

1.1.3. Устройства для питания и дозирования сыпучих материалов
Механизмы для дозирования сыпучих материалов подразделяются на дозаторы для крупнокусковых, крупно- и мелкозернистых, а также порошкообразных материалов. По характеру действия дозаторы подразделяют на устройства непрерывного действия (поточные) и циклического действия (порционные). Регулирование производительности дозаторов может осуществляться изменением объема дозатора, изменением скорости или сечения потока подаваемого материала, причем регулирование может быть как дистанционным, централизованным, так и с индивидуального пульта управления вручную.
Дозаторы непрерывного действия состоят из механизмов, обеспечивающих перемещение материала; первичных датчиков, контролирующих расход и преобразующих измеряемую величину в управляющий сигнал; аппаратуры, выдающей закон управления; исполнительных механизмов; контрольно-измерительных и регистрирующих приборов, а также вспомогательных конструктивных элементов.
По принципу дозирования различают объемные и весовые дозаторы. Выбор конструкции дозатора для конкретного технологического процесса определяется физическими свойствами дозируемого материала, производительностью процесса и требованиями к точности дозирования. Из физических свойств дозируемого материала наибольшее значение имеют: плотность, однородность гранулометрического состава, склонность к слеживанию и уплотнению.
По конструкции дозаторы непрерывного действия подразделяют на секторные, лотковые, тарельчатые, вибрационные и червячные. Наиболее широкое распространение в подготовительных производствах нашли секторные (объемные) дозаторы. К их преимуществам следует отнести низкую стоимость и простоту в эксплуатации. Основным их недостатком по сравнению с весовыми дозаторами является меньшая точность дозирования.
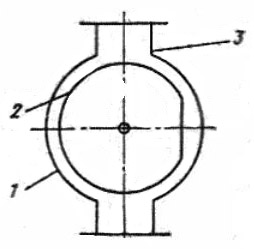
Секторные дозаторы (рис.6) можно применять для дозирования высокосыпучих порошкообразных и мелкозернистых материалов, а также кусковых материалов с размером частиц до 30 мм.
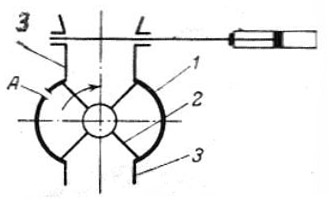
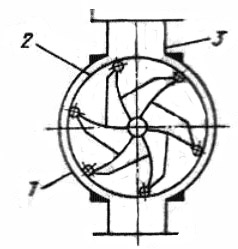
Принцип работы секционных питателей основан на отборе материала из бункера, установленного над питателем, с помощью ряда отсеков в роторе 2, вращающемся в корпусе 1. Дозируемый материал из бункера через загрузочный патрубок 3 поочередно заполняет отсеки ротора и после поворота его на определенный угол выгружается из отсека под действием собственной силы тяжести.
а) б) в)
Рис. 6.
Корпус секционных питателей выполняют цилиндрическим с вертикальной (для лопастных) или горизонтальной (для барабанных и секторных), осью вращения. Число отсеков в роторе может быть различным: так, в барабанных питателях имеется один отсек (рис 6, а). Увеличение числа отсеков уменьшает пульсацию потока дозируемого материала, но усложняет конструкцию, особенно для секторных питателей с регулируемым объемом отсека (рис 6, в).
Производительность секторных питателей Q (м3/ч) можно определить по формуле
![]()
где – обьем каждого отсека, м3;
![]() – число
отсеков;
– число
отсеков;
![]() – частота
вращения ротора, об/мин;
– частота
вращения ротора, об/мин;
![]() – коэффициент
заполнения отсека материалом (
– коэффициент
заполнения отсека материалом (![]() ).
).
Производительность можно регулировать только за счет изменения частоты вращения ротора или объема отсеков. В обоих случаях диапазон регулирования небольшой. Так, регулирование изменением частоты вращения ограничено, так как при больших скоростях отсек заполняется неполностью и производительность уменьшается, несмотря на увеличение частоты вращения ротора.
Объем отсеков можно изменять различными способами. В секторном питателе, показанном на рис. 6, в, регулирование объема достигается поворотом лопастей, закрепленных на каждой перегородке ротора.
Отверстие А (рис. 6, в), соединяющее внутреннюю полость ротора с атмосферой, служит для сброса избыточного давления. Шибер с пневмоцилиндром служит для перекрытия доступа материала к дозатору.
В лотковых дозаторах (рис. 7) перемещение материала достигается вибрацией лотка 3, закрепленного на плоских пружинах на вибраторе 4. С помощью вибратора создается колебание лотка под углом β к направлению движения материала по лотку. Для регулирования толщины слоя дозируемого материала на лотке устанавливается заслонка 2 на выходе материала из бункера 1. Привод дозатора может быть механическим, электромагнитным и магнитострикционным.
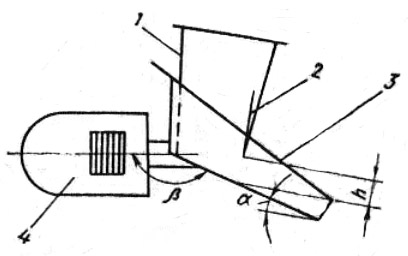
Рис. 7.
Часовая объемная производительность лоткового дозатора Q (м3/ч) определяется по формуле
![]()
где
![]() – площадь сечения лотка, м2;
– площадь сечения лотка, м2;
![]() – амплитуда
колебаний вибратора, м;
– амплитуда
колебаний вибратора, м;
![]() – частота
колебаний вибратора, с–1,
– частота
колебаний вибратора, с–1,
![]() – коэффициент
заполнения лотка (
– коэффициент
заполнения лотка (![]() ;
меньшее значение соответствует порошкам,
большее – гранулированным полимерам).
;
меньшее значение соответствует порошкам,
большее – гранулированным полимерам).
Производительность лотковых дозаторов регулируют, изменяя толщину слоя, амплитуду и частоту колебаний. Поскольку массовая производительность в значительной степени зависит от сыпучести и насыпной плотности материала, изменяющихся на практике в довольно широких пределах, лотковые дозаторы обычно используют в тех случаях, когда к точности и воспроизводимости дозы не предъявляют особенно высоких требований (транспортирование материалов из расходных емкостей, питание весовых дозаторов, просеивание, промывка и сушка изделий). К преимуществам лотковых дозаторов относятся малая инерционность, простота чистки, малое загрязнение дозируемого материала и большой диапазон производительности (от нескольких килограммов до нескольких сотен тонн в час). Недостатки состоят в невозможности транспортирования липких материалов, в значительных пульсациях и высоком уровне шума.
Тарельчатые дозаторы (рис. 8) можно применять для дозирование мелкозернистых материалов из вертикальных бункеров. Они обеспечивают достаточно равномерное питание, точность которого определяется в основном изменением угла естественного откоса дозируемого материала.
Дозирование осуществляется вращающимся диском (тарелкой) 1 (рис. 8), установленным под цилиндрическим патрубком 2 бункера. При каждом обороте диска нож 5 срезает и сбрасывает в приемный бункер 4 материал.
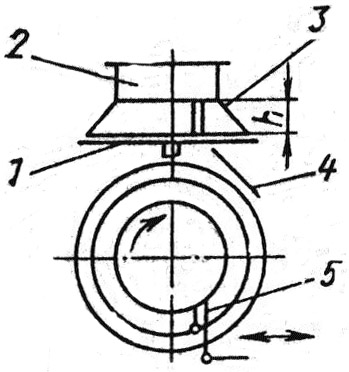
Рис. 8.
Объем сбрасываемого материала равен разности объемов усеченного конуса 3, образованного высыпающимся из патрубка на диск материалом, и цилиндра высотой, равной расстоянию от диска до обреза патрубка питающего бункера, и диаметром, равным диаметру выходного патрубка. Следовательно производительность
![]()
где – частота вращения диска, об/мин;
![]() – высота
зазора между патрубком 2 и диском 1;
– высота
зазора между патрубком 2 и диском 1;
![]() – диаметр
конуса дозируемого материала на
поверхности диска;
– диаметр
конуса дозируемого материала на
поверхности диска;
![]() – внутренний
диаметр патрубка питания 2.
– внутренний
диаметр патрубка питания 2.
Шнековые дозаторы используют для дозирования мелкозернистых и порошкообразных материалов, склонных к образованию сводов и самопроизвольному истечению. Они отличаются большой универсальностью, пригодны для дозирования разнообразных материалов с различным гранулометрическим
Такие дозаторы могут быть одно- или двухшнековыми. Последние применяют для дозирования материалов, склонных к налипанию на нарезку шнека, поскольку в двухшнековых дозаторах достигается взаимная самоочнстка шнеков, находящихся в зацеплении. Одношнековые дозаторы могут иметь сплошную нарезку шнека или прерывистую – лопастные шнеки, причем лопасти могут быть с плоской, наклонной или винтовой поверхностями.
составом и сыпучестью; имеют достаточно низкую, стоимость.
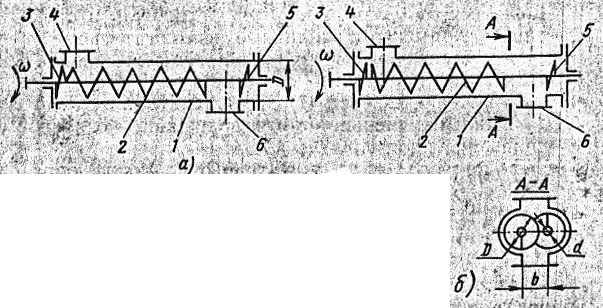
Рис. 9.
Одношнековый
дозатор (рис.
9,
а) состоит из корпуса 1, внутри которого
в опорах вращается шнек 2;
на
корпусе имеются загрузочный 4
и
разгрузочный 6
патрубки.
При вращении шнека дозируемый материал
поступает в загрузочное окно и перемещается
шнеком вдоль его оси. Для устранения
попадания дозируемого материала в
опорные узлы на шнеке выполняют отбойную
нарезку 3
и
5
длиной
1–1,5 витка вблизи загрузочного и
разгрузочного патрубков. Червяки
одночервячных дозаторов могут иметь
как сплошную, так и прерывистую нарезку.
Шаг винтовой нарезки обычно составляет
![]() .
.
Во избежание самопроизвольного истечения материала из дозатора иногда выходную часть шнека изготовляют с меньшим шагом.
Объемную производительность одночервячного дозатора Q можно определить по формуле
![]()
Производительность двухшнековых дозаторов можно определить по формуле
где – наружный диаметр шнека;
– диаметр сердечника шнека;
– шаг нарезки;
![]() – толщина
витка;
– толщина
витка;
![]() – коэффициент
заполнения (0,2–0,33);
– коэффициент
заполнения (0,2–0,33);
– угловая скорость шнека;
– частота вращения шнека (40–120) об/мин.