

Указания по заполнению отдельных граф технологических документов
1. Основные надписи технологических документов, их форму и порядок заполнения граф определяет ГОСТ 3.110З-74.
2. Заполнение маршрутных и операционных карт производится в соответствии с общими требованиями к текстовый документам, приведенными в ГОСТ 3.1104-74.
3. Правила оформления основных технологических документов общего назначения изложены в ГОСТ 3.1105-74.
4. Во всех технологических и конструкторских документах не заполняются дополнительные графы по ГОСТ 2.104-68, предназначенные для архивного учета документации на производстве. Не заполняются также графы основной надписи по ГОСТ 3.1103-70, например, графы для внесения изменений, «Обозначение документа по ГОСТ», «Технологический шифр по ГОСТ», «Обозначение» и т.д. В маршрутной карте не указывается номер цеха и номер участка, инвентарный номер оборудования.
5. В графе «Оборудование» записывают для каждой операции наименование станков и их обозначение.
6. Указания по заполнению графы «Наименование и содержание операции» приведены в соответствующем разделе.
7. В графе «Коэффициент штучного времени» указывается коэффициент, устанавливающий величину изменения штучного времени при многостаночном обслуживании. Расценки в карте даны за 100 деталей.
В соответствии с ГОСТ 3.1118-82 при заполнении маршрутной карты информацию о технологическом процессе в нее заносят построчно, причём каждой строке присваивается определённый служебный символ, зависящий от содержания информации. Служебные символы условно выражают состав информации в строке и предназначены для её обработки средствами автоматизации.
Для единичных технологических процессов, выполняемых с применением методов механической обработки, в зависимости от вида описания технологических процессов для маршрутных карт формы 1(первый лист) и 1а (последующие листы) используется следующая очередность заполнения строк по служебным символам:
при маршрутном описании – М01, М02, А, Б, О, Т;
при операционном описании – М01, М02, А, Б.
В маршрутной карте в строку с символом МО1 записывают наименование, сортамент, размер и марку материала, обозначение стандарта. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/». Например: Круг В22 ГОСТ 2590-71/45 ГОСТ 1050-71
В строку с символом МО2 записывают следующее:
МД - масса детали;
Н. расх - норма расхода материала;
КИМ - коэффициент использования материала;
профиль и размеры исходной заготовки (габаритные размеры);
КД - количество деталей, изготавливаемых из одной заготовки;
МЗ - масса заготовки.
В строку с символом А записывают:
номер операции;
•код операции, наименование операции (допускается код oneрации не указывать).
В строку с символом Б записывают:
модель оборудования;
Р - разряд работы, необходимой для выполнения операции;
УТ - код условий труда (допускается не указывать);
КР - количество рабочих, занятых при выполнении операции;
Tпз - норма подготовительно-заключительного времени на операцию;
ТШТ — норма штучного времени на операцию.
Формы применяемых на различных предприятиях машиностроения маршрутных карт могут отличаться в зависимости от того, как расположено поле подшивки этих форм – вертикально или горизонтально. Однако содержание помещенной в них информации остается одинаковым.
Приложение Е
Вариант технологического процесса обработки детали «фланец»:
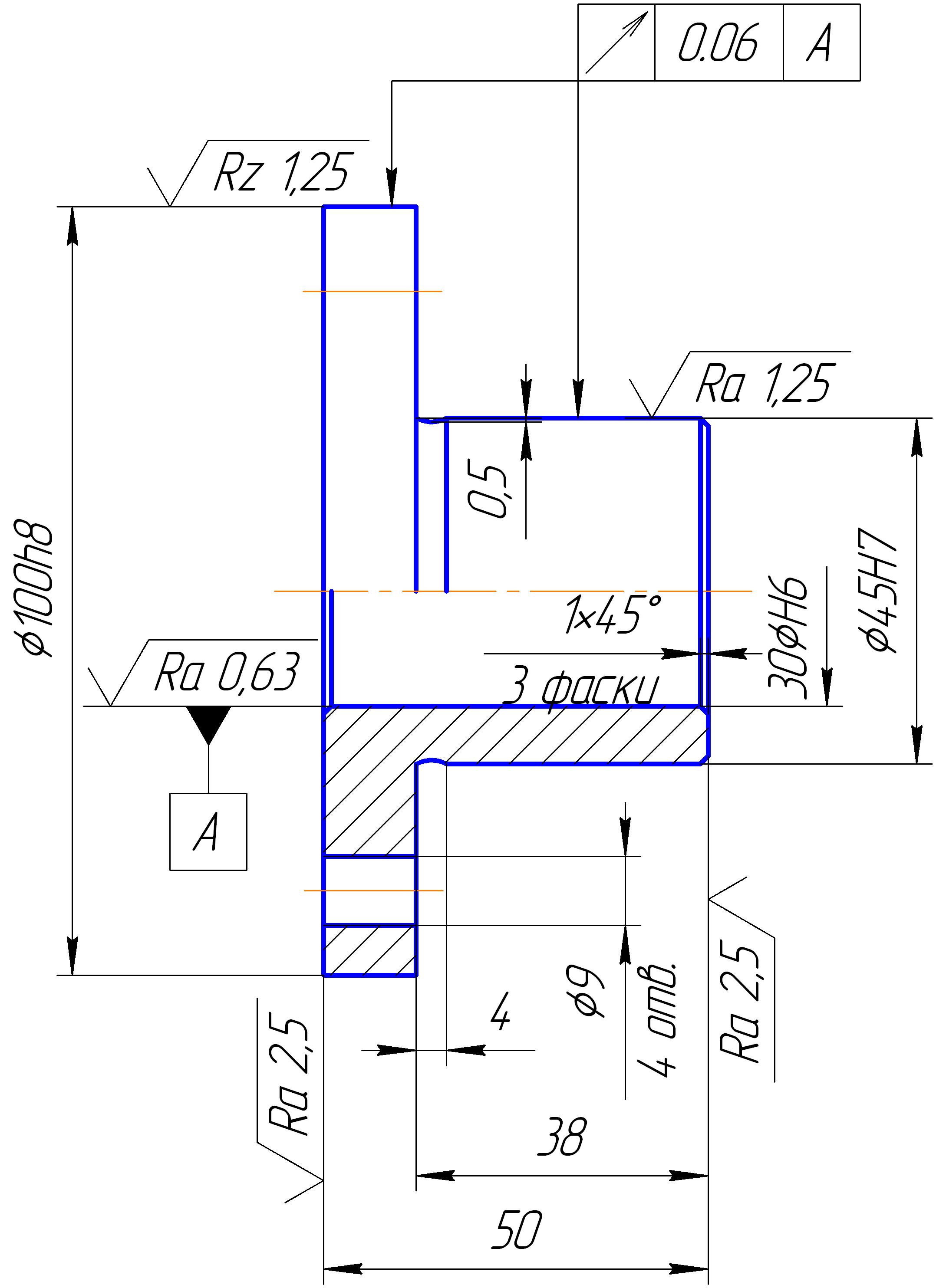
Рис. 1 Эскиз детали «фланец»
Маршрут обработки детали
-
Наименование
операции
Вариант
технологического процесса
Операция 005
Отрезная
Операция 010
Токарная
Операция 015
Токарная
Операция 020
Слесарная
Операция 025
Сверлильная
Операция 030
Термическая
Операция 035
Внутришлифовальная
Операция 040
Круглошлифовальная
Фрезерно-отрезной станок
6641
Токарно-винторезный
станок 16К20
Токарно-винторезный
станок 16К20
Верстак слесарный
Настольно-сверлильный
станок МН18Н
Внутришлифовальный станок 3К227А
Круглошлифовальный
Станок 3М153