

ГОСТ 24997-81 « Калібри для метричної різьби. Допуски».
Зенкин а.С., Петко п.В. Допуски и посадки в машиностроении. Справочник. –к.: Техніка. 1981.- 256с.
Допуски и посадки. Справочник. В 2-х частях. В.Д. Мягков, М.А. Полей, А.Б. Реманов, В.А. Брагинский. –Л.: Машиностроение. 1982. Ч.2. 543 с.
Додаток в
Таблиця В 1 - Допуски і величини, що визначають положення полів допусків і границя зносу
Тd2 ; ТD2 |
ТR |
ТPL |
ТCP |
m |
ZR |
ZPL |
WGO |
WNG |
||
Калібр |
Калібр |
|||||||||
кільце |
пробка |
кільце |
пробка |
|||||||
Св. 24 до 50 |
8 |
6 |
6 |
10 |
-4 |
0 |
10,0 |
8,0 |
7,0 |
6,0 |
Св. 50 до80 |
10 |
7 |
7 |
12 |
-2 |
2 |
12,0 |
9,5 |
9,0 |
7,5 |
Св. 80 до 125 |
14 |
9 |
8 |
15 |
2 |
6 |
16,0 |
12,5 |
12,0 |
9,5 |
Св. 125 до 200 |
18 |
11 |
9 |
18 |
8 |
12 |
21,0 |
17,5 |
15,0 |
11,5 |
Св. 200 до 315 |
23 |
14 |
12 |
22 |
12 |
16 |
25,5 |
21,0 |
19,5 |
15,0 |
Св. 315 до 500 |
30 |
18 |
15 |
27 |
20 |
24 |
33,0 |
27,0 |
25,0 |
19,0 |
Св. 500 до 710 |
38 |
22 |
18 |
33 |
28 |
32 |
41,0 |
33,0 |
31,0 |
23,0 |
Св. 710 до 900 |
48 |
28 |
22 |
40 |
38 |
42 |
50,0 |
40,0 |
38,0 |
28,0 |
різьбових калібрів( табл.5 ГОСТ 24997), мкм.
Таблиця В2 – Граничні відхилення кута нахилу бокової сторони профілю різьби калібрів
( табл. 6 ГОСТ 24997) .
Р, мм |
Тα1 ------- 2 |
Тα2 ------- 2 |
Р,мм |
Тα1 ------- 2 |
Тα2 ------- 2 |
||||
Ступінь точності різьби |
Ступінь точності різьби |
||||||||
2 |
3-10 |
2 |
3-10 |
2 |
3-10 |
2 |
3-10 |
||
0,20 |
--- |
60' |
-- |
60' |
1,25 |
8 |
13 |
8 |
16 |
0,25 |
--- |
48 |
-- |
48 |
1,50 |
8 |
12 |
8 |
16 |
0,30 |
--- |
40 |
--- |
40 |
1,75 |
7 |
11 |
7 |
16 |
0,35 |
--- |
35 |
--- |
35 |
2,00 |
7 |
10 |
7 |
14 |
0,40 |
--- |
31 |
--- |
31 |
2,50 |
6 |
10 |
6 |
14 |
0,45 |
--- |
26 |
--- |
26 |
3,00 |
6 |
9 |
6 |
13 |
0,50 |
--- |
25 |
--- |
25 |
3,50 |
--- |
9 |
--- |
12 |
0,60 |
--- |
21 |
--- |
21 |
4,00 |
--- |
8 |
--- |
11 |
0,70 |
--- |
18 |
--- |
18 |
4,50 |
--- |
8 |
--- |
11 |
0,75 |
--- |
17 |
--- |
17 |
5,00 |
--- |
8 |
--- |
11 |
0,80 |
12' |
16 |
12' |
16 |
5,50 |
--- |
8 |
--- |
10 |
1,00 |
10 |
15 |
10 |
15 |
6,00 |
--- |
8 |
--- |
10 |
Таблиця В3 - Допуск кроку різьби калібрів ( табл. 7 ГОСТ 24997).
Довжина різьби робочої частини калібрів: 3·Р, мм |
ТР , мкм, для різьби ступеня точності |
|
2 |
3 – 10 |
|
До 12 |
3 |
4 |
Вище 12 до 32 |
4 |
5 |
Вище 32 до 50 |
5 |
6 |
Вище 50 до 80 |
6 |
7 |
Розташування полів допусків середнього діаметра калібрів для
контролю внутрішньої різьби по ГОСТ 16093-81, ГОСТ 4608-81,
ГОСТ 24834-81, ГОСТ 11709-81
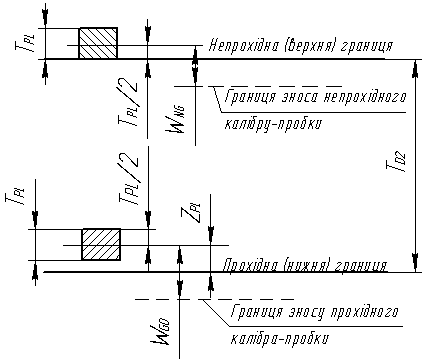
Рисунок В 1 – Схема розташування полів допусків різьбового
калібру-пробки.
Додаток А
Таблиця А1 – Різьба метрична з крупним кроком. Діаметри і кроки, мм
по ГОСТ 8724-81.
Зовнішній діаметр різьби d для ряда |
Крок різьби Р |
Зовнішній діаметр різьби d для ряда |
Крок різьби Р |
||
1 |
2 |
1 |
2 |
||
0,25 |
--- |
0,075 |
4 |
--- |
0,7 |
0,3 |
--- |
0,08 |
--- |
4,5 |
(0,75) |
--- |
0,35 |
0,09 |
5 |
--- |
0,8 |
0,4 |
0,45 |
0,1 |
6 |
-- |
1 |
0,5 |
0,55 |
0,125 |
8 |
--- |
1,25 |
0,6 |
--- |
0,15 |
10 |
--- |
1,5 |
--- |
0,7 |
0,175 |
12 |
--- |
1,75 |
0,8 |
--- |
0,2 |
16 |
14 |
2 |
--- |
0,9 |
0,225 |
20 |
18; 22 |
2,5 |
1; 1,2 |
1,1 |
0,25 |
24 |
27 |
3 |
--- |
1,4 |
0,3 |
30 |
33 |
3,5 |
1,6 |
1,8 |
0,35 |
36 |
39 |
4 |
2 |
--- |
0,4 |
42 |
45 |
4,5 |
2,5 |
2,2 |
0,45 |
48 |
52 |
5 |
3 |
--- |
0,5 |
56 |
(60) |
5,5 |
--- |
3,5 |
(0,6) |
64 |
68 |
6 |
Примітка: 1. При виборі діаметрів різьби слід віддавати перевагу 1-му
ряду перед 2-м.