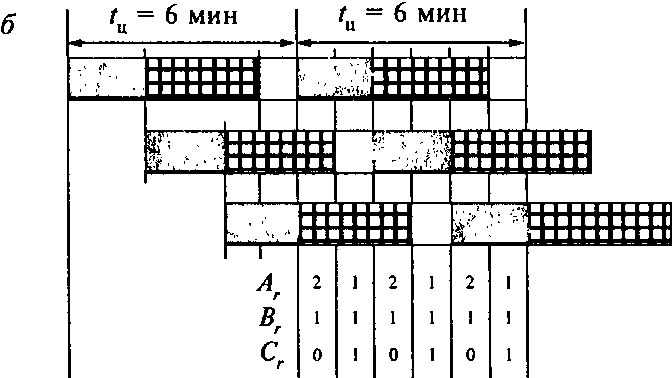
Отметим, что в среднем за цикл и для каждой его минуты справедливо соотношение:
Н0=А + В + С. (5.9.1.4)
Коэффициенты использования фонда времени оборудования и занятости рабочихI составят:
А
^а(Н0) = —; (5.9.1.5)
Къ{ Н0)=А (5.9.1.6)
Нч
При обслуживании станков одним рабочим (Н^ = 1) А^(Н0) = В.
Порядок выбора оптимальной нормы обслуживания при циклическом процессе рассмотрим на следующем примере.
Необходимо выбрать оптимальную норму обслуживания, соответствующую минимуму затрат на выполнение производственной программы, в условиях действующего участка при следующих исходных данных: свободное машинное время /с = 3 мин, время занятости рабочего /3 = 2 мин. Для выпуска необходимого объема продукции коэффициент использования станков по машинному времени должен быть не менее Аан = 0,58. Нормативный коэффициент занятости многостаночников основными функциями К3 = 0,88. Наладка и подналадка выполняются наладчиками.
Поскольку при заданном объеме продукции в условиях действующего участка (постоянном количестве станков) сумма затрат на оборудование постоянна (не зависит от величины норм обслуживания), минимум затрат на продукцию будет получен при минимальной численности рабочих. Иначе говоря, для решения поставленной задачи необходимо найти максимальное значение нормы обслуживания, при котором достигается заданная величина Кан = 0,58 и коэффициент занятости рабочих не превышает К3 = 0,88.
Выбор оптимального варианта нормы обслуживания целесообразно выполнять в следующем порядке.
Определяется предварительное значение нормы обслуживания:
H0l=i + l=| + l = 2,5.
При таком значении Но1 возможны три варианта нормы обслуживания: первый Н0 = 3; второй Н0 = 2 и третий — обслуживание пяти станков бригадой из двух рабочих (Н0 = 5, Нч = 2). Анализ этих вариантов целесообразно начать со значения Н0 = 3.
Для Н0 = 3 из графика (рис. 5.9.1.1) имеем:
Л(*) = 1,5 Ка(Х) = ^ = 0,5; В(Х) = 1,0 К2(Х) = 1,0.
Эти величины не соответствуют условиям задачи. Следовательно, вариант Н0 = 3 не может быть принят.
При Н0 = 2 имеем:
А(Х) = 1,2 Ка(Х) = 0,6; В(Х) = 0,8 *3(*) = 0,8.
Полученные величины КЛ(Х) = 0,6 и ^(^0 = 0,8 удовлетворяют условиям задачи (Кан = 0,58 и К3 = 0,88). Поскольку при Н0 = 2 выполняются ограничения по необходимому объему выпуска продукции и допустимой загрузке рабочего, этот вариант является допустимым. Остается проверить возможность уменьшения численности многостаночников при третьем варианте — обслуживании пяти станков бригадой (звеном) из двух рабочих.
Зону из пяти станков, обслуживаемых двумя рабочими, можно представить как две зоны, в каждой из которых на одного рабочего приходится по Но = 2,5 станка. Если на одного ра-
/с
бочего приходится Но1 = +1 = 2,5 станка, то из них действует
*з
А — 1,5 станка. Следовательно, в зоне из Н0 = 5 станков будет действовать А(Х) = 2 • 1,5 = 3 станка. При этом коэффициент КЛ(Х) составит:
Кг{Х) = ^Р- = 0,6.
Но
Эта величина удовлетворяет условию Ка(Х) > 0,58. Однако коэффициент занятости рабочего при данном варианте равен единице, т. е. больше допустимого Кзн = 0,88. Чтобы уменьшить величину К3 до нормативной, необходимо ввести подменного рабочего, который при = 0,88 будет занят подменой двух многостаночников в течение 0,24 сменного фонда времени. Таким образом, при данном варианте на 5 станков будет приходиться в среднем 2,24 рабочих, или на одного рабочего окажется в среднем 5 : 2,24 = 2,23 станка (т. е. больше, чем в предыдущем варианте при Н0 = 2).
Последний из рассмотренных вариантов позволяет обеспечить необходимый уровень использования оборудования (т. е. обеспечить выполнение плана) с минимальной численностью рабочих, что в данном случае соответствует минимуму суммарных затрат на продукцию. Следовательно, для условий рассмотренного примера оптимальным является обслуживание пяти станков группой из двух рабочих. Вместе с тем практическая реализация последнего варианта требует значительной работы по обеспечению стабильности производственного процесса и синхронизации деятельности рабочих.
Мы рассмотрели методику и пример расчета оптимальной нормы обслуживания при циклической многостаночной работе.
5.9.2. Нециклические процессы
При нециклических процессах оборудование обслуживается по мере его остановки, без соблюдения одного и того же порядка обхода станков. Такое обслуживание характерно для многостаночников в тех случаях, когда величины свободного времени и времени занятости имеют существенные колебания. При этом соблюдение определенного маршрута обслуживания неэффективно, так как может вызвать значительные простои оборудования и рабочих.
Если величины /с и t3 имеют значительные колебания, расчет норм обслуживания и численности должен осуществляться с учетом вероятностных закономерностей, что определяет необходимость использования специального математического аппарата — теории массового обслуживания.
После определения характеристик системы обслуживания оборудования (входящего потока, длительности, дисциплин, доступности обслуживания, матрицы передач) методами теории массового обслуживания или в результате имитации работы системы на компьютере, можно установить оптимальное соотношение между численностью рабочих и количеством станков.
Наиболее просто эта задача решается для обслуживания станков-автоматов рабочими, совмещающими функции операторов и наладчиков. Для этих систем имеются формулы, по которым можно рассчитать все характеристики, необходимые для выбора оптимальных норм обслуживания и численности. Состав этих характеристик определяется установленными ранее ограничениями и критериями оптимальности.
Расчет оптимальных норм обслуживания и численности по формулам теории массового обслуживания весьма трудоемок и практически неосуществим в условиях большинства предприя
тий. В связи с этим предложены различные варианты таблиц и номограмм.
Для практических расчетов автором разработаны таблицы, фрагменты которых представлены в табл. 5.9.2.1 и 5.9.2.2. В этих таблицах указаны оптимальные нормы обслуживания — Н0 и соответствующие им коэффициенты занятости рабочих основными функциями (т. е. непосредственным обслуживанием станков) — К0 — для одного рабочего (табл. 5.9.2.1) и для звена из двух рабочих (табл. 5.9.2.2). Аналогичные таблицы рассчитаны для групп из 3, 4 и 5 рабочих.
Нормы обслуживания устанавливаются по табл. 5.9.2.1 и 5.9.2.2 в зависимости от двух коэффициентов Кан и К{. Первый из них, как уже отмечалось, определяет необходимый для выполнения производственной программы уровень использования оборудования по машинному времени; второй определяется по формуле:
K*=7JTc' (5.9.2.1)
з с
где t3 — время занятости одного рабочего при однократном обслуживании станка (агрегата); /с — свободное машинное время (время действия станка без участия рабочих).
Данные, приведенные в табл. 5.9.2.1 и 5.9.2.2, позволяют установить такую численность рабочих, при которой обеспечивается необходимый для выполнения плана уровень использования оборудования и при этом занятость рабочих основными функциями не превышает допустимой (т. е. остается необходимое время на отдых, личные надобности и на выполнение дополнительных функций). В условиях действующего производства нормы, приведенные в таблицах, соответствуют минимуму суммарных затрат на заданный объем продукции. С помощью этих таблиц при проектировании производства может быть установлено оптимальное соотношение между количеством станков (агрегатов) и численностью рабочих.
Нормы
обслуживания и коэффициенты занятости
основными функциями для одного рабочего
(фрагмент)
Нормы
обслуживания и коэффициенты занятости
основными функциями для звена из двух
рабочих (фрагмент)
Таблица
5.9.2.1
К
ан
0,5
0,55
0,6
0,62
0,64
0,66
н„
К
н.
к0
н.
К,
н„
К,
н„
К
н„
К
0,16
10
0,98
9
0,96
8
0,91
7
0,86
7
0,86
6
0,78
0,18
8
0,95
7
0,91
6
0,84
6
0,84
6
0,75
5
0,75
0,2
7
0,94
6
0,87
5
0,8
5
0,8
5
0,8
4
0,69
0,22
6
0,91
5
0,84
4
0,74
4
0,74
4
0,74
3
0,59
0,26
5
0,9
4
0,82
3
0,67
3
0,71
3
0,66
2
0,47
Таблица
5.9.2.2
^■ан
0,5
0,55
0,6
0,62
0,64
0,66
Н0
А.
н„
н„
«о
н„
К
н„
К,
н„
К
0,16
21
0,99
18
0,98
17
0,97
16
0,96
15
0,94
14
0,91
0,18
18
0,99
16
0,98
14
0,95
14
0,95
13
0,93
12
0,89
0,2
16
0,99
14
0,97
12
0,93
12
0,93
11
0,89
10
0,85
0,22
14
0,99
12
0,96
11
0,93
10
0,89
9
0,84
9
0,84
0,26
11
0,97
9
0,92
8
0,87
7
0,8
7
0,8
6
0,72
Рост производительности труда при переходе от индивидуального обслуживания станков к коллективному определяется по формуле:
П = Н°к~Н°"~НМ00, (5.9.2.2)
Нои Нч
где Нок и Нои — соответственно коллективная и индивидуальная нормы обслуживания.
В нашем примере для Кх = 0,16 и ЛГан = 0,66 имеем:
П = 14~6 2
100 = 16,6%.
6-2
Следует отметить, что фактический рост производительности труда будет несколько меньше из-за ряда организационных факторов (в частности, из-за увеличения времени на переходы между станками). Как видно из рассмотренного примера, при коллективном обслуживании увеличивается средняя занятость рабочих основными функциями (KQ = 0,78 при индивидуальном обслуживании и АГ0 = 0,91 при обслуживании звеном из двух рабочих).
Эффективность коллективного обслуживания существенно зависит от значений К{ и Кан.