

1.6.3. Аппараты для предварительного нагрева материалов
Таблетированные реактопласты непосредственно перед загрузкой их в пресс-форму подвергают предварительному нагреву в поле токов высокой частоты с целью интенсификации процесса прессования и повышения качества изделий.
Диэлектрический нагрев происходит при наложении на материал переменного электрического поля. Под его влиянием имеющиеся в материале заряды, связанные межатомными силами, смещаются в направлении поля и создают ток поляризации в отличие от свободных зарядов, которые создают ток проводимости. В переменном электрическом поле непрерывное перемещение зарядов, а, следовательно, и связанных с ними межатомными силами участков молекул сопровождается внутренним молекулярным трением, которое и вызывает нагрев материала. Дополнительное тепло выделяется в результате тока проводимости. Поскольку преобразование электрической энергии в тепловую происходит по всей массе материала, то температурные перепады минимальны.
Различные
пластмассы, помещенные в переменное
электрическое поле, нагреваются с разной
интенсивностью. Критерием оценки
поведения материала в высокочастотном
электрическом поле является величина
коэффициента диэлектрических потерь
ρ,
равного произведению диэлектрической
проницаемости ε
на тангенс угла диэлектрических потерь
tgδ,
т. е.
![]() .
Высокочастотному нагреву подвергаются
только пластмассы, для которых ρ
меньше сотых долей единицы.
.
Высокочастотному нагреву подвергаются
только пластмассы, для которых ρ
меньше сотых долей единицы.
Величина диэлектрических потерь Р (в Вт) может быть определена следующим образом:
![]()
где
![]() – емкость конденсатора, образованного
диэлектриком и электродами генератора,
Ф;
– емкость конденсатора, образованного
диэлектриком и электродами генератора,
Ф;
![]() – частота
переменного тока, Гц;
– частота
переменного тока, Гц;
![]() – переменное
напряжение электрического тока,
приложенное к диэлектрику, В;
– переменное
напряжение электрического тока,
приложенное к диэлектрику, В;
![]() – тангенс
угла диэлектрических потерь.
– тангенс
угла диэлектрических потерь.
Величина диэлектрических потерь (в Вт/м3), идущая на нагрев единицы объема пресс-материала (активная мощность):
![]()
Здесь
![]() – коэффициент пропорциональности;
– коэффициент пропорциональности;
![]() – напряженность
электрического поля, В/м;
– напряженность
электрического поля, В/м;
![]() – диэлектрическая
проницаемость пресс-материала, Ф/м.
– диэлектрическая
проницаемость пресс-материала, Ф/м.
Несмотря на то, что и зависят от температуры и частоты переменного электрического поля, произведение величин диэлектрической проницаемости и тангенса угла диэлектрических потерь, называемое фактором потерь, для многих пресс-материалов является величиной постоянной:
![]()
Чем
больше
![]() ,
тем больше электрической энергии
переходит в тепловую.
,
тем больше электрической энергии
переходит в тепловую.
Минимальная
частота
![]() (в Гц),
при которой создается необходимая
интенсивность нагрева, определяется
по формуле:
(в Гц),
при которой создается необходимая
интенсивность нагрева, определяется
по формуле:
где – плотность материала, кг/м3;
– удельная теплоемкость материала, Дж/(кг·К);
![]() и
и
![]() – конечная и начальная температуры
материала, К;
– конечная и начальная температуры
материала, К;
![]() – термический
КПД процесса нагревания, учитывающий
потери теплоты в окружающую среду;
– термический
КПД процесса нагревания, учитывающий
потери теплоты в окружающую среду;
![]() – скорость
приращения температуры, К/с.
– скорость
приращения температуры, К/с.
Минимальная частота выбирается такой, чтобы не превысить допустимую напряженность Едоп электрического поля (200–250 кВ/м), иначе возможен электрический пробой материала. Напряженность электрического поля Е (в В/м) при нагреве однородного диэлектрика:
![]()
Здесь
![]() – напряжение на конденсаторе (не более
5000–8000 В);
– напряжение на конденсаторе (не более
5000–8000 В);
![]() – расстояние
между пластинами, м.
– расстояние
между пластинами, м.
Объемная
плотность теплового потока
![]() (в Вт/м3)
при нагревании пресс-материалов
определяется из выражения:
(в Вт/м3)
при нагревании пресс-материалов
определяется из выражения:
![]()
где
![]() – диэлектрическая проницаемость
вакуумного пространства (
– диэлектрическая проницаемость
вакуумного пространства (![]() пФ/м
пФ/м
![]() Ф/м).
Ф/м).
Объемная плотность теплового потока с учетом потерь теплоты в окружающую среду:
![]()
Длительность
нагрева таблеток
![]() (в с):
(в с):
или
Здесь – удельная теплоемкость, кДж/(кг·К);
– плотность, кг/м3;
и – конечная и начальная температуры таблетки, К;
![]() – коэффициент,
учитывающий влияние на напряженность
электрического поля воздушного зазора
между полимером и электродом;
– коэффициент,
учитывающий влияние на напряженность
электрического поля воздушного зазора
между полимером и электродом;
– термический КПД процесса нагревания, учитывающий потери теплоты в окружающую среду, т.е. КПД генератора ТВЧ;
![]() – частота
колебаний, Гц;
– частота
колебаний, Гц;
– напряженность электрического поля, кВ/м;
– подводимое
напряжение, В
(![]() кВ);
кВ);
![]() – толщина
слоя полимера (пластины, таблетки), мм.
– толщина
слоя полимера (пластины, таблетки), мм.
Мощность электрического поля W (в кВт), потребляемая на нагрев порции материала массой G, определяется по уравнению:
Напряженность Е электрического поля не должна превышать 200–250 кВт/м. Коэффициент
где
![]() – величина воздушного зазора между
электродом и таблеткой, мм;
– величина воздушного зазора между
электродом и таблеткой, мм;
а
и К
– постоянные (для фенопластов
![]() ;
;
![]() ).
).
В настоящее время для нагревания таблетированных реактопластов применяют главным образом генераторы ТВЧ с частотой колебаний 15–30 МГц и напряжением 3–8 кВ. Колебательная мощность этих установок составляет 0,65–16 кВт. В этих генераторах можно проводить подогрев и нетаблетированного сырья в таре из фторопласта или в полиэтиленовых мешках.
Генератор ТВЧ (рис. 38) выполнен в виде металлического шкафа 4, котором размещены следующие элементы: генераторный блок 5 с камерой рабочего конденсатора, анодный трансформатор 1, высоковольтный выпрямитель 10, вентилятор 2 и аппаратура цепей питания и управления 8. Приборы контроля и управления смонтированы на лицевой панели 9. Доступ к оборудованию осуществляется через двери 3 и 11, имеющие электромеханическую блокировку. Установка имеет механизм перемещения верхней пластины рабочего конденсатора 7 с выведенной наружу рукояткой управления 6. Генератор снабжен системой экранирования излучения радиопомех.
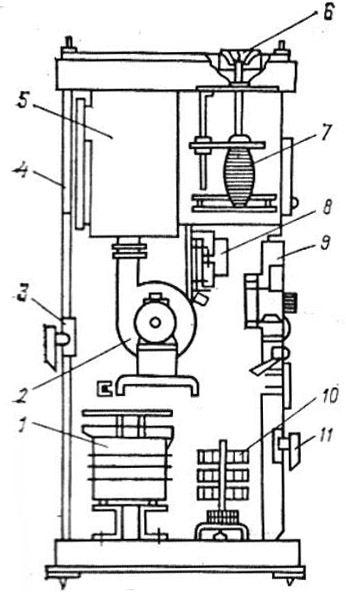
Рис. 38
Принцип работы установки заключается в преобразование переменного напряжения промышленной частоты (50 Гц) в напряжение частотой 40,68 МГц. Таблетки устанавливают на поддоне или в специальных кассетах на нижний электрод, который одновременно служит заземленной пластиной конденсатора. Пластина верхнего электрода изготавливается сетчатой для лучшего пропускания паров влаги и летучих. После нагрева таблеток до заданной температуры электронное реле времени автоматически отключает генератор.
При обслуживании и ремонте установки необходимо строго соблюдать все правила техники безопасности, указанные в «Правилах технической эксплуатации электроустановок потребителем», относящиеся к высокочастотному оборудованию. Конструкция установки обеспечивает безопасность работы обслуживающего персонала при условии исправности электромеханических блокировок дверей установки и подноса и надежности заземления корпуса. К управлению процессом нагрева допускаются лица, проинструктированные по технике безопасности работы на высокочастотном оборудований.