

Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО
Саратовский государственный технический университет им. Гагарина Ю.А.
Кафедра: «Электронное машиностроение и сварка»
Курсовой проект
по дисциплине:
«Технология электронного машиностроения»
«Разработка технологического процесса сборки узла каретки и механической обработки ниппеля»
Текстовый редактор – Microsoft Office Word 2003:
1. Записка ТЭМС.
Графический редактор - Компас 3D V13:
1. Сборочный чертеж.
2. Эскиз поршня.
3. Спецификация.
Выполнил:
студент группы ЭМС-51 з/о
Скляров А.В.
Проверил:
к.т.н., доцент
Перевозникова Я.В.
Саратов 2012
Оглавление
Задание на курсовую работу 2
1 Сборка каретки 2
1.1. Принцип работы и описание 2
1.2. Выбор и расчет размерной цепи 3
1.3. Разработка технологии сборки. 5
2. Технология механической обработки ниппеля 6
2.1. Определение типа производства 6
2.2. Описание и принцип работы ниппеля 6
2.3. Выбор конструкционного материала 7
2.4. Обработка конструкции изделия на технологичность 8
2.5. выбор заготовки 10
2.6. Расчет режимов резания на операцию 030 сверлильная 17
2.7. Определение норм времени на операцию 030 сверлильная 19
Приложение 1 24
24
Список используемой литературы 25
Задание на курсовую работу
Разработать технологический процесс сборки узла каретки (чертеж КФБН 203156.00.000 СБ), спроектировать операционный технологический процесс механической обработки детали – ниппель (чертеж КФБН 203156.00.017). Годовая программа – 400шт.
1 Сборка каретки
1.1. Принцип работы и описание
Данный узел служит для перемещения платформы с оборудованием по направляющим. Перемещение каретки происходит под действием работы двух пневмоцилиндров, воздух в которые поступает через ниппель. Пневмоцилиндры приводят в движение планку со штангой. Штанга устанавливается между двумя вкладышами и прижимается винтами. По краям штанга фиксируется в корпусе с крышкой с помощью подшипников. Сверху на корпус устанавливаются фиксаторы, которые затягивается посредством шайбы и гайки.
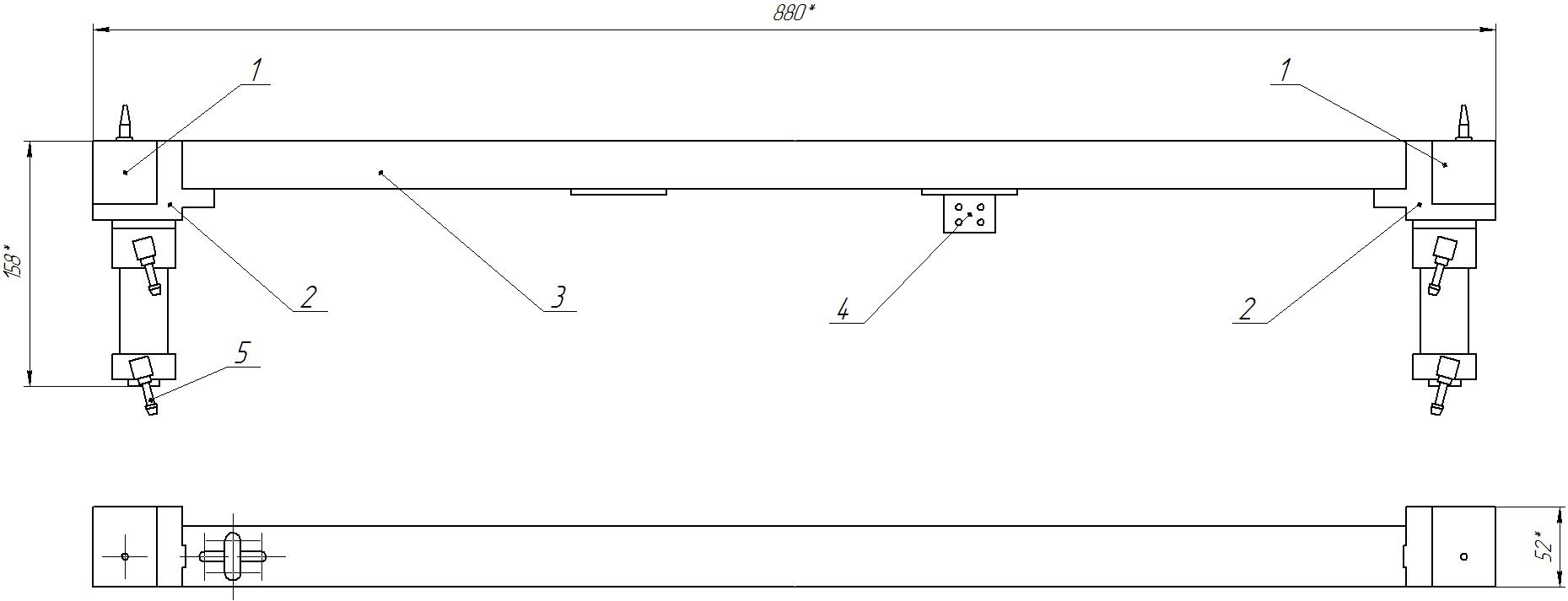
Рисунок 1. Каретка: 1 – крышка; 2 – корпус; 3 – планка; 4 – вкладыши; 5 - ниппель
1.2. Выбор и расчет размерной цепи
Размерной цепью называется замкнутая цепь размеров, определяющих точностью относительного расположения осей и поверхностей одной детали или нескольких деталей в сборочном соединении. Размерная цепь, определяющая точность относительно расположения осей и поверхностей одной детали, называется под детальной размерной цепью. Размерная цепь, определяющая точность относительного положения осей и поверхностей нескольких деталей в сборочном соединении, называется сборочной размерной цепью.
Под детальные и сборочные размерные цепи называются конструкторскими размерными цепями, так как они образуются в результате конструирования деталей и сборочных соединений.
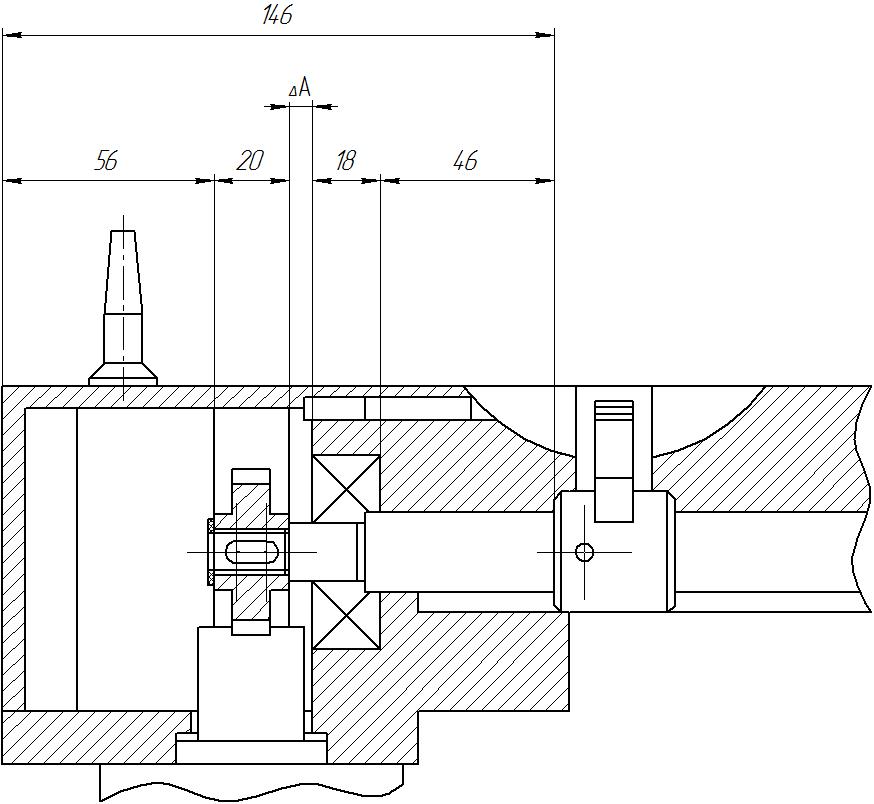
Рисунок 2. Сборочная размерная цепь
Размерная цепь приведённая на рис. 2 рассчитывается методом максимума и минимума. В данной схеме звено А1 – увеличивающее, остальные звенья уменьшающие.
Принятые номинальные размеры, предельные отклонения и допуски для всех звеньев размерной цепи следующие:
А1=146+1,0 мм; δ1=1 мм; Δ1=0,5 мм;
А2=56+0,74 мм; δ2=0,74 мм; Δ2=0,37 мм;
А3=20+0,52 мм; δ3=0,52 мм; Δ3=0,26 мм;
А4=18+0,52 мм; δ4=0,52 мм; Δ4=0,26 мм;
А5=46+0,62 мм; δ5=0,62 мм; Δ5=0,31 мм.
Зависимость номинального размера искомого звена от номинальных размеров составляющих звеньев установим непосредственно по схеме размерной цепи:
![]() мм
(1)
мм
(1)
Разность между наибольшими и наименьшими предельными размерами любого звена равна допуску на размер этого звена, поэтому уравнение имеет вид:
![]() мм (2)
мм (2)
Вычислим
координату середины поля допуска
замыкающего звена
![]()
![]() мм
мм
Предельные
отклонения
![]() и
и
![]() можно вычислить по формулам, верхнее:
можно вычислить по формулам, верхнее:
![]() мм (3)
мм (3)
И соответственно нижнее отклонение:
![]() мм (4)
мм (4)
Номинальный размер замыкающего звена будет иметь вид:
![]() мм
.
мм
.