

Обработка пазов концевыми фрезами
Выбор инструмента
Практические рекомендации

Концевые фрезы выбираются для обработки коротких, не глубоких и, главным образом, закрытых пазов и канавок. Хорошим примером является шпоночный паз. Концевыми фрезами возможна обработка следующего типа канавок:
прямолинейных, изогнутых и расположенных под углом
с шириной, превышающей диаметр предполагаемой для обработки фрезы.
Обработку пазов большей глубины в тяжёлых условиях рекомендуется выполнять длиннокромочными фрезами.
Выбор инструмента
Концевые и длиннокромочные фрезы

*Фрезерование с врезанием под углом является хорошим методом для обработки закрытых пазов
Практические рекомендации
Советы по применению
Используйте концевые фрезы с позитивной геометрией с высоким периодом стойкости с закреплением в высокоточных патронах.
Старайтесь минимизировать расстояние от патрона до режущей кромки, то есть работать с наименьшим вылетом.
При работе инструментом с большим вылетом работайте с небольшой глубиной резания, но с большой подачей.
Назначайте подачу на зуб с учетом рекомендаций по толщине срезаемой стружки. Используйте фрезы с крупным шагом во избежание образования слишком тонкой стружки. Так как это может привести к возникновению вибраций, ухудшению чистоты обработанной поверхности и образованию заусенцев.
Используйте фрезу максимально возможного диаметра, для того чтобы обеспечить стабильность процесса резания.
Следует отдавать предпочтение встречному фрезерованию.
Необходимо обеспечить надлежащие условия эвакуации стружки из канавки. Используйте для этих целей сжатый воздух.
Наивысшую стабильность обработки обеспечивает соединение CoromantCapto.
Обработка канавок концевыми фрезами

Обработка паза, также называемая трехсторонним фрезерованием, подразумевает формирование трех поверхностей.
Пазы, закрытые с обоих концов, требуют применения фрез, способных работать с осевой подачей. Более подробно о методах обработки карманов.
Обработка паза на полную глубину концевой фрезой непростая операция. Глубина резания в осевом направлении, как правило, должна составлять 70% длины режущей кромки. При выборе метода обработки паза необходимо учитывать характеристики станка по жесткости и условия эвакуации стружки.
Концевые фрезы чрезвычайно чувствительны к колебаниям усилий резания.
Поэтому риск возникновения отклонений инструмента и вибраций зачастую являются ограничивающими параметрами, особенно при фрезеровании с большими скоростями и с большим вылетом.
Обработка шпоночных пазов

Обработка шпоночного паза за два прохода.
Для операций обработки закрытого шпоночного паза существуют специальные рекомендации, в дополнение к общим рекомендациям по обработке плоскостей и пазов.
Направление сил резания и отжим инструмента при фрезеровании закрытого шпоночного паза не позволяют получить точного прямоугольного сечения.
Точность обработки может быть повышена, если использовать фрезу несколько меньшего диаметра и обрабатывать паз за два прохода:
1. Профрезеровать шпоночный паз на полную глубину начерно.
2. Профрезеровать паз по контуру, применив метод встречного фрезерования и обеспечив, таким образом, перпендикулярность стенок.
На чистовых этапах обработки необходимо работать с небольшой глубиной резания, чтобы минимизировать отжим инструмента, что является определяющим фактором качества обработанной поверхности и геометрической точности паза (угол в 90°).
Методы расфрезеровывания закрытых пазов или карманов в цельной заготовке

Наиболее распространенным методом обработки длинного и узкого паза является врезание под углом со сверлением предварительного отверстия. При обработке неглубоких пазов хорошей альтернативой является фрезерование с осевой подачей. Фрезерование методом круговой интерполяции с врезанием подойдет для обработки широких пазов и карманов.
Сравнение трёх методов фрезерования
Традиционное фрезерование паза

+ Осуществляется на трёхкоординатном станке
+ Высокая скорость снятия материала в стабильных условиях обработки
+ Простота программирования
+ Широкий выбор инструмента
– Высокие радиальные усилия
– Риск возникновения вибраций – глубокие пазы следует обрабатывать за несколько проходов
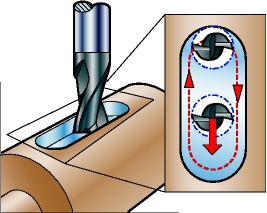
Трохоидальное фрезерование

+ Низкие радиальные усилия
–меньшая склонность к вибрациям
+ Минимальный отжим инструмента при фрезеровании глубоких пазов
+ Производительный метод фрезерования:
при обработке закаленных сталей и жаропрочных сплавов (ISO H и S)
в условиях, способствующих возникновению вибраций
+ Максимальная ширина паза должна составлять 70% от диаметра фрезы, Dc
+ Хорошие условия эвакуации стружки
+ Образование меньшего количества тепла
– Сложное программирование
Плунжерное фрезерование

+ Альтернативный метод для борьбы с вибрациями:
при большом вылете инструмента
при обработке глубоких пазов
при недостаточной жесткости станка или наладки
– Невысокая производительность в стабильных условиях
– Требует периодического вывода фрезы в процессе резания и оставляет необходимость в последующей чистовой обработке
– Фрезерование концевыми фрезами часто сопряжено с трудностями при эвакуации стружки – Ограниченный выбор инструмента
Черновая обработка паза длиннокромочными фрезами
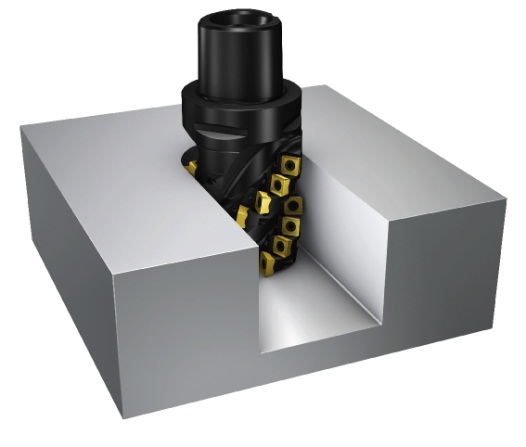
Фрезы, способные эффективно удалять большие объемы металла, как правило, рекомендуются для черновых этапов обработки.
Фрезы с небольшим вылетом могут обрабатывать паз на полную глубину и ширину в стабильных условиях резания.
Для таких операций выбирайте станки с 50 конусом, так как работа фрез данного типа сопровождается высокими радиальными усилиями резания.
Довольно часто ограничивающим фактором являются недостаточно высокие характеристики станка по мощности и передаваемому моменту.
Для создания оптимальных условий резания выбирайте соответствующий шаг фрезы


Длиннокромочные фрезы удлиненного исполнения, в основном, предназначены для обработки по контуру.