

Глава 20 литье в постоянные формы
При изготовлении художественных отливок различными способами литья выявляется такая закономерность: сложнопрофильное литье получают в разовые формы, а достаточно простые по своей конфигурации отливки отливаются в постоянных формах. В основном это происходит потому, что большинство художественных отливок сложного профиля извлечь из постоянной формы либо затруднительно, либо невозможно. Второй причиной, ограничивающей применение постоянных форм (кокилей, пресс-форм), является процесс их изготовления, достаточно трудоемкий и длительный. Кроме того, стойкость металлических форм при литье черных и цветных сплавов, температура плавления которых больше 750 °C, не превышает 200—400 циклов теплосмен. Поэтому в кокили и пресс-формы для литья под давлением отливают сплавы на алюминиевой основе (силумины) и легкоплавкие сплавы.
Из всего сказанного следует, что для большинства художественных отливок литье в постоянные металлические формы малоперспективно. Тем не менее литейщики, специализирующиеся в области прикладного искусства, должны иметь представление и об этих технологиях, поскольку нельзя исключить возможность того, что при определенных условиях они найдут применение.
Литье в кокиль
Металлические формы (кокили) используются многократно, что значительно облегчает, упрощает и ускоряет процесс получения отливок с хорошей поверхностью.
Суть процесса состоит в подготовке кокиля (разогрев, окрашивание, сборка), его заливке металлом и извлечении отливки после ее затвердевания.
Встречаются кокили различных конструкций (рис. 2.21.1). Наиболее простой кокиль — вытряхной (а), его используют для односторонних отливок типа плит. Он может быть открытым, т. е. состоять из одной части, или при необходимости получения ровной обратной стороны — из двух половин.
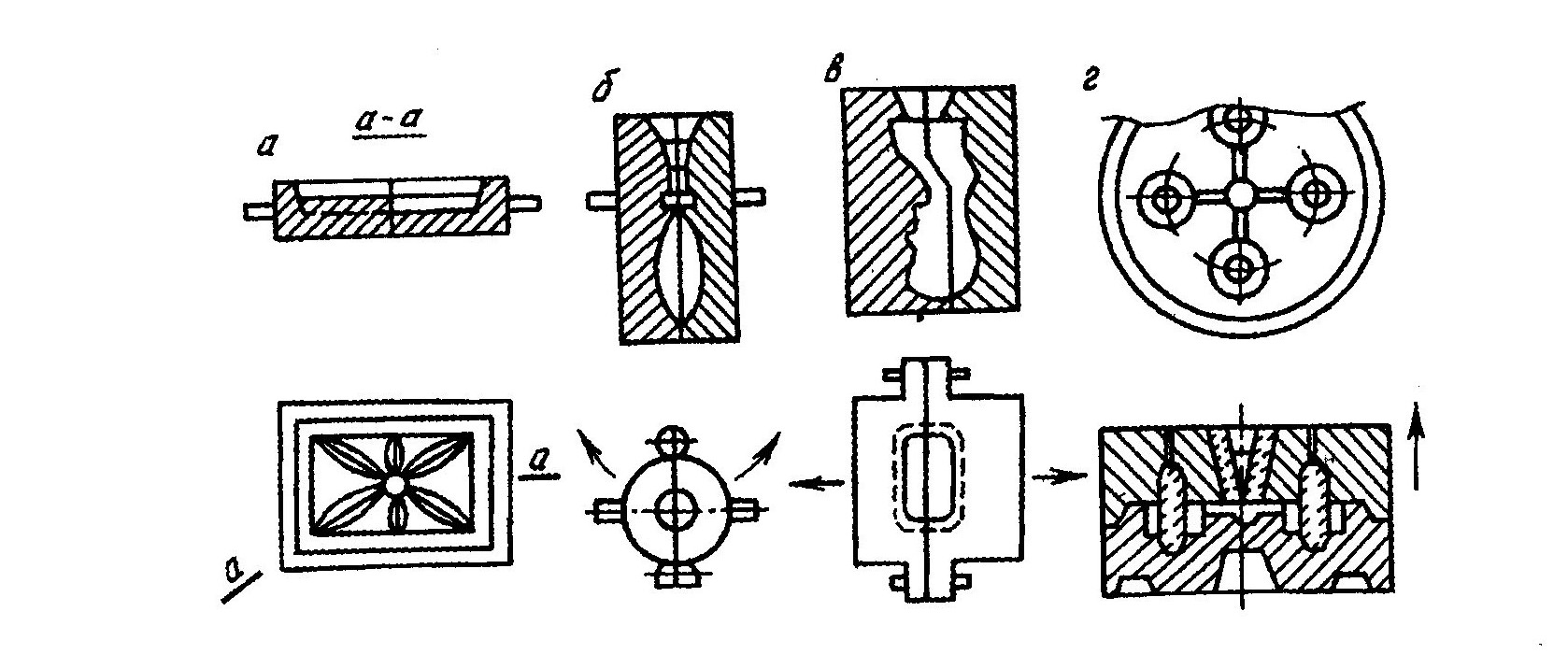
Рис. 2.21.1. Типы кокилей: а — вытряхной; б — с книжным разъемом;
в — с вертикальным разъемом для выплеска; г — комбинированный многогнездный с песчаными стержнями.
Отливки, имеющие форму тел вращения (ручки, колонки и т. д.), часто выполняют в кокиле с вертикальным разъемом, раскрывающимся наподобие книги (б). Кокили с вертикальным разъемом часто применяют для получения полых отливок (в). При этом в кокиль заливают металл, делают выдержку до образования корочки (оболочки), затем остальной жидкий металл сливают (выплескивают).
При отливке мелких деталей находят применение многогнездные кокили (г). Их изготовляют с песчаными стержнями и с таким же стержнем, формирующим стояк и литниковую воронку. Это делают для того, чтобы при заливке тонкостенных отливок с протяженной литниковой системой металл не охлаждался и не терял своей жидкотекучести.
Литье под давлением
Литье под давлением позволяет получать наиболее точные отливки из цветных сплавов с наименьшей толщиной стенок. Точность отливки и ее высокое качество обеспечиваются использованием металлических пресс-форм с точной полированной полостью и высоким усилием прессования жидкого металла.
Наибольшее распространение для отливки изделий из алюминиевых и медных сплавов получили машины литья под давлением с так называемой горизонтальной холодной камерой прессования (рис. 2.21.2).
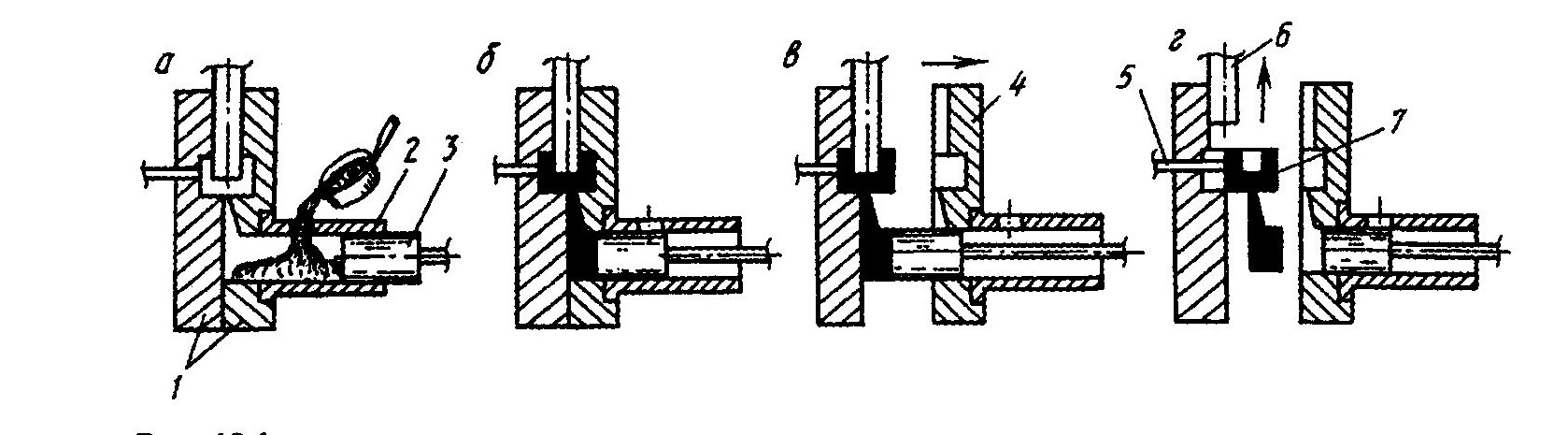
Рис. 2.21.2. Схема работы машины литья под давлением с горизонтальной холодной камерой прессования: а — наполнение камеры металлом; б — запрессовка; в — открытие формы; г — выталкивание отливки из формы; 1 — пресс- форма; 2 — камера прессования; 3 — поршень; 4 — подвижная часть пресс-формы; 5 — толкатель; 6 — стержень; 7 — отливка с литниковой системой.
Порцию металла заливают в камеру прессования (п. 2) через заливочное отверстие. После заливки включают гидросистему, с помощью которой поршень (п. 3) начинает плавное движение влево до перекрытия отверстия. Затем быстрое движение поршни создает большое усилие, запрессовывающее металл в пресс-форму (п. 1), где он затвердевает.
После затвердевания сплава правая часть пресс-формы (п. 4) отходит вправо, поднимается стержень (п. 6) и толкателями (п. 5) отливка с литниковой системой выталкивается из пресс-формы. На этих машинах изготовляются отливки из алюминиевых и медных сплавов, в основном из латуни, например фурнитура для дверей и окон, детали подсвечников, канделябров, бра, люстр, особо ценная мебельная фурнитура и т. п.
Легкоплавкие сплавы (цинковые, оловянно-свинцовые и др.) экономичнее и производительнее отливать на машинах с горячей камерой прессования (рис. 2.21.3).
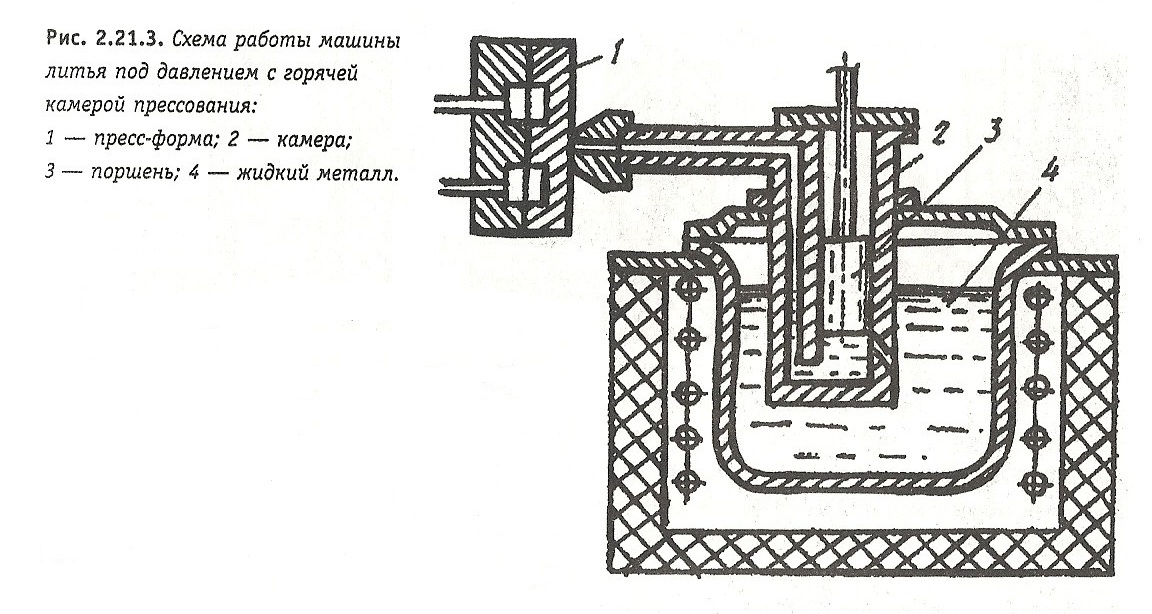
Рис. 2.21.3. Схема работы машины литья под давлением с горячей камерой прессования: 1 — пресс-форма; 2 — камера; 3 — поршень; 4 — жидкий металл.
При подъеме поршня (п. 3) жидкий металл (п. 4), находящийся в обогреваемом тигле, засасывается через отверстие в камеру (п. 2). При опускании поршня металл с большим усилием по каналам запрессовывается в пресс-форму (п. 1). Стоимость пресс-форм очень высока, поэтому такой способ литья применяется только при массовом производстве художественных изделий. На машинах с горячей камерой прессования изготовляются тонкостенные отливки из цинкового сплава, например брелоки с моделями различных автомобилей. Их получают в очень сложных пресс-формах.
Очень часто процесс литья под давлением используется для изготовления относительно простых отливок с несложной линией разъема (значки, медали, накладки и т. п.).
Литье по моделям, полученным методом лазерной стереолитографии
Суть процесса. Этот процесс предназначен для изготовления опытных партий отливок деталей разного назначения. Его используют для медицинских целей и получения художественных изделий.
Лазерная стереолитография (лс) основана на полимеризации, фотоининциированной лазерным излучением, а также излучением ртутных или люминесцентных ламп. В основе этой технологии — создание с помощью инициирующего (например, лазерного) излучения в жидкой реакционноспособной среде активных центров (радикалов, ионов, активированных комплексов), которые взаимодействуя с молекулами мономера, вызывают рост полимерных цепей, т.е. процесс полимеризации. Вследствие полимеризации происходит изменение фазового состояния среды — в обработанной области образуется твердый полимер.
Ocобенности технологического процесса. Технология предусматривает создание трехмерной электронной модели будущей отливки системой CAD,

Рис.2.21.4. Схема установки для изготовления моделей с использованием лазерной стереолитографии.
1 – лазер; 2 – акустико- оптический затвор; 3 – двухкоординатный сканатор; 4-элеватор; 5 – Ёмкость с жидким фотополимером; А – компьютерное моделирование и подготовка данных для систем управления установкой; Б – управляющий компьютер.
которая разбивается на тонкие слои. Затем на лазерной стереолитографической установке эти слои реально воссоздаются и соединяются воедино. В результате выстраивается физический объект в виде мастер-модели из фотополимера для литья по выжигаемым моделям.
Полученная модель с литниковой системой формуется в гипсодинасовой смеси. Форму прокаливают до полного удаления мастер-модели. Для обеспечения высокого качества отливок заливку форм можно производить на установке для центробежного литья. Затем форму разрушают, отделяя литниковую систему и зачищая детали.
Преимущества процесса — резкое (в 5— 10 раз) сокращение времени на разработку и внедрение новых изделий; значительное сокращение времени и средств на технологическую подготовку производства, полное исключение ручного труда при изготовлении мастер-модели; изготовление сложных деталей (моделей) и оснастки, спроектированных в разных САПР; достижение высокой точности изготовляемых отливок.
Схема установки приведена на рис.2.21.4 (техническая характеристика: отклонения размеров моделей не более 0,1 мм; габаритные размеры до 250 х 250x250 мм; масса модели не более 5 кг). Отливки могут быть изготовлены из любого литейного материала.