

Расчет прямозубых передач на изгибную прочность
Известно: - нагрузка (Т2 или Т1); геометрия колес;
Проверить: - напряжения изгиба σF;
Допущения: 1. Нагрузка приложена в вершине зуба;
2. Рассматривается однопарное зацепление;
3. Трение – не учитывается;
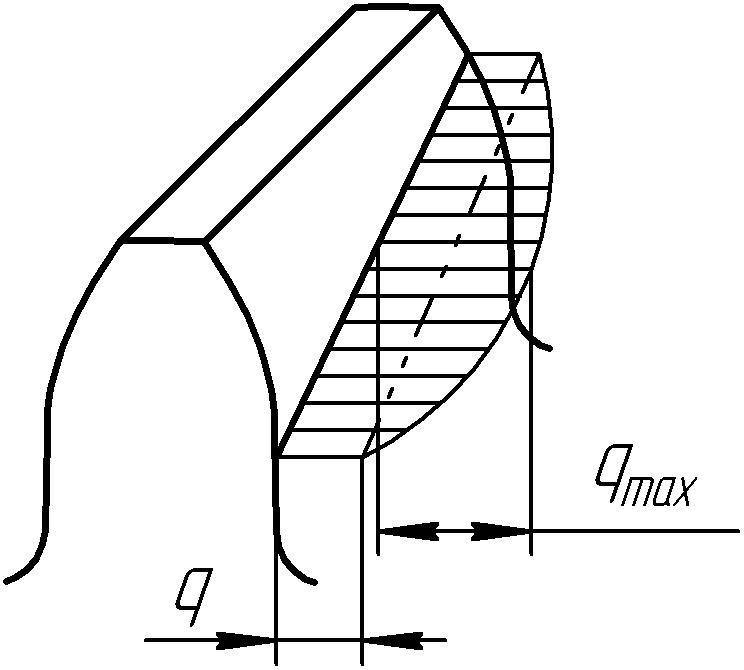
4. Зуб рассматривается как консольная балка
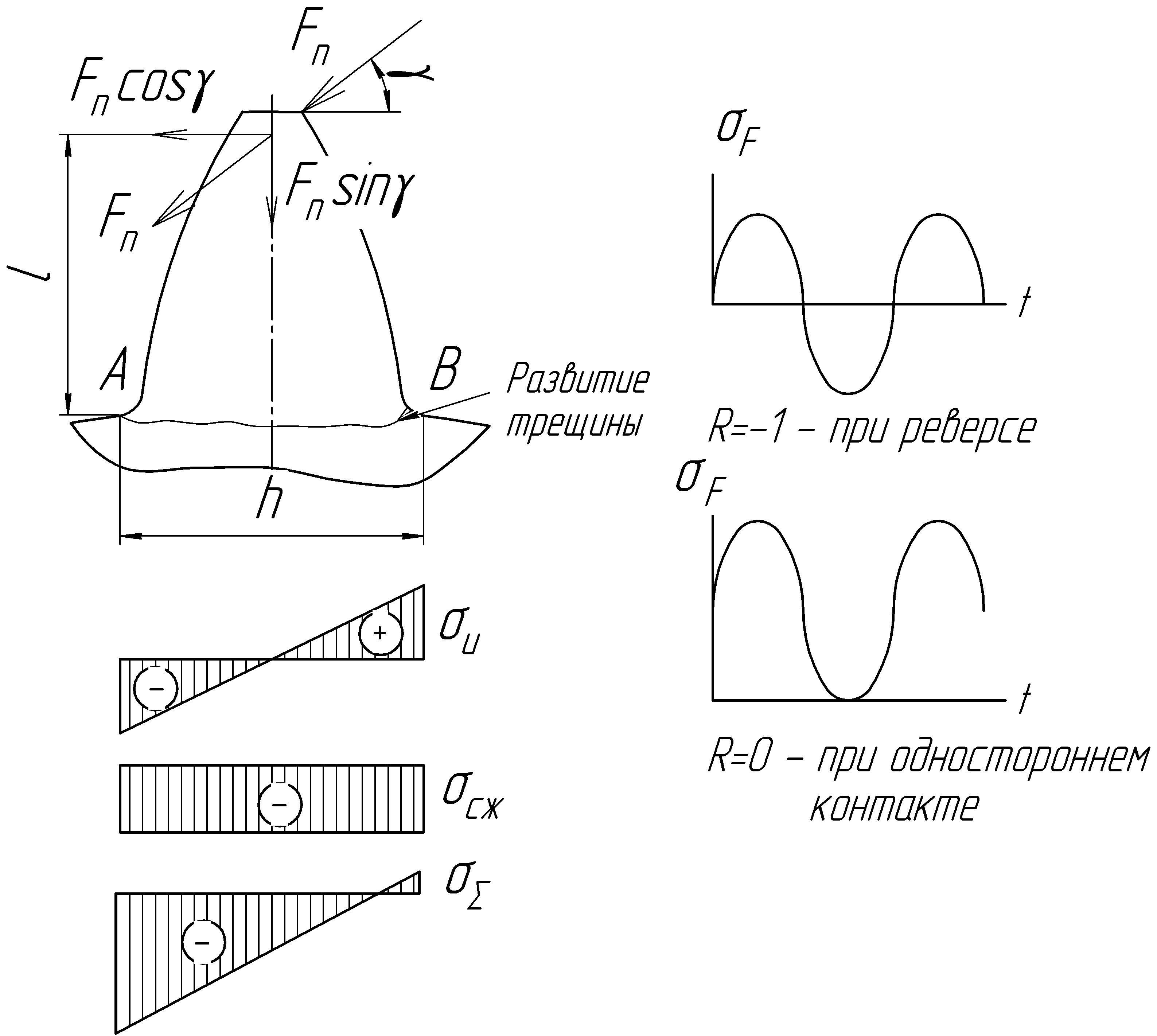
Суммарные напряжения
в т. В:

=
![]()
где размеры h и b выражаются в долях от модуля, с учетом числа и податливости зубьев: h = k1∙m; l = k2∙m; где k1 =f(z1;λ), k2 =f(z2;λ), λ – податливость зубьев;
Обозначая выражение
в квадратных скобках, как Σ
и вводя в правую часть теоретический
коэффициент концентрации напряжений
(в зоне выкружки) и коэффициент нагрузки
KF,
получим расчетные напряжения изгиба:
σF =
![]() ∙KF∙Σ∙ασ
=
∙KF∙YF;
∙KF∙Σ∙ασ
=
∙KF∙YF;
где Σ∙ασ
=
![]() =
YF –
коэффициент формы зуба;
=
YF –
коэффициент формы зуба;
На напряжения изгиба влияет модуль m
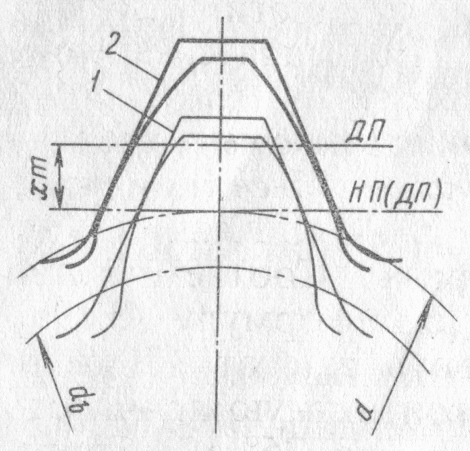
Изгибную прочность можно повысить за счет положительного смещения инструмента.
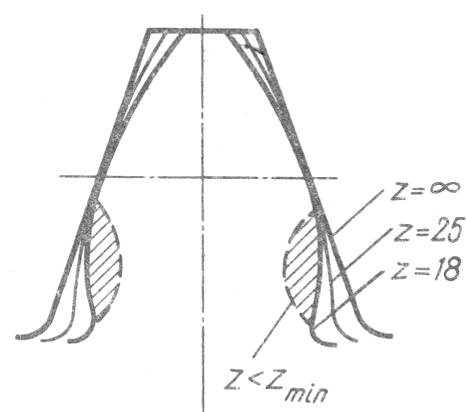
Например, при z=25 смещение от 0 до 0,8 снижает YF примерно в 1,2 раза, уменьшая соответственно и напряжения изгиба σF. (тем же методом устраняют подрезание зубьев при малом их количестве z < zmin);
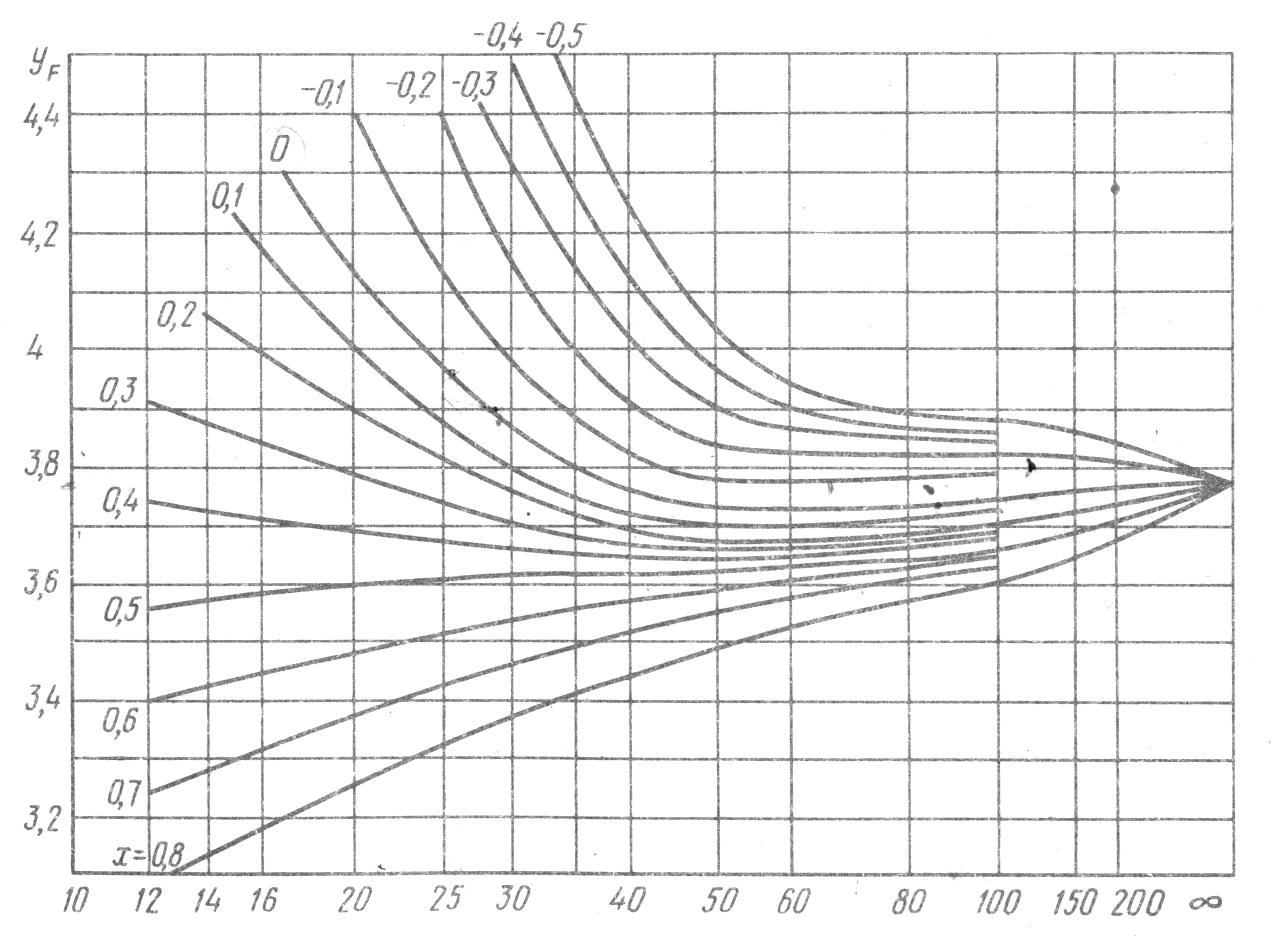
Зависимость коэффициент формы зуба от числа зубьев zi или zvi
Зависимость формы зуба от числа зубьев Зависимость формы зуба от смещения и.
![]() ;
с учетом
;
с учетом
![]() и вводя коэффициент относительной
ширины зубчатого венца (по модулю)
и вводя коэффициент относительной
ширины зубчатого венца (по модулю)
![]() (=15…30), получим
(=15…30), получим
![]() ;
- формула для проверочного расчета (*)
;
- формула для проверочного расчета (*)
Условие изгибной прочности: σF ≤ [σF]; (**)
Из (*) и (**) может быть получено выражение для проектного расчета (применительно для мелкомодульных передач):
 ;
;
Особенности косозубых передач
1. По технологичности прямозубые и косозубые колеса – одинаковы;
2. По плавности работы – предпочтительней косозубые колеса;
Плавность работы зависит от коэффициента перекрытия: ε = εα + εβ;
Торцевой коэффициент перекрытия (аналогичен прямозубым ЗП):
![]() (если β ↑, то εα
↓)
(если β ↑, то εα
↓)
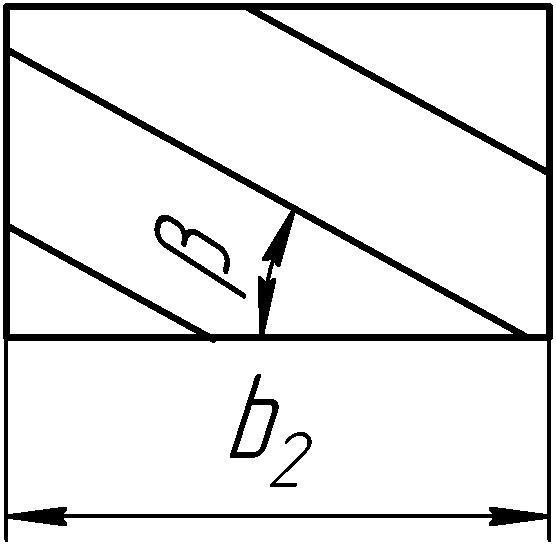
Уменьшение εα
( при увеличении угла наклона зубьев
β) компенсируется коэффициентом осевого
перекрытия εβ =
![]() ;
где
;
где
![]() - осевой шаг;
- осевой шаг;
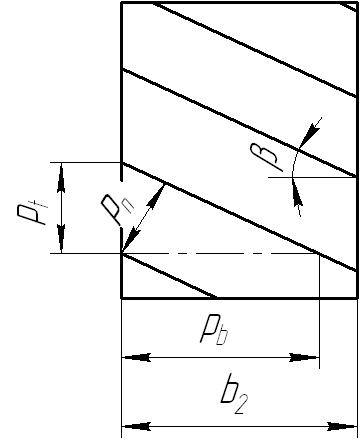
При увеличении ширины колес b2, угла наклона β и уменьшении модуля m → возрастает коэффициент осевого перекрытия εβ (и плавность работы);
Косозубые колеса входят в зацепление постепенно (плавно, без ударов).
3. У косозубых передач выше нагрузочная способность по контактным и изгибным напряжениям примерно на 30% (по сравнению с прямозубыми);
НЕДОСТАТОК: появление осевых составляющих зацепления, влияющих на работоспособность ПК, валов, корпусных деталей и др. Применение шевронных передач способствует нейтрализации осевых нагрузок.
Определение усилий, действующих в зацеплении косозубых колес
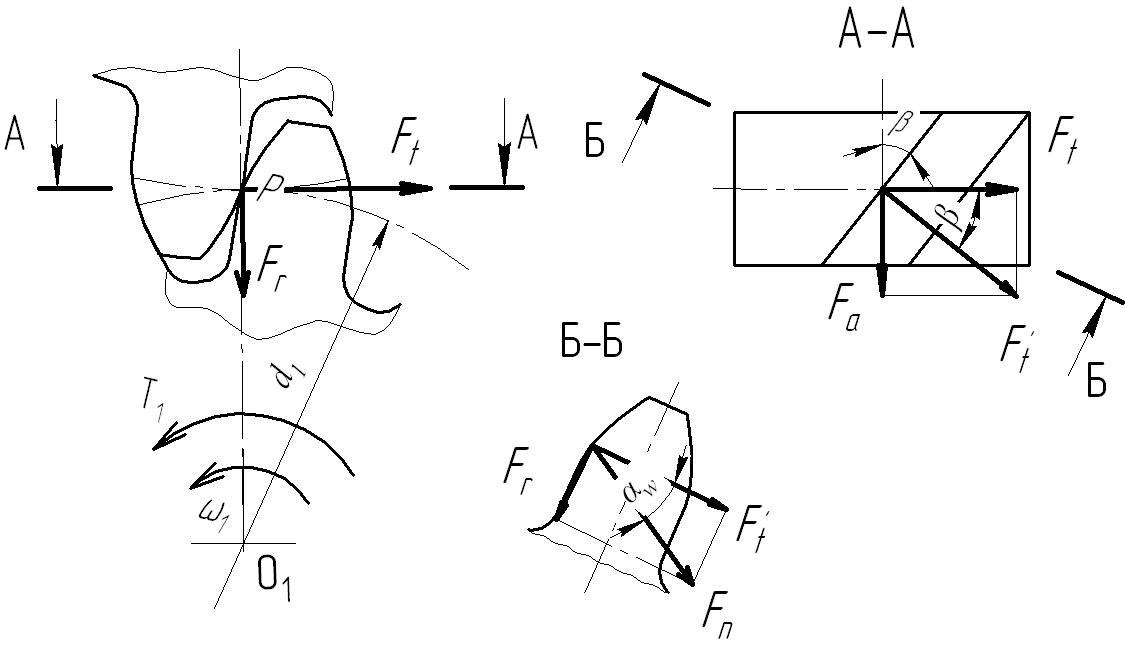
![]() →
→
![]() - окружное усилие;
- окружное усилие;
![]() - осевая составляющая;
- осевая составляющая;
![]() - радиальная
составляющая, где
- радиальная
составляющая, где
![]()
![]()
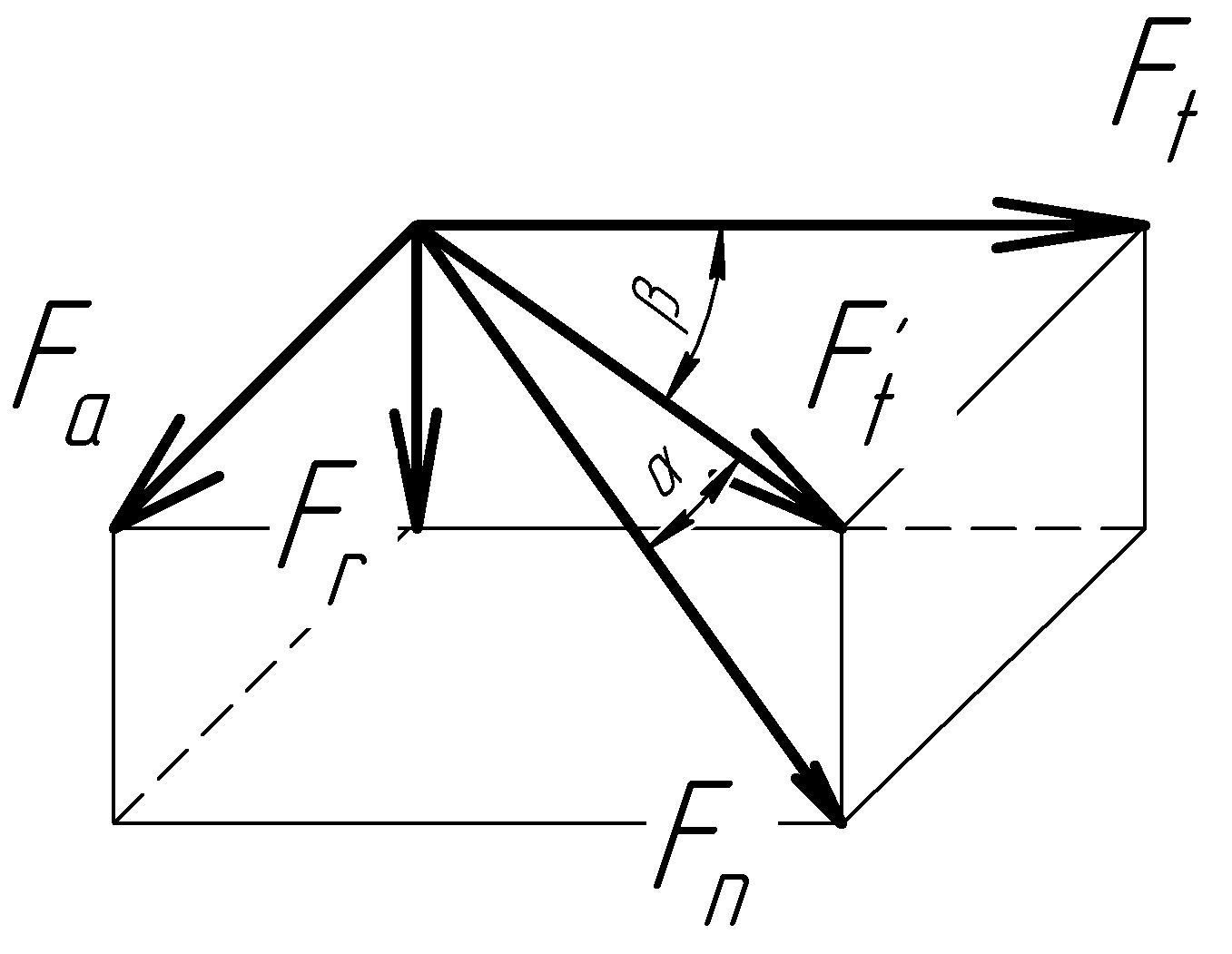 - нормальное усилие
зацепления;
- нормальное усилие
зацепления;
ОСОБЕННОСТИ РАСЧЕТА КОСОЗУБЫХ ПЕРЕДАЧ НА ПРОЧНОСТЬ
Возрастает нормальное усилие зацепления:

2) Увеличивается
суммарная длина контактных линий
![]() :
:
![]()
 - длина контактных
линий близка к постоянному значению.
Если β ↑, то растет и lΣкл
(↑), что способствует лучшим условиям
работы передачи. Даже при εα <
1 косозубые колес могут
- длина контактных
линий близка к постоянному значению.
Если β ↑, то растет и lΣкл
(↑), что способствует лучшим условиям
работы передачи. Даже при εα <
1 косозубые колес могут
работать без нарушения зацепления.
3 )
Форма косого зуба в нормальном сечении
определяется через параметры эквивалентного
прямозубого колеса
)
Форма косого зуба в нормальном сечении
определяется через параметры эквивалентного
прямозубого колеса
В сечении А-А (по нормали к зубу)
радиус кривизны эллипса определяется:
![]() где
где
![]()
![]() - полу оси эллипса;
- полу оси эллипса;
Тогда dэ
= 2∙rэ = 2rэ
=![]()
4) При расчете на изгиб коэффициент формы зуба является функцией эквивалентного числа колес Zэкв (zv): YF = f(zv);
![]()
5) Косозубые колеса обладают большей изгибной прочностью.
Это повышение
изгибной прочности и влияние неравномерности
распределения нагрузки учитывается
коэффициентом
![]()
6) Допускаемые напряжения при расчете КЗП
- на контактную
выносливость:
![]()
(для прямозубых передач: [σH] → как min из {[σH1] и [σH2]});
7) Учитывается неравномерность нагрузки между зубьями в контакте:
коэффициент КНα > 1 (для прямозубых передач КНα = 0), зависит от степени точности и окружной скорости колес;
σН кос =
ZHβ∙
σН прям, где ZHβ
=
 (< 1) - учитывает повышение контактной
выносливости косозубой передачи (по
сравнению с прямозубой);
(< 1) - учитывает повышение контактной
выносливости косозубой передачи (по
сравнению с прямозубой);
Соответственно для
изгиба: σF
кос = ZFβ∙
σF прям,
где ZFβ
=
![]() (< 1);
(< 1);
где КFα > 1;
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА КЗП
Исходные данные:
известны (из ТЗ и энерго-кинематического
расчета) моменты на колесах (Т1
и Т2); частоты вращения колес
(n1 и n2);
передаточное число проектируемой
передачи u (=
![]() расчетный
ресурс tΣ
(время наработки до отказа); характер
режима нагружения (регулярное или
нерегулярное); Полагаем известными
материал колес и режим их термообработки.
расчетный
ресурс tΣ
(время наработки до отказа); характер
режима нагружения (регулярное или
нерегулярное); Полагаем известными
материал колес и режим их термообработки.
Задача расчета: определить геометрические параметры передачи (диаметры колес – di, dai, dfi); межосевое расстояние аw; число зубьев zi; ширину колес bi (где i = 1,2);
1) Определение расчетного диаметра делительной окружности шестерни
d1*
=1,2∙ ;
;
для проектного расчета принимается КНβ = 1,15-1,2;
(определение допускаемых напряжений [σН] – отдельно в лекциях)
2) Определение предварительного значения межосевого расстояния:
аw*
=![]() ;
полученный результат округляем до
целого значения аw
(при необходимости – до стандартного
значения из ряда [1, c.136]);
;
полученный результат округляем до
целого значения аw
(при необходимости – до стандартного
значения из ряда [1, c.136]);
3) Выбор модуля зацепления: предварительное значение модуля выбираем из соотношения m* = (0,01…0,02) аw, округляя его до стандартного значения m из ряда [1, c. 116, табл. 8.1]; (для удобства построения чертежа величину модуля выбирать не менее 2-х, т.е. m ≥ 2);
4) Выбор предварительного значения угла наклона зубьев β* из рекомендуемого диапазона (от 80 до 200), например, β* = 12…130;
5) Определение чисел зубьев колес:
Суммарное число
зубьев колес:
![]()
Число зубьев
шестерни: z1*
=
![]() ;
(округляем до ближайшего целого значения
z1);
;
(округляем до ближайшего целого значения
z1);
Проверка на неподрезание ножки зуба шестерни: z1 ≥ 17cos3β*
Число зубьев
колеса:
![]() ;
(округляем до целого значения z2)
;
(округляем до целого значения z2)
Проверка по
передаточному числу: uф
=
![]() - фактическое передаточное число
(относительная погрешность передаточного
числа не должна превышать
- фактическое передаточное число
(относительная погрешность передаточного
числа не должна превышать
![]() (4…5)%
или
(4…5)%
или
![]() ,
в противном случае необходимо изменить
порядок округления до целого числа
зубьев);
,
в противном случае необходимо изменить
порядок округления до целого числа
зубьев);
6) Корректировка угла наклона зубьев (для учета проведенных округлений)
![]() (с точностью до
градусов, минут и секунд!!!)
(с точностью до
градусов, минут и секунд!!!)
7) Уточнение размеров колес (все диаметры колес определяются с точностью до сотых)
- диаметры делительных
окружностей колес: di
=
![]() (I =1, 2);
(I =1, 2);
- диаметры окружностей вершин колес: dai = di + 2m;
- диаметры окружностей впадин колес: dfi = di – 2,5m;
- ширина колеса: b2* = ψbd·d1; округляем до целого значения b2;
- уточняем коэффициент
ψbd =
![]() ;
;
- ширина шестерни: b1 = b2 + (3…5);
Проверка по межосевому расстоянию:
aw
![]() ; (di
- с точностью до сотых !!!)
; (di
- с точностью до сотых !!!)
8) Определение усилий, действующих в зацеплении косозубой передачи
- окружное усилие:
Ft
=![]() ,
Н;
,
Н;
- радиальное
усилие: Fr
= Ft![]() ,
H;
,
H;
- осевое усилие: Fa = Ft·tgβ, H;
- полное (нормальное)
усилие: Fn
=![]() ,
H;
,
H;
10) Определение окружной скорости колес, назначение степени точности
V
= ω1·![]() ,
м/с
,
м/с
Назначаем 7-ю степень точности для колес быстроходной передачи.
11) Определение коэффициента торцевого перекрытия:
![]() ;
;
Определение коэффициента осевого перекрытия:
![]() ;
;
Далее, следуют проверочные расчеты: - на контактную выносливость; на выносливость при изгибе; - на контактную и изгибную прочность (при кратковременных перегрузках).
МАТЕРИАЛЫ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Основными материалами для изготовления колес являются – стали.
По степени твердости (или технологии термообработки) зубчатые колеса подразделяются на 2 группы:
1. Колеса с твердостью ≤ НВ 350; В этом случае обработка колес, в том числе и чистовая, осуществляется после термообработки;
ТО – нормализация, улучшение; → твердость по Бринеллю
Стали: Сталь 40, 50; 45Г; 40ХН;
Достоинство колес 1-й группы:
- получение высокой точности без применения дорогостоящих отделочных операций (шлифовки, притирки и др.);
- колеса хорошо прирабатываются и не подвержены хрупкому разрушению при динамических воздействиях; для обеспечения приработки рекомендуется твердость шестерни брать больше (min на 20…30 НВ) по сравнению с колесом;
Применение: в условиях индивидуального и мелкосерийного производства, в мало- и средненагруженных передачах, а также в передачах с колесами больших размеров, термообработка которых затруднена;
2. Колеса с твердостью ≥ НВ 350; Обработка осуществляется в 2 этапа:
1. - нормализация → черновая обработка зубьев (нарезание);
2. - поверхностное упрочнение (размеры зубьев – меняются); чистовая обработка зубьев;
Достоинства:
- уменьшение размеров колес и габаритов передачи в целом;
- позволяет увеличить допускаемые напряжения до двух раз, при этом нагрузочная способность передачи увеличивается до 4-х раз;
- возрастает износостойкость и стойкость против заедания;
ВИДЫ ТЕРМИЧЕСКОГО И ТЕРМОХИМИЧЕСКОГО УПРОЧНЕНИЯ КОЛЕС
Объемная закалка + низкий отпуск (прокаливается и сердцевина детали)
Твердость 40…55 HRC;
Стали: Сталь 40, Сталь 45; Сталь 40ХН;
Недостатки метода:
- значительное коробление зубьев и необходимость отделочных операций;
- снижение изгибной прочности (с возможностью хрупкого разрушения при ударных нагрузках);
- ограничение по размерам колес, связанное со скоростью охлаждения При малой скорости охлаждения происходит мягкая закалка с пониженной твердостью;
Поверхностная закалка ТВЧ
Твердость 48…54 HRC;
Стали: Сталь 40Х, 45; 40ХН;
Метод хорошо себя зарекомендовал для относительно крупных зубьев (m ≥ 5)/ При мелких модулях возникает опасность сквозного прокаливания, с охрупчиванием и короблением зуба. При относительно тонком закаливании зуб искажается мало. Достигаемая точность – не выше 8-й. Требует специального оборудования (кондуктора – соленоида) и строгого соблюдения режимов обработки. При увеличении размеров колес стоимость ТВЧ – значительно возрастает.
Цементация (насыщение поверхностного слоя углеродом с применением различных технологий, с последующей закалкой) – процесс весьма длительный и дорогостоящий.
Твердость 58…63 HRC;
Стали: Сталь 15, 15Х, 18ХГ, 20; 20Х; 12ХН3А и др.
Применение легированных сталей повышает прокаливаемость, а также обеспечивает повышенную прочность сердцевины, что предохраняет продавливание хрупкого поверхностного слоя в условиях перегрузок.
Обеспечивает хорошее сочетание высокой контактной и изгибной прочности.
Высокая твердость позволяет снижать габариты и массу колес.
Требует применения отделочных операций, т.к. при закалке после цементации имеет место искажение формы зуба.
Глубина цементированного слоя: составляет 0,1…0,15 от толщины зуба, не более 1,5…2,00 мм (hцем≤ 1,5…2,00 мм);
Газовая цементация – основной процесс в массовом производстве; цементация в твердом карбюризаторе используется в мелкосерийном производстве.
Закалка после цементации кроме упрочнения поверхностного слоя исправляет структуру перегрева, возникающую из-за многочасовой выдержки стали, при температуре цементации.
Остаточные напряжения после процесса цементации, достигающие 400…500МПа, повышают предел выносливости детали.
Цианирование и нитроцементация (процесс диффузионного насыщения поверхностного слоя стали углеродом и азотом в расплавленной цианистой соли – цианирование; в газовой среде - нитроцементация).
Твердость 59…61 HRC;
Стали: 25ХГМ, 25ХГТ и др.
Толщина слоя при нитроцементации hнитроцем ≈ 0,3…0,8мм;
По сравнению с газовой цементацией нитроцементация имеет следующие достоинства:
- ниже температура процесса (меньше рост зерна);
- выше износостойкость;
- малое коробление (не требует отделочных операций);
- отсутствуют ядовитые среды;
- процесс более дешевый;
При этом толщина упрочняемого слоя – меньше, необходим строгий контроль среды;
Азотирование (процесс диффузионного насыщения поверхностного слоя стали азотом);
Твердость 60…65 HRC (до HV 12000 МПа);
Стали: молибденовые стали 38ХМЮА, 38ХВФЮА, 38ХЮА и др. В легированных среднеуглеродистых сталях азот образует с алюминием, хромом, ванадием и др. дисперсные легированные нитриды, обеспечивающие высокую твердость упрочненного слоя.
Малая толщина слоя hазот ≈ 0,1…0,6мм обуславливает высокую чувствительность зубьев к перегрузкам и динамическому воздействию (с хрупким отслоением слоя) и непригодными для работы в условиях абразивного изнашивания.
Время операции азотирования: от 24 до 60 часов;
Обладает малой степенью коробления, поэтому этот метод целесообразно применять в тех случаях, шлифование затруднено (например, для колес с внутренними зубьями).
Для работы в отсутствии абразивного изнашивания применяется мягкое азотирование на глубину hазот ≈ 10…15 мкм ( 0,010…0,015 мм).
Оно технологически проще, обеспечивает минимальное коробление, позволяет получать зубья 7-й степени точности без отделочных операций.
Применяются улучшенные хромистые стали: 40Х, 40ХФ, 40Х2НМФ
ЗАГОТОВКИ КОЛЕС
- литые: имеют пониженную прочность вследствие неоднородной структуры; используются для слабонагруженных, низкоскоростных передач, невысокой степени точности, а также для колес больших габаритов;
- кованные (лучшее качество);
- штампованные;
- круглого проката;
Выбор в зависимости от размеров и серийности производства.
Кроме сталей, при изготовлении зубчатых колес используются:
ЧУГУНЫ
Применяются для изготовления крупногабаритных, тихоходных колес, в том числе открытых передач;
Обладают удовлетворительной контактной прочностью, хорошими антифрикционными свойствами, относительно дешевы, хорошо обрабатываются, однако имеют низкую прочность на изгиб;
Применяются серые чугуны (СЧ) и модифицированный чугун с шаровидным графитом;
ПЛАСТМАССЫ
Для изготовления колес используются, главным образом, текстолит и полиамиды (капрон, капролон);
В зацеплении обычно – одно из колес – металлическое (стальное), другое – пластмассовое;
Применяются в ненагруженных и кинематических (приборных) передачах;
Их применение целесообразно при нежестких корпусах, т.к. они малочувствительны к неточностям сборки;
МЕТОДЫ ИЗГОТОВЛЕНИЕ КОЛЕС
1. Накатка зубьев – высокопроизводительный метод, применяемый в условиях массового производства. Применяется горячее накатывание: нагрев заготовки ТВЧ до 12000С т обкатка колесами-накатниками – происходит выдавливание зубьев. Для повышения точности производится механическая обработка или калибровка (холодное обкатывание: для m ≤ 1мм). Для данного технологического способа характерны малые отходы металла.
2. Нарезание зубьев
а) Метод копирования – прорезание впадин зубьев фрезой
- дисковой;
-пальцевой;
Поворот заготовки после прорезания - на один шаг;
Метод малопроизводительный, как правило, применяется в ремонтной практике;
б) Метод обкатки, основанный на воспроизведении зацепления зубчатой пары, является наиболее распространенным и традиционным методом изготовления колес.
Применяемые инструменты:
- червячная фреза: для нарезания внешних зубьев прямозубых и косозубых колес;
- дисковый долбяк: для нарезания внутренних зубьев;
- реечный долбяк (инструментальная рейка, гребенка);
ОТДЕЛКА ЗУБЬЕВ (доводочные операции)
Для колес с низкой твердостью (≤ 350НВ):
- Шевингование зубьев: тонкая обработка при помощи шевера: колеса с канавками на поверхности зубьев, которые снабжены режущими кромками, снимающих тонкую стружку;
- Обкатка – сглаживание шероховатостей на поверхности зубьев при помощи эталонного колеса, имеющего большую твердость, чем обрабатываемое;
Для колес с высокой твердостью (>350НВ):
- Шлифование: тонкая обработка колес на зубошлифовальных станках, при помощи шлифовальных кругов;
- Притирка: доводочная обработка колес с помощью притиров – чугунного, "точного" колеса с применением абразивной пасты;