

5.2. Плавка бронз и латуней
Плавку бронз и латуней производят, загружая элементы шихты в следующей последовательности. На дно тигля насыпают сухой мелкий древесный уголь в количестве, достаточном для покрытия жидкого металла. Загружают и расплавляют красную медь, раскисление ее производят фосфористой медью в количестве 0,2—0,3 % от веса шихты. Затем загружают лигатуры. (При выплавке медно-никелевых сплавов — мельхиора, нейзильбера и др. вместе с красной медью загружается лигатура медь — никель.) После расплавления лигатур вводят цинк, олово, свинец. Металл перемешивают металлической или графитовой мешалкой, нагревают до необходимой температуры, очищают от шлака и древесного угля, вторично раскисляют фосфористой медью в количестве 0,1—0,2 % от массы шихты и выпускают.
При плавке некоторых бронз и латуней необходимо применять специальные флюсы, которые не только защищают металл от окисления, но и ошлаковывают различные образовавшиеся окислы.
При плавке алюминиевых бронз используют такие флюсы, как стекло, сода, бура или смесь поваренной соли (75 %) и плавикового шпата (25 %). Флюс засыпается в количестве 1—2 % от веса шихты после общей загрузки. Температура выпуска 1080—1220 °С в зависимости от состава бронзы.
При плавке латуней количество фосфористой меди для раскисления уменьшается до 0,1—0,2 %, так как цинк тоже обладает раскисляющей способностью. Если в латунях имеется алюминий, то его вводят раньше цинка, так как образующаяся на поверхности расплава пленка Аl2О3 будет мешать испарению цинка. Для предупреждения сильного охлаждения металла цинк вводят нагретым до 150—250 °С. Температура выпуска латуней в зависимости от их состава 1000—1100 °С.
Алюминиевые сплавы. Алюминиевые сплавы в художественном литье применяются редко. Однако их используют для литья бижутерии, ряда украшений интерьеров, а также алюминиевых изделий, подвергнутых анодированию.
Уход за печью. При одной плавильной установке необходимо иметь несколько сменных тиглей для каждой группы сплавов. Целесообразно иметь разные тигли, особенно следует рекомендовать графитовые тигли для цветных сплавов. Даже при наличии различных тиглей каждый раз при переходе на другой сплав может требоваться промывка — расплавление металла для очистки тигля от остатков предыдущей плавки, вредных для другого сплава, например при переходе с кремнистых бронз на оловянистые и пр.
5.3. Заливка форм
Способы заливки форм зависят от размеров и развеса отливок, состава сплава и способа заполнения формы.
Заполнение форм осуществляют:
• методом свободной заливки, при котором расплав заполняет форму под действием собственной массы;
• методом заливки на центробежных машинах, при котором металл заполняет форму и уплотняется в ней под действием центробежной силы, возникающей в форме при ее вращении;
• при разрежении, когда металл заполняет форму под действием атмосферного давления при образовании в полости формы разрежения.
Заливка может происходить в различной газовой среде: в воздухе или в нейтральном газе. И наконец, металл может быть залит ковшом непосредственно из плавильного тигля. Последний при заливке применяется в случае его малого объема.
В последнее время установка для заливки при разрежении претерпела конструктивные изменения (рис. 5.3.1), она называется «вакуум-металл». Состоит она из рабочей камеры (п. 2), камеры предварительного разрежения (п. 3), форвакуумного насоса (п. 7) и пульта управления, на котором расположены манометр (п. 5), сигнальная лампочка и выключатель насоса. Для соединения рабочей камеры с камерой предварительного разрежения предусмотрен затвор (п. 6) с рукояткой (п. 4). В верхней части рабочей камеры имеется фланец с кольцевой уплотнительной прокладкой.
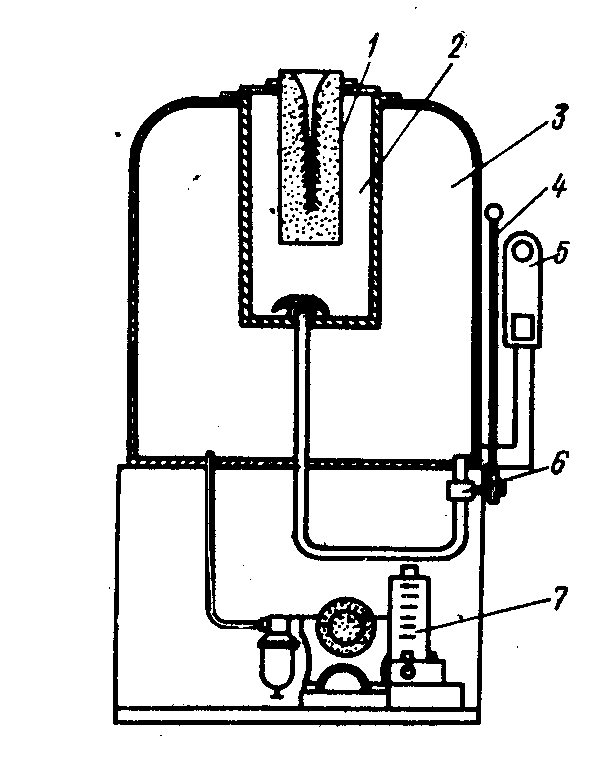
Рис. 5.3.1. Схема устройства установки «вакуум-металл» для заливки форм при разрежении./10/
Установка работает следующим образом. В камере предварительного разрежения с помощью насоса создается вакуум. Прокаленная форма (п.1) устанавливается на фланец тигля, и литейная форма заливается жидким металлом. Далее поворотом рукоятки вакуумного затвора рабочая камера соединяется с камерой предварительного разрежения. При этом давление на стенки газопроницаемой опоки формы уменьшается (становится меньше атмосферного) и атмосферное давление, действуя на поверхность жидкого металла, заставляет его заполнять литейную форму. Указанная конструкция в настоящее время вытеснила всевозможные установки для заливки форм при разрежении, поскольку допускает заливку форм различных габаритов из многих цветных металлов. В случае заливки гипсовых форм по выплавляемым моделям для ювелирных отливок и отливок малых пластических форм машина снабжается рядом стандартных опок следующих размеров (диаметр на высоту, мм): 100 х 200; 160 х 250; 225 х 300.
В случае заливки больших форм нестандартных размеров опока с помощью прокладки устанавливается на фланец рабочей камеры. В этом случае машина снабжается рабочими камерами с увеличенными размерами рабочего окна. Такую машину можно изготовить самостоятельно. Этот распространенный метод литья основан на использовании пониженного давления, за счет чего расплавленный металл втягивается в литейную полость сквозь пористую формовочную смесь. Среди его преимуществ — то, что перед заливкой металла из полости удаляются нежелательные газы, и то, что он более безопасен для литейщика, так как не приходится работать с вращающимися механизмами.