

Химический состав стали 3 (%)
Углерод (C) |
Кремний (Si) |
Марганец (Mn) |
Никель (Ni) |
Сера (S) |
Фосфор (P) |
Хром (Cr) |
Медь (Cu) |
Мышьяк (As) |
0,14 – 0,22 |
0,05 – 0,17 |
0,4 – 0,65 |
до 0,3 |
до 0,05 |
0,04 |
до 0,3 |
до 0,3 |
до 0,08 |
Таблица 4.
Физические и механические свойства стали 40х13
Сортамент |
Размер |
Напр. |
sв |
sT |
d5 |
y |
KCU |
Термообр. |
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
Прокат горячекатан. |
до 20 |
|
370-480 |
245 |
26 |
|
|
Состояние поставки |
Прокат горячекатан. |
20-40 |
|
|
235 |
25 |
|
|
Состояние поставки |
Примечание: sв - Предел кратковременной прочности, [МПа]; sT - Предел пропорциональности (предел текучести для остаточной деформации), [МПа]; d5 - Относительное удлинение при разрыве, [ % ]; y - Относительное сужение, [ % ]; KCU - Ударная вязкость, [ кДж / м2]; HB - Твердость по Бринеллю.
2.4. Обработка конструкции изделия на технологичность
Определим поверхности детали (рис. 3).
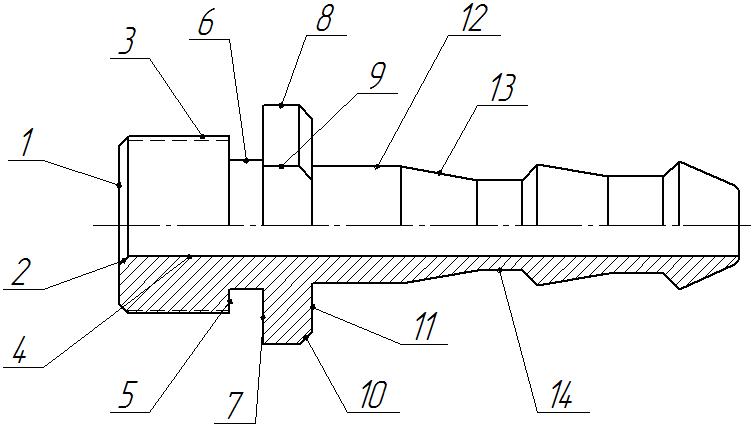
Рисунок 3. Нумерация поверхностей детали
Таблица 5. Конструкторский анализ детали по поверхностям
№ пов. |
Наименование поверхности |
Количество поверхностей |
Количество унифицированных элементов |
Квалитет точности |
Параметр шероховатости |
1 |
Торец |
3 |
- |
14 |
6,3 |
2 |
Фаска 1х45° |
2 |
2 |
14 |
6,3 |
3 |
Резьба М16 |
1 |
- |
8 |
0,63 |
4 |
Отверстие Ø6 |
1 |
1 |
14 |
6,3 |
5 |
Торец |
1 |
- |
14 |
6,3 |
6 |
Боковая поверхность Ø11 |
1 |
1 |
14 |
6,3 |
7 |
Торец |
1 |
- |
14 |
6,3 |
8 |
Боковая поверхность Ø20 |
1 |
1 |
14 |
6,3 |
9 |
Лыски |
2 |
2 |
14 |
6,3 |
10 |
Фаска 1,5х45 |
2 |
2 |
14 |
6,3 |
11 |
Торец |
1 |
- |
14 |
6,3 |
12 |
Боковая поверхность Ø10 |
3 |
3 |
14 |
6,3 |
13 |
Коническая поверхность Ø10 |
3 |
3 |
14 |
6,3 |
14 |
Боковая поверхность Ø8 |
2 |
2 |
14 |
6,3 |
Итого: |
Qэ =24 |
Qуэ =17 |
|
|
|
1. Коэффициент унификации конструктивных элементов детали
![]() (6)
(6)
где
![]() УЭ
– число унифицированных типоразмеров
конструктивных элементов (резьбы,
отверстия, галтели, фаски, проточки,
шпоночные, шлицевые и др. сопряжения);
УЭ
– число унифицированных типоразмеров
конструктивных элементов (резьбы,
отверстия, галтели, фаски, проточки,
шпоночные, шлицевые и др. сопряжения);
Э – общее число конструктивных элементов в изделии.
![]()
По ЕСТПП при КУЭ 0,65, деталь технологична.
2. Коэффициент точности обработки
![]() (7)
(7)
где Аср – средний квалитет точности.
![]() (8)
(8)
где Аi – квалитет точности обработки поверхности детали;
ni – число размеров соответствующего квалитета.
При Ктч 0,8, деталь технологична.
![]()
![]()
Деталь по этому показателю технологична.
3. Коэффициент шероховатости поверхности
![]() (9)
(9)
где Бср – средняя шероховатость поверхности, определяемая параметром Ra, мкм:
![]() (10)
(10)
где 0,01…80 – значение параметра Ra, мкм;
n1, n2…n14 – количество поверхностей соответствующих данному параметру шероховатости Ra.
![]()
![]()
При Кш 0,32, деталь технологична.
Оценку количественных показателей ТКИ можно представить в виде таблицы 5.
Таблица 6.
Оценка количественных показателей ТКИ
№ п/п. |
Наименование коэффициента |
Формула расчета |
Показатель |
|
Расчетный |
Нормативный |
|||
1 |
Коэффициент унификации констр. элем. |
|
0,71 |
0,65 |
2 |
Коэффициент точности обработки |
|
0,93 |
0,8 |
3 |
Коэффициент шероховатости |
|
0,16 |
0,32 |
По совокупности количественных показателей изделие относится к технологичным.