

ПРАКТИЧНА РОБОТА № 7
Тема: Розрахунок виконавчих розмірів різьбових калібрів.
Мета: Ознайомитись з різьбовими калібрами і навчитися виконувати
розрахунок виконавчих розмірів.
Учбові та наглядні посібники.
Плакат «Калібри різьбові».
Калібри різьбові в металі.
ГОСТ 24997-81 « Калібри для метричної різьби. Допуски».
Зенкин А.С., Петко П.В. Допуски и посадки в машиностроении. Справочник. –К., Техніка. 1981.- 256с.
Допуски и посадки. Справочник. В 2-х частях. В.Д. Мягков, М.А. Полей, А.Б. Реманов, В.А. Брагинский. –Л.: Машиностроение. 1982. Ч.2. 543 с.
Теоретичні відомості.
Різьбові калібри призначені для контролю внутрішньої і зовнішньої різьби по всім параметрами. Метод контролю комплексний – одночасний контроль середнього діаметра, кроку, половини кута профілю, а також внутрішнього і зовнішнього діаметрів різьби шляхом порівняння дійсного контуру різьбової деталі з граничними.
Різьбові калібри бувають:
Калібри-пробки для контролю різьбових отворів.
Прохідні ПР – контролюють різьбу гайки по нижньому граничному контуру повинні згвинчуватися з контролюємої різьбі.
(Згвинчування з гайки означає – приведений середній і зовнішній діаметри різьби гайки не виходять за встановлені найменші граничні розміри).
Непрохідні НЕ – контролюють різьбу гайки по верхньому граничному контуру тільки по середньому діаметру.
( Не повинні згвинчуватися з контролюємої різьби, за виключенням перших двох витків у гайки).
2. Калібри-кільця для контролю зовнішньої різьби або різьбові скоби. Кільце ПР контролює зовнішню різьбу по верхньому граничному контуру. Кільце НЕ – по нижньому граничному контуру.
Контрольні калібри (контр калібри) використовують для перевірки або регулювання (установки) розмірів робочих калібрів-кілець або скоб.
На різьбові пробки (ГОСТ 18107-72) встановлені допуски на всі параметри різьби, тому контр-калібрів для них не виготовляють, а різьбу калібр-пробок контролюють універсальними вимірювальними засобами.
ГОСТ 24997-81 «Калібри для метричної різьби. Допуски.»
В діючому стандарті прийняті наступні позначення розмірів і допусків:
D – номінальний зовнішній діаметр внутрішньої різьби;
D1 - номінальний внутрішній діаметр внутрішньої різьби;
D2 - номінальний середній діаметр внутрішньої різьби;
EI – нижнє відхилення діаметрів внутрішньої різьби;
еs – верхнє відхилення діаметрів зовнішньої різьби;
F1 – відстань між лінією середнього діаметра і вершиною укороченого профілю різьби ( табл. 2, с.9 );
Р – шаг різьби;
dk - номінальний зовнішній діаметр калібр-пробка різьбова ПР;
d2к - номінальний середній діаметр калібр-пробка різьбова ПР;
d1к - номінальний внутрішній діаметр калібр-пробка різьбова ПР;
ZPL –відстань від середнього поля допуску ТPL різьбового прохідного
калібру-пробки до прохідної границі середнього діаметру
внутрішньої різьби (табл. 5, с.14);
ТPL – допуск зовнішнього і середнього діаметру різьбової прохідного
і непрохідного калібр-пробки;
WGO – величина середньо допустимого зношення різьбових прохідних
калібрів-пробок;
Н – висота вихідного трикутника;
WNG – величина середньо допустимого зношення різьбових
непрохідних калібрів-пробок (табл.. 5, с.14);
НР – допуск гладенького контрольного калібр-пробки для гладенького
калібру-скоби і калібр-пробки для контролю зносу гладенького
калібр-кільця або калібр-скоби;
Тd – допуск зовнішнього діаметру зовнішньої різьби;
Тр – допуск кроку різьби калібру.
.
Розрахунок виконавчих розмірів різьбових калібрів виконується по формулах вказаних в табл..11, с.24-25, ГОСТ 24997.
Послідовність виконання розрахунків наступна:
1. Визначаємо номінальні розміри заданої різьби D, мм :
Р – крок різі /3/,табл.4.22, с.141 або додаток А табл. А1
D2, D1, /3/, табл.4.24, с.144 або додаток А табл. А2
2. Визначаємо граничні відхилення діаметрів різьби /2 /,с.230;
/3/, табл.4.29, с.162 або Додаток Б.
3. Визначаємо граничні розміри різьби Dmax , Dmin , D1max , D1min , D2max , D2min.
4. Визначаємо допуски по середньому діаметру різьби отвору:
TD2 = ES – EІ .
5. Визначаємо розміри діаметрів різьби калібру по формулам табл.11, с.24-25 ГОСТ 24997.
5.1 Калібр-пробка різьбова ПР:
- зовнішній діаметр номінал, мм
dk = D + EІD + ZPL граничне відхилення ± ТPL /2 ,
середній діаметр номінал, мм
d2к = D2 + EІD2 + ZPL граничне відхилення ± ТPL /2 .
Границя зношення по d2ПР , мм
d2к знош = D2 + EІD2 + ZPL + WGO ,
внутрішній діаметр номінал, мм
d1к = D1 + EІD1 – Н/6 .
5.2 Калібр-пробка різьбова непрохідна НЕ:
- зовнішній діаметр номінал, мм
dk = D2 + EІD2 + ТD2 + ТPL /2 + 2F1 граничне відхилення ± ТPL ,
середній діаметр номінал, мм
d2к = D2 + EІD2 + ТD2 + ТPL /2 граничне відхилення ± ТPL ,
границя зношення, мм
d2к знош = D2 + EІD2 + ТD2 + ТPL /2 + WNG ,
- внутрішній діаметр номінал, мм
d1к = D1 + EІD1 – Н/6 .
6. Визначаємо граничні відхилення кута бокової сторони профілю різьби калібр-пробки Тd , Додаток В, таблиця В2 (табл.6,с.15ГОСТ24997)
7. Визначаємо допуск кроку різьби калібрів ТР , Додаток В, таблиця В3 (табл. 7, с.16 ГОСТ 24997).
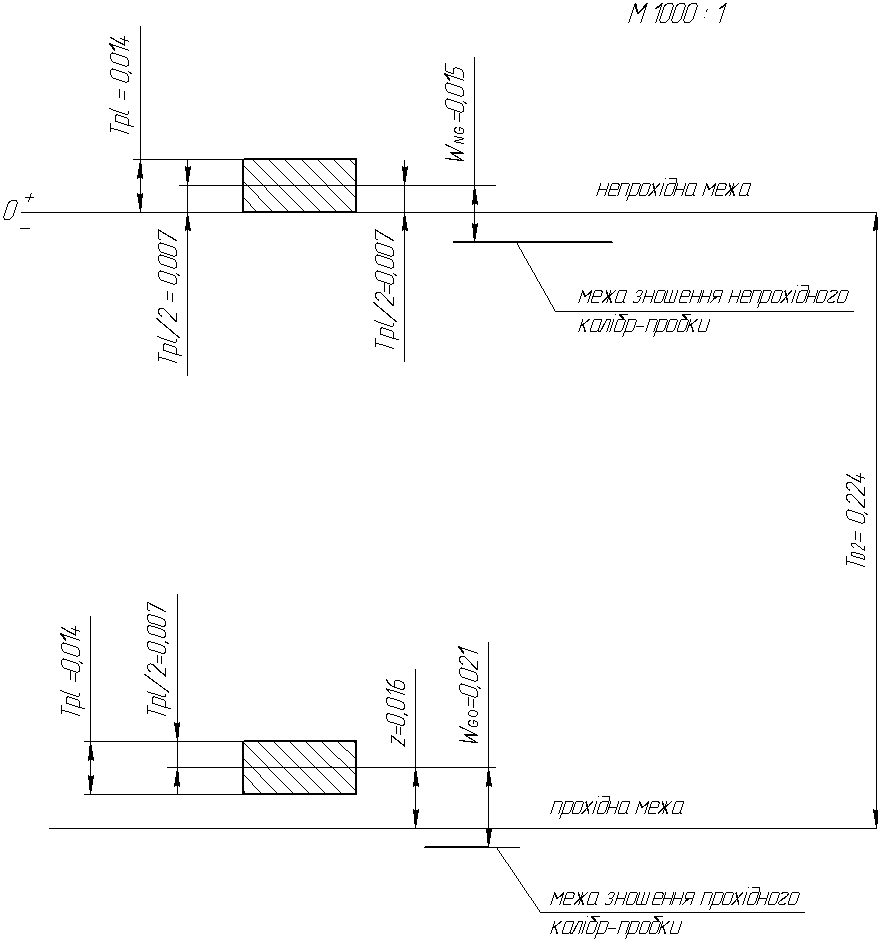
8. Будуємо схему розміщення полів допусків різьбових калібрів по середньому діаметру в масштабі. (див. Додаток В, рисунок В1).
ПРИКЛАД РОЗРАХУНКУ ВИКОНАВЧИХ РОЗМІРІВ .
Завдання. Розрахувати виконавчі розміри калібр-пробки різьбової ПР і НЕ, для контролю різьбового отвору М10-7Н.
Рисунок 1 – Ескіз різьбового отвору.
Визначаємо номінальні розміри заданої різьби.
D= 10 мм
Р=1,5 мм /3/,табл.4.22, с.141 , додаток А табл. А1
α = 60˚,
D2 = D – 1 + 0,026 = 9,026 мм , додаток А табл. А2
D1 = D – 2 + 0,376 = 8,376 мм /3/, табл.4.24, с.144
Визначаємо граничні відхилення діаметрів різьби /2/, с.230 ; /3/,табл.4.29, с.162 додаток Б:
По D ES – не обмежено EІ = 0
По D1 ES= + 0,375 мм EІ = 0
По D2 ES= + 0,224 мм EІ = 0
3. Визначаємо граничні розміри різьби:
Dmax = не обмежено Dmin = 10 мм,
D1max = D1 +ES = 8,376 + 0,375 = 8,751 мм,
D1min = D1 +EІ = 8,376 + 0 = 8,376 мм ,
D2max = D2 +ES = 9,026 + 0,224 = 9,250 мм ,
D2min = D2 +EІ = 9,026 + 0 = 9,026 мм .
Визначаємо допуски по середньому діаметру різьби отвору:
TD2 = ES – EІ = 0,224 – 0 = 0,224 мм.
5. Визначаємо розміри діаметрів різьби калібру по формулам табл. 11, с.24-25 ГОСТ 24997.
5.1 Калібр-пробка різьбова ПР:
- зовнішній діаметр номінал, мм
dk = D + EІD + ZPL , граничне відхилення ± ТPL /2 ,
середній діаметр номінал, мм
d2к = D2 + EІD2 + ZPL , граничне відхилення ± ТPL /2 .
Границя зношення по d2ПР , мм
d2к знош = D2 + EІD2 + ZPL + WGO ,
- внутрішній діаметр номінал, мм
d1к = D1 + EІD1 – Н/6,
де ZPL = 0,016 мм –відстань від середнього поля допуску ТPL різьбового прохідного калібру-пробки до прохідної границі середнього діаметру внутрішньої різьби. Додаток В таблиця В1 або табл. 5, с.14 ГОСТ 24997;
ТPL = 0,014 мм – допуск зовнішнього і середнього діаметру різьбової прохідного і непрохідного калібра-пробки. Додаток В таблиця В1 або табл. 5, с.14 ГОСТ 24997;
WGO = 0,021 мм – величина середньо допустимого зношення різьбових прохідних калібрів-пробок. Додаток В таблиця В1 або табл. 5, с.14 ГОСТ 24997;
Н=0,866·Р =1,299 мм – висота вихідного трикутника.
Тоді
dk = 10+0+0,016 = 10,016 ± 0,007 мм,
d2к = 9,026 + 0 + 0,016 = 9,042 ± 0,007 мм,
d2к знош = 9,026 + 0 + 0,016 + 0,021 = 9,063 мм,
d1к = 8,376 + 0 – 1,299/6 = 8,160 мм.
5.2 Калібр-пробка різьбова непрохідна не :
- зовнішній діаметр номінал, мм
dk = D2 + EІD2 + ТD2 + ТPL /2 + 2F1 , граничне відхилення ± ТPL ,
- середній діаметр номінал, мм
d2к = D2 + EІD2 + ТD2 + ТPL /2 , граничне відхилення ± ТPL ,
- границя зношення, мм
d2к знош = D2 + EІD2 + ТD2 + ТPL /2 + WNG ,
- внутрішній діаметр номінал, мм
d1к = D1 + EІD1 – Н/6,
де F1 = 0,1·Р =0,1 ·1,5 = 0,150 мм – відстань між лінією середнього діаметру і вершиною укороченого профілю різьби;
WNG = 0,015 мм –величина середнього допустимого зношення різьбових непрохідних калібрів-пробок, Додаток В таблиця В1 (табл.5, с.14 ГОСТ 24997).
Тоді
dk = 9,026 + 0+ 0,224 + 0,014/2 + 2 ∙ 0,15 = 9,557 ± 0,007 мм
d2к = 9,026 + 0 + 0,224 + 0,014/2 = 9,257± 0,007 мм
d2к знош = 9,026 + 0 + 0,224 + 0,014/2 – 0,015 = 9,242 мм
d1к = 8,376 + 0 – 1,299/6 = 8,160 мм.
Виконавчі розміри:
dk = 9,557± 0,007 мм,
d2к = 9,257± 0,007 мм ,
d1к = 8,160 мм ,
d2к знош = 9,242 мм.
6. Визначаємо граничні відхилення кута бокової сторони профілю різьби калібр-пробки Додаток В таблиця В2 (табл. 6, с.15 ГОСТ 24997):
Тα/2 = 12΄ , тобто 30˚±12΄.
7. Визначаємо допуск кроку різьби калібрів Додаток В таблиця В3 (табл. 7, с.16 ГОСТ 24997).
ТР = 0,005 мм.
8. Будуємо схему розміщення полів допусків різьбових калібрів по середньому діаметру в масштабі (див. Додаток В рис.В1).
9. Розміри калібрів визначаються по ГОСТ 24997.
Завдання до практичної роботи № 7
Таблиця – Номінальні розміри різьбового отвору
-
№ варіанта
Номінальні розміри різьбового отвору D
1
M 20-7G
2
M 22-7H
3
М12-6Н
4
M 24-7H
5
M 39х1-6H
6
M 36х2-6H
7
M 30х3-5H
8
M 20-6Н
9
M 36х3-7H
10
M 16х1,5-6H
11
M 6-6H
12
M 24х2-7Н
13
M 12х1,25-5H
14
M 30х1,5-7H
15
M 16х1-6H
16
M 16-6G
17
M 20-8G
18
M 20х1-7G
19
M 8х1-6H
20
M 8-6Н
21
M 36х3-6H
22
M 24-7H
23
M 24-8H
24
M 12-6H
25
M 10х1-6H
26
M 12-7H
27
M 10-7H
28
M 27х2-5H
29
M 16х1-5H
30
M 16-7H
Список використаних джерел