

Практические рекомендации



Фрезерование с малой шириной контакта характеризуется высокой скоростью резания, vc, большей осевой глубиной резания, ap, но крайне малой шириной резания, ae, и невысокой подачей на зуб, fz. Для процесса являются определяющими
Факторы
Небольшая толщина стружки
Небольшая длина прохода
Эффект
Снижение усилий резания/отжима инструмента
Снижение температуры в зоне резания
Преимущества
Увеличение глубины резания
Повышение скорости резания
Трохоидальное фрезерование
Область применения
Первый выбор для обработки при повышенном риске возникновения вибраций; применяется для чернового фрезерования комбинированных выборок, карманов и пазов.
Определение Трохоидальное фрезерование может быть охарактеризовано как круговое фрезерование с одновременным линейным перемещением. Фреза снимает повторяемые "слои“ материала за счет последовательных спиральных проходов в радиальном направлении.
Этот метод предъявляет повышенные требования к программированию и возможностям станка.
Инструмент входит и выходит из резания по круговой траектории с небольшим радиальным шагом, w. При этом:
Контролируемая величина осевого контакта инструмента ведет к уменьшению усилий резания и позволяет повысить глубину резания.
Используется вся длина режущей кромки, что позволяет равномерно распределить температуру и износ и ведёт к повышению стойкости в сравнении с традиционным фрезерованием.
Вследствие малой ширины контакта возможно применение инструмента с большим количеством режущих кромок, позволяющего увеличить подачу без риска уменьшения стойкости.
Максимальная ширина фрезерования, ae, не должна превышать 20% от диаметра фрезы.


ap ≤ 2 x Dc
ae = небольшая
vf = высокая
vc = до 10 раз выше, чем при традиционных методах обработки
Для паза шириной менее 2 x Dc
Программируется один непрерывный спиральный проход в радиальном направлении для формирования профиля или паза. При этом значение подачи является постоянной величиной, а радиальная глубина резания - переменной. Время, которое инструмент находится вне резания, равно 50% от общего времени цикла.
Рекомендации 1) Радиальная глубина резания постоянно меняется и при наибольшем погружении инструмента является даже большей, чем программируемый шаг перемещения, w. 2) Большое значение имеют диаметр фрезы, который не должен составлять менее 70% ширины паза, и шаг перемещения в радиальном направлении, w, меньше или равный 10% от Dc. 3) При постоянной подаче на зуб, подача центра инструмента, vf, отличается от подачипереферийной части инструмента, vfm. Если в программе базовым значением задается подача центра инструмента, то подачу периферийной части необходимо определить путём расчёта.


Параметры резания
Максимальный диаметр фрезы Dc = 70% ширины паза
Шаг w = макс. 10% Dc
Максимальная ширина. ae = 20% Dc
Осевая глубина резания ap = до 2 x Dc
Начальное значение подачи на зуб fz = 0.1 мм
Расчётное значение подачи vf
Практические примеры использования трохоидального фрезерования
1 – узкая канавка – Inconel 718 (44HRC)


По сравнению со стандартной обработкой пазов и плунжерным фрезерованием, трохоидальный метод обеспечивает большую стабильность процесса, стойкость и снижение затрат на инструмент. Поэтому фреза диаметром 8 мм была заменена на фрезу диаметром 12 мм.
Для пазов шире 2 x Dc
Спиральный проход, аналогичный обработке узких пазов, при которой 50% времени затрачивается на вывод инструмента из резания, может быть оптимизирован за счёт увеличения ширины прохода:
1. Вход в резание – программируемый радиус (radm) = 50% от Dc.
2. G1 с ae = 0.1 x Dc.
3. Выход из резания – программируемый радиус (radm) = 50% от Dc.
4. Быстрое перемещение в начальные координаты для старта следующего прохода. 5. Повтор цикла.


Параметры резания
Радиальная глубина
– CoroMillPlura ae = 10% Dc
– CoroMill 390/490 ae = 20% Dc
Осевая глубина резания ap = до 2 x Dc
Начальное значение подачи на зуб fz = 0.1 мм
Подача в углу radfv = 0.5 x G1
2 – Широкий паз – Фрезерование волнообразного профиля на фланцах
Количество пазов/деталей 8
Ширин 45 mm
Глубина 16 mm
Толщина 4 mm


Инструмент 1 – CoroMill 390 – Ø 16 мм
R390-016A16-11H R390-11T308M-PL 1030


Инструмент 2 – CoroMillPlura – Ø 12 мм
R216.24-12050AK26P 1620
a) Нержавеющая сталь – 316

б) Жаропрочный сплав – Inconel 718 (44 HRC)

CoroMill® 390 против CoroMill® Plura
Фреза CoroMill 390 способна обрабатывать нержавеющую сталь на 140% быстрее чем CoroMillPlura. При обработке нержавеющих сталей CoroMill 390 исключает возможность пакетирования стружки в канавках, что позволяет для быстрого радиального прохода шириной ae, увеличить значение подачи на зуб, fz, по сравнению с CoroMillPlura.
Обработка жаропрочных сплавов – CoroMillPlura на 120% быстрее в сравнении с CoroMill 390. Для более прочного сплава стабильность обработки была обеспечена за счет применения фрезы CoroMillPlura с большим количеством зубьев и углом подъёма винтовой канавкиp.
Фрезерование с малой шириной контакта – обработка в углах

Область применения
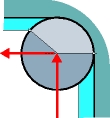
Фрезерование с малой шириной контакта - это получистовая операция используемая для снятия припуска в углах, который невозможно снять инструментом большего диаметра, примененного для предварительной обработки. Определение
В отличие от трохоидального фрезерования не требуется входа в резание по касательной, так как процесс резания начинается с нулевого значение припуска, которое в середине резания достигает максимума и затем вновь уменьшается вплоть до нуля. Многопроходная стратегия успешно применяется для эффективного съёма металла, обеспечивает постоянно малое значение радиального заглубления/угла в плане и низкие усилия резания.
Рекомендации: Уменьшение подачи в углах:
Так же как и при контурной обработке радиуса значение подачи центра инструмента, vf должно быть уменьшено по сравнению с подачейпериферийной части инструмента, vfm, для обеспечения постоянной величины подачи на зуб.
В отличие от линейного резания при высокой подаче глубина резанияможет превысить допустимое значение. Это зависит от диаметра круговой траектории перемещения фрезы по отношению к радиусу угла.
Тем не менее разница между диаметром круговой траектории перемещения фрезы, Dvf, и диаметром отверстия, Dm, по мере приближения к окончательному размеру угла постоянно увеличивается. Это означает, что для каждого прохода необходимо последовательно уменьшать подачу.
Процесс становится менее стабильным, возникают вибрации.
Для успешного применения метода обработки в углах необходим станок с хорошей динамической стабильностью и функцией контроля за снижением подачи центра инструмента.

Фрезерование с малой шириной контакта
Встречное фрезерование

Dvf и vf постоянно уменьшается для каждого прохода

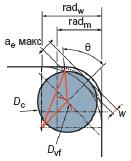
w = шаг radm = окончательный радиус профиля radw = начальный радиус профиля
Параметры резания
Типичные значения для фрезы CoroMillPlura R216.24-xxx50-xxKxxP
Максимальный диаметр фрезы Dc = 1.75 x radm
Радиальное перекрытие w = 10% Dc
Осевая глубина резания ap = до 2 x Dc
Начальное значение подачи на зуб fz = 0.1 мм
Скорость резания – приблизительно в 3-6 раз выше обычных рекомендаций.
Для одинаковых начального и конечного радиусов количество проходов варьируется в зависимости от величины угла. Для обработки в углах величиной 60˚ хорошим решением является плунжерное фрезерование с использованием фрезы CoroMill 390 или плунжерного сверла.
Величина угла


Соответствующие видео
Трохоидальное фрезерование
Послойное фрезерование в углах
Трохоидальное фрезерование - рекомендации (eng)