

6.8 Средства измерения шероховатости поверхности.
Для измерения величины шероховатости обработанной поверхности применяются различные методы.
Рис.
29 - образцы шероховатости: а – набор
образцов, б – пример пользования.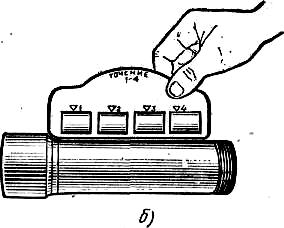

Наиболее распространенными являются: визуальное определение шероховатости путем сравнения с образцами; определение шероховатости ощупыванием поверхности— контактный метод; определение шероховатости оптическим и интерференционным приборами — бесконтактный метод.
В цеховых условиях наиболее распространен метод определения шероховатости путем сравнения с образцами, которые изготовляют по ГОСТ 9378—75. Комплект образцов показан на рисунке 29, а. Образцы должны быть изготовлены из того же материала, что и сравниваемая поверхность, с применением различных видов обработки: точения, фрезерования, шлифования и др. Контроль шлифования проводится сличением поверхностей, как показано на рисунке 29, б. Этот метод считается достоверным только для 4 – 7-го классов шероховатости. В производственных условиях иногда делают внутрицеховые образцы шероховатости поверхности. Для этого обрабатывают деталь, затем аттестуют шероховатость ее поверхности в лабораторных условиях, после чего она служит эталоном для контроля сравнением аналогичных деталей.
Для измерения шероховатости труднодоступных мест — поверхностей глубоких отверстий, резьбы и др. — применяют метод отпечатков (реплик). На измеряемую поверхность накладывают пластический материал для получения четкого отпечатка всех имеющихся на поверхности неровностей, затем отпечаток снимают с проверяемой поверхности и измеряют величину неровностей на соответствующем приборе.
Приборы, работающие методом ощупывания, так называемые щуповые приборы, делятся на две группы; профилометры, автоматически обрабатывающие данные измерения и показывающие конечный результат Ra на циферблате прибора, и профилографы, выполняющие графическую запись величины неровностей, называемую профилограммой.
Бесконтактные измерения шероховатости поверхности производят на специальных оптических приборах, например микроинтерферометрах типов МИИ-4, МИИ-5, МИИ-9, позволяющих определить шероховатость поверхности путем вычисления параметров Ra и Rz в пределах 10 – 14-го классов.
6.9 Основы сохранения единства мер.
Всякое измерение какой-либо величины, например длины, является сравнением ее с образцом, т. е. измерительным инструментом. Таким образом, шкала измерительною инструмента является как бы эталоном измеряемой длины.
Чтобы измерения были одинаковыми и сопоставимыми, необходимо, чтобы и измерительные средства были тоже одинаковыми. Это условие соблюдается мероприятиями по обеспечению единства мер в машиностроении.
В РФ принята метрическая система мер, в которой основной единицей длины является метр. До 1960 г. величина метра определялась как расстояние при 0°С между средними поперечными штрихами, нанесенными на платиноиридиевом бруске, хранящемся в Международном бюро мер и весов в Париже и принятом в качестве международного прототипа метра. Его длина определялась как одна сорокамиллионная часть четверти парижского меридиана.
Новейшие достижения физики и развитие средств измерения позволили выразить метр в длинах световых волн и создать естественный и неразрушимый эталон длины. По ГОСТ 9867—61 метр — длина, равная 1650763,73 длины волны в вакууме излучения, соответствующего переходу между уровнями 2р10 и 5d5 атома криптона-86.
Переход на новый эталон длины позволил в несколько десятков раз повысить точность эталонных измерений.
В каждом государстве имеется копия эталона метра, с которой и сравниваются меры длины, применяемые в науке, промышленности, торговле и других областях деятельности человека. В РФ имеется копия эталона за № 28, который хранится во Всесоюзной палате мер и весов в Санкт-Петербурге.
В целях обеспечения единства мер, точности измерений и правильной эксплуатации измерительных средств во всех отраслях народного хозяйства установлен порядок организации проверки мер и измерительных приборов, контроля за их техническим состоянием, с соблюдением стандартов и технических требований, обязательный для всех предприятий и организаций.
Ответственность за надлежащее состояние, верность и правильное применение находящихся в эксплуатации мер и измерительных приборов несут руководители предприятий, которые обязаны организовать систематический надзор за всеми используемыми измерительными средствами.
Проверка мер и измерительных приборов должна производиться в полном согласовании с соответствующими инструкциями и Государственными стандартами, в противном случае меры и измерительные приборы к выпуску в обращение и к применению в производстве не допускаются.
Оформление результатов проверки приборов ОТК завода-изготовителя производится путем выдачи выпускного аттестата. Результаты периодической ведомственной проверки оформляют путем отметки в паспорте и выписывания аттестата.
Паспорт — постоянный документ, служащий для учета и наблюдения за состоянием измерительных средств в эксплуатации.
Аттестат — разовый документ, подтверждающий пригодность измерительного средства для эксплуатации на определенный срок, в котором указаны отклонения погрешностей или поправки, подлежащие учету при точных измерениях. Аттестат хранится при измерительном средстве и выдается в работу вместе с ним.
На измерительное средство, признанное в результате поверки негодным и подлежащим ремонту, выписывается извещение о ремонте. В случае негодности к дальнейшей эксплуатации и ремонту составляется акт о списании, являющийся основанием для списания измерительного средства и его уничтожения.
Паспорта, аттестаты, извещения и акты о списании подписываются контролером, производящим поверку, и начальником измерительной лаборатории.
Для сохранения единства мер, измерительных средств и методов контроля разработана система передачи размеров от эталона к детали. Она построена по следующей схеме: эталон — образцовые меры — калибры или измерительные приборы — деталь. На заводах органом, следящим за сохранением единства линейных и угловых мер и измерений, является Центральная лаборатория измерительной техники (ЦЛИТ)*. ЦЛИТ разрабатывает поверочную схему, которая является официальным документом по соблюдению единства мер на заводе и отражает характер и класс точности выпускаемой продукции, степень оснащенности завода измерительными средствами и содержит указания о последовательности передачи размеров и проверки различных средств измерения для данного завода.
Кроме проверочной схемы составляют графики периодической проверки, в которых указывают наименование измерительных средств, характеристику измерителя, общее количество, местонахождение и периодичность принудительной проверки.
* На крупных предприятиях, где имеются отделы главного метролога, организация единства мер возлагается на эти отделы.
На измерительные средства и приборы (за исключением простейших) составляют паспорта, которые отражают техническое состояние измерительных средств и записи периодических проверок.
В состав ЦЛИТ входят:
исследовательская группа, которая должна совершенствовать существующие методы измерений; проводить исследовательские работы по измерениям, выполнять арбитражные проверки и повышать квалификацию работников контрольных пунктов и лабораторий;
г
 руппа
оперативных измерений, которая должна
выполнять измерение готовой продукции
на конечных операциях (если по своей
сложности или условиям проверки контроль
продукции не может быть выполнен на
контрольных пунктах);
руппа
оперативных измерений, которая должна
выполнять измерение готовой продукции
на конечных операциях (если по своей
сложности или условиям проверки контроль
продукции не может быть выполнен на
контрольных пунктах);
проводить специальные измерения, вызванные наладкой машин или изучением брака деталей, а также измерения для других лабораторий или служб завода, не имеющих КПП;
группа эталонирования, которая должна выполнять проверку и аттестацию измерительных мер и приборов: участвовать в составлении проверочной схемы, графиков периодических проверок, составлении паспортов и следить за их выполнением; эта группа является основной по обеспечению единства мер на предприятии.
ЦЛИТу также подчинены все контрольно-проверочные пункты инструментальных раздаточных кладовых цехов (КПП ИРК), КПП инструментального цеха и КПП ЦИС, задачей которых является контроль находящегося в эксплуатации инструмента, контроль вновь изготовляемого и покупного инструмента.