

Измерения координат темных полей растровых точек стандартных шкал на компараторе иза-2.
Размеры растровых точек в данной работе необходимо измерить на компараторе длин ИЗА-2, позволяющем измерять линейные размеры с точностью до 0.0003 мм (или 0.3 мкм).
Компаратор длин представляет собой жестко соединённую пару микроскопов, один из которых наводится на какую – либо часть измеряемого объекта, а во второй наблюдается прозрачная шкала с миллиметровыми делениями (рис. 2).
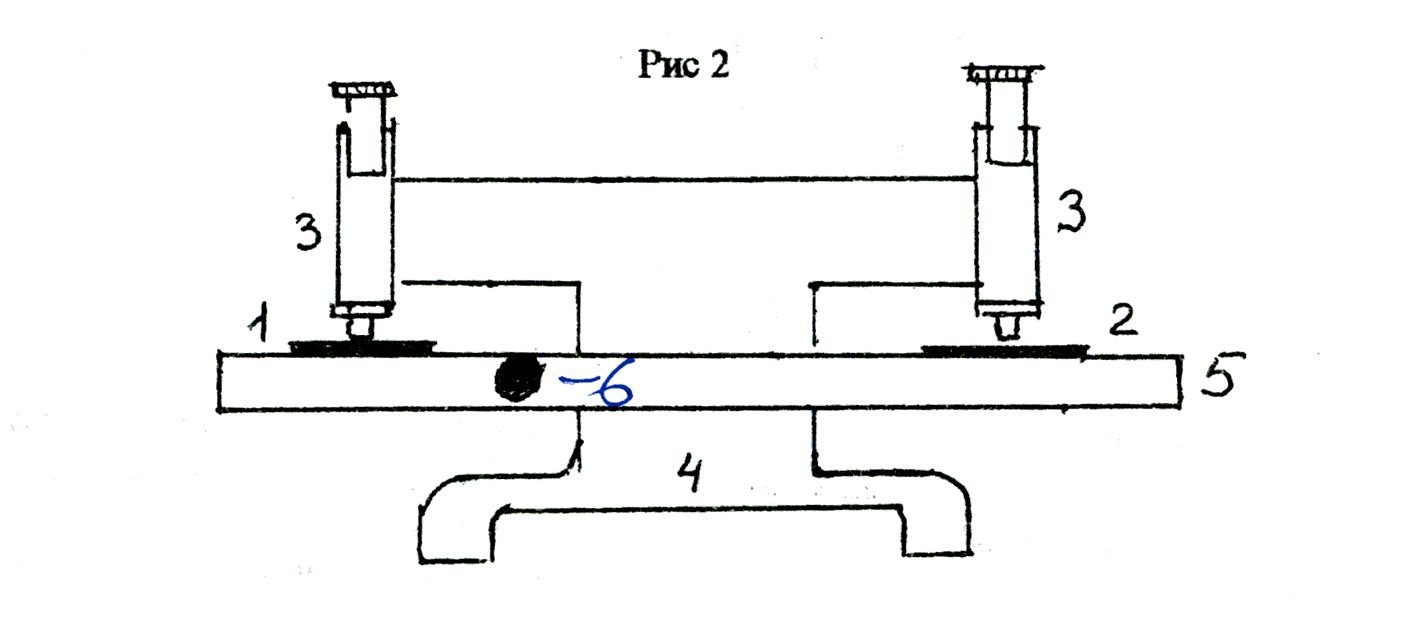
1. Измеряемый объект-фотоформа
2. Измерительная стеклянная линейка с делениями ценой 1 мм
3. Микроскоп.
4. Станина,
5. Предметный подвижный столик.
6. Стопорный винт.
Принцип измерения состоит в сравнении (компарировании) координаты объекта, на который наведены риски измерительного микроскопа, с координатами прецизионной стеклянной линейки. Линейные размеры по одной координате находятся как разность отсчетов начальной и конечной точек измеряемого объекта:
![]() (4),
(4),
где
![]() и
и
![]() - координаты правого и левого краев
растровой точки, измеренной на микроскопе.
- координаты правого и левого краев
растровой точки, измеренной на микроскопе.
Для достижения высокой точности измерения в микроскопе – компараторе ИЗА-2 установлено устройство, называемое окулярный микрометр со спиралью Архимеда. Это устройство сочетает в себе преимущества нониуса к микрометрического винта одновременно. Принцип действия поясняется рисунком 3, где показана шкала измерительного микроскопа, видимая в окуляр.

В поле зрения микроскопа помещена визирная сетка с прямолинейной шкалой, разделенной на 10 делений - нониус. На эту неподвижную шкалу наложена другая стеклянная шкала, на которую нанесена спираль Архимеда с шагом, равным цене деления прямолинейной шкалы (0,1 мм). Соответственно, шаг спирали Архимеда, равный полному обороту лимба спирали, можно разделить на более мелкие деления, чем 0,1 мм. В компараторе ИЗА-2 лимб разделен да 100 делений. Шкала лимба наблюдается в правом (измерительном) микроскопе в левом верхнем углу поля зрения. Таким образом отсчет координаты может быть проведен по шкале лимба с точностью 0,1 мм/100 т.е. 0,001 мм. Кроме того визуально оператор может оценить часть деления лимба по крайней мере с погрешностью не более, чем в 1/3 цены деления. Из совокупности значений координаты, считанной с миллиметровой линейки, с нониуса, с лимба, погрешность измерения координаты тачки, на которую наведен левый микроскоп компаратора ИЗА-2 составляет 0,0003 мм или 0,3 мм.
При измерения - снятии отсчета координаты - пластинка со спиралью поворачивается вокруг центра спирали. Начало круговой шкалы (отсчет 0) соответствует тому положению спирали, когда каждый из ее витков совпадает с соответствующей риской прямоугольной шкалы (число витков спирали равно числу делений прямоугольной шкалы). Витки спирали делают двойными, так как это облегчает совмещение риски миллиметровой шкалы с серединой между двумя линиями спирали Архимеда.
В измерительный микроскоп наблюдается одновременно три шкалы:
1. Миллиметровая подвижная шкала, жестко связанная с предметным столиком в с объектом.
2. Неподвижная шкала с ценой деления 0,1 мм, выделенная красным цветом. Отсчет по этой шкале определяется положением нуля этой шкалы на миллиметровой шкале и поворотом круговой шкалы до совмещения спирали Архимеда с миллиметровым делением подвижной шкалы.
3. Круговая вращающаяся микрометрическая шкала.
Для того, чтобы измерить координату точки объекта, необходимо вращать спираль Архимеда до совпадения ее витка с штрихом миллиметровой шкалы Тогда целое число миллиметров будет равно меньшему значению из тех, между которыми попал нуль прямоугольной шкалы. Десятые доли миллиметра считываются о прямоугольной шкалы - также меньшее из двух значений среди которых находится штрих миллиметровой шкалы. Сотые и тысячные доли миллиметра считываются с круговой шкалы. Десятитысячные доли миллиметра оцениваются на глаз как дали деления круговой шкалы. Это можно сделать с погрешностью не хуже 1/3 целого деления, т.е. 0,0003 мм. Окончательно координата точки определяется как
![]() (5)
(5)
где
![]() - отсчет по подвижной миллиметровой
шкале,
- отсчет по подвижной миллиметровой
шкале,
![]() -
отсчет по прямоугольной шкале, десятые
доли миллиметра
-
отсчет по прямоугольной шкале, десятые
доли миллиметра
![]() -
отсчет по круговой шкале, сотые и тысячные
доли миллиметра
-
отсчет по круговой шкале, сотые и тысячные
доли миллиметра
- опенка доли деления на круговой шкале, десятитысячные доли миллиметра
При измерении на компараторе ИЗА-2 возможны следующие погрешности:
1. Погрешность нанесения основной шкалы. Эта погрешность в мкм , выражается формулой :
![]() (6)
(6)
где . -измеряемая длина в мм. При измерении малых длин (меньших 1 мм) эту погрешность можно не учитывать.
2. Погрешность изготовления спирали, составляющая не более 0,1 мкм.
3. Погрешность считывания по шкале.
4. Погрешность визирования объекта.
5. Погрешность совмещения спирали с делением шкалою.
Погрешности пп 1-2 являются систематическими и минимизации накоплением статистических данных не поддаются. Погрешности пп 3,4,5 носят случайный характер и могут быть оценены проведением серии измерений с дальнейшей обработкой по распределению Стыодента для ограниченного числа измерений с нормальным распределением результатов. В данной работе следует координату каждой точки определять т трем независимым измерениям. За истинное значение нужно принимать среднее арифметическое из результатов трех измерений:
 (7)
(7)
По этим же измерениям нужно вычислить среднеквадратическое отклонение, равное:
 (8)
(8)
где
![]() - число независимых измерений
- число независимых измерений
Погрешность
полученного результата будет составлять
значение
![]() с доверительной вероятностью 0,9.
с доверительной вероятностью 0,9.
Окончательно,
результат измерения координаты
![]() края непрозрачного элемента растровой
шкалы будет равен;
края непрозрачного элемента растровой
шкалы будет равен;
![]() (9)
(9)