

7.3 Выбор оборудования, технические характеристики и основные нормы точности станков
Обработку проводим на скоростном прецизионном обрабатывающем 5-ти координатном фрезерном центре нового поколения HA-5AX7AB/B, который предназначен для комплексной обработки сложных корпусных и базовых деталей из черных, цветных металлов и сплавов (рис.7.3.1)
Таблица7.3.1 – Основные характеристики обрабатывающего центра HA-5AX7AB/B
|
Технические характеристики |
Ед. изм |
HA-5AX7АВ |
НА-5АХ7В |
|
Перемещение по оси Х |
мм |
600 |
800 |
|
Перемещение по оси Y |
мм |
400 |
550 |
|
Перемещение по оси Z |
мм |
400 |
600 |
|
Поворот оси С |
○ |
360 |
360 |
|
Поворот оси В |
○ |
110 |
110 |
|
Расстояние от торца шпинделя до поверхности стола |
мм |
15-415 |
15-615 |
|
Диаметр стола |
мм |
520 |
520 |
|
Максимальная нагрузка на стол |
кг |
120 |
120 |
|
Тип шпинделя |
|
IBAG |
IBAG |
|
Максимальная скорость шпинделя |
Об./мин |
36000 |
36 000 |
|
Рабочая скорость шпинделя |
Об./мин |
100 – 36000 |
100 – 36 000 |
|
Конус шпинделя |
|
HSK E50 |
HSK E50 |
|
Мощность главного привода |
кВт |
20 |
20 |
|
Ускоренное перемещение по осям X/Y/Z |
Мм/мин |
20000 |
20000 |
|
Ускоренное перемещение по осям C и В |
Об/мин |
16/11 |
20/60 |
|
Тип привода осей В и С |
|
Червячный |
Прямой высокомоментный |
|
Количество инструментов в инструментальном магазине |
|
16 |
16 |
|
Требования к источникам питания |
кВт |
40 |
55 |
|
Давление воздуха |
Кг/см2 |
6 |
6 |
|
Габаритные размеры станка |
мм |
2685х2900х3130 |
2685х2900х3130 |
|
Масса станка |
кг |
8000 |
9000 |
Производительность современных центров 5...7 раз превышает производительность обрабатывающих центров старого поколения. Станки оснащаются системой ЧПУ Fanuc и электроприводами другими комплектующими ведущих мировых производителей.

Рисунок 7.3.1 – Внешний вид станка HA-5AX7AB/B
7.4 Выбор крепежных приспособлений Устройство приспособления
Универсально-сборные приспособления (УСП, УСПО) эффективны в условиях единичного, мелкосерийного и серийного неустановившегося производства. Эти приспособления собирают из заранее изготовленных взаимозаменяемых закаленных до высокой твердости элементов. Приспособление не требует предварительного проектирования, для его сборки достаточно предоставить схему базирования и закрепления заготовки с обозначением мест обработки.
Р азновидность
универсально-сборных приспособлений
УСПО-16 обладает по сравнению с УСП
повышенной точностью и жесткостью. Если
в УСП взаимное базирование элементов
производится по сетке Т-образных пазов,
то в УСПО-16 эту функцию выполняет сетка
базирующих отверстий диаметром 12Н7 с
шагом 40±0,01
мм и мерной глубиной 12+0,1
мм. Элементы снабжены также сеткой
крепежных отверстий М16 и М20.
азновидность
универсально-сборных приспособлений
УСПО-16 обладает по сравнению с УСП
повышенной точностью и жесткостью. Если
в УСП взаимное базирование элементов
производится по сетке Т-образных пазов,
то в УСПО-16 эту функцию выполняет сетка
базирующих отверстий диаметром 12Н7 с
шагом 40±0,01
мм и мерной глубиной 12+0,1
мм. Элементы снабжены также сеткой
крепежных отверстий М16 и М20.
П
Рисунок 1 –
Соединение элементов УСПО-16
При стягивании элементов между собой винтами 5 между цангами и отверстиями возникает натяг, благодаря которому и обеспечивается повышенные показатели жесткости и точности приспособлений УСПО-16 по сравнению с традиционными УСП. Одновременно возникает гарантия идентичности нескольких одновременно работающих приспособлений, что особенно важно при многоместных накопителях столов-спутников в условиях гибких производственных систем.
Комплекты УСПМ подобны комплектам УСП, но одновременно являются механизированными за счет использования встроенных в базовые плиты гидравлических цилиндров. Диаметр поршня гидроцилиндра равен 60 мм, что при гидравлическом давлении в 15 МПа позволяет получить усилие на штоке в 42 кН. Гидравлический привод осуществляют от гидростанций или пневмогидроусилителей.
Приспособления, собранные из элементов УСПО-16, также могут быть оснащены гидравлическими зажимами, способными сохранять силу зажатия в отключенном от источника питания состоянии.
К универсальным приспособлениям относятся токарные патроны, тиски, некоторые виды кондукторов, делительные устройства, столы и др. Зажимающие элементы универсальных приспособлений подвергают наладке, регулировке, иногда в них встраивают специализированные устройства.
Обязательно нужно оценить, насколько велики деформации от сил закрепления. Для уменьшения деформаций должны быть использованы правильные схемы базирования и закрепления. Силы зажима в обязательном порядке должны быть направлены на опоры, сама величина сил не должна быть излишней и обуславливаться надежностью закрепления.
В качестве основного зажима заготовки используем клиновые зажимы.
Клиновые зажимы используют в качестве промежуточных звеньев в сложных зажимных системах в сочетании с другими элементарными зажимами. Положительными сторонами клиновых зажимов являются компактность, простота в изготовлении и обслуживании, самоторможение при малых углах клина, возможность увеличивать силу закрепления в сравнении с силой привода, изменение направления усилия. Последнее качество может решить проблемы уменьшения одного из размеров приспособления.
Торцовые (боковые) прижимы
Прижимы MYB 3031 и MYB 4041 позволяют быстро и надежно закрепить заготовку используя торцовый способ крепления. При этом способе прижимы не мешают производить обработку, поскольку находятся вне зоны резания.
|
|
MYB 3031 Вес: 2800 гр. Ширина: 54 мм.
|
|
|
MYB 4041 Вес: 2800 гр. Ширина: 54 мм.
|
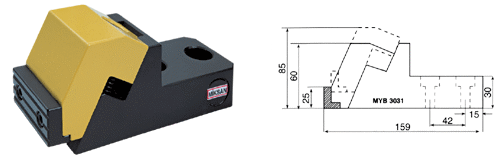

Рисунок 7.4.1 – Торцовые ( боковые ) прижимы