4.1 Краткая характеристика восстанавливаемой детали и условия эксплуатации
Коленчатый вал – одна из основных деталей двигателя, определяющая вместе с другими деталями ЦПГ его ресурс. Ресурс коленчатого вала характеризуется двумя показателями: усталостной прочностью и износостойкостью. При эксплуатации двигателя в результате действия высоких и непостоянных динамических нагрузок вал подвергается кручению и изгибу, отдельные поверхности (шатунные и коренные шейки) – изнашиванию. В структуре металла накапливаются усталостные повреждения, возникают микротрещины и другие дефекты.
Долговечность коленчатого вала автотракторного двигателя зависит от целого ряда конструкционных, технологических и эксплуатационных факторов. Определяющее влияние оказывают такие параметры, как жесткость коленчатого вала в результате концентрации напряжений черновой и чистовой правки, метод обработки (упрочнения) галтелей, режимы нагружения двигателя, состояние смазки.
При дефектации не только определяют геометрические размеры поверхностей, но и проверяют валы на наличие и расположение трещин методом магнитной дефектации. В соответствии с инструкцией по дефектации и восстановлению коленчатых валов с трещинами на шейках для тракторных двигателей считаются опасными и не допускаются следующие виды трещин, при которых валы бракуют на галтелях коренных и шатунных шеек; на цилиндрической части шеек на расстоянии менее 6 мм от торцов щек; на кромках отверстий маслоканалов при длине трещины свыше 15 мм и расположении ее под углом более 300 к оси шейки; находящейся на расстоянии одна относительно другой менее 10 мм и расположенной более 30 0 к оси вала. Недопускается более восьми трещин длинной менее 5 мм на цилиндрической поверхности части шеек и у кромок отверстий маслоканалов, а также более трех трещин длинной свыше 5 мм.Считается безопасными, и допускаются для обработки не более трех продольных трещин длиной свыше 5 мм. На поверхности каждой коренной и шатунной шейки, не выходящих на галтель, находящихся на расстоянии более 10 мм одна относительно другой и расположенных под углом менее 300 к оси шейки.
Таблица 1 – Карта технических требований на дефекацию
|
Деталь: Вал коленчатый |
||||
№ детали: |
|||||
Материал: 60ХФА ГОСТ 1412-85
|
Твердость: НRС 62 |
||||
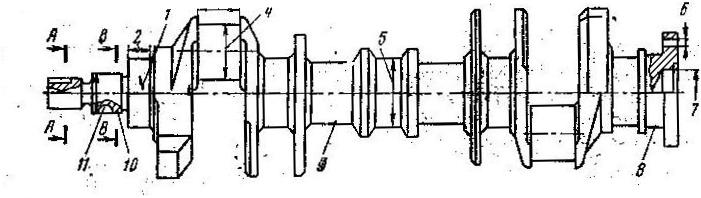
Позиция на эскизе |
Наименование Дефектов |
Способ установления дефекта и средства контроля |
Размеры, мм |
Заключение |
|
По рабочему чертежу |
Допустимый без ремонта |
||||
1 |
Изгиб вала |
Осмотр |
- |
0,15-0,2 |
Правка под прессом или чеканка щек.
|
2 |
Износ шатунных шеек |
|
85-0,015 |
|
Расточить под ремонтный размер, механизированная наплавка или напыление |
3 |
Износ коренных шеек |
|
191,92-0,02 |
- |
Расточить под ремонтный размер, механизированная наплавка или напыление |
4 |
Износ или повреждение резьбовых отверстий |
|
|
|
Растачивание или зенкерование с последующим нарезанием резьбы увеличенного размера Углубление резьбовых отверстий с последующим нарезанием резьбы |
5 |
Износ шпоночного паза |
|
|
|
Фрезерование Наплавка фрезерование |