

Поперечно-строгальный станок
Станок данной группы предназначен для обработки строганием горизонтальных, вертикальных и наклонных поверхностей. На нем производят строгание пазов различной конфигурации, а также черновую обработку фасонных поверхностей по различному контуру.
Кинематическая схема станка включает три цепи движения: главное движение, движение подачи и движение подачи суппорта.
Цепь главного движения связывает движения электродвигателя и ползуна станка. Так как число двойных ходов ползуна поперечно-строгального станка равно числу оборотов кривошипного колеса, для составления уравнения баланса связываем вращательное движение электродвигателя и кривошипного колеса.
![]()
В этом случае уравнеие баланса цепи главного движения будет иметь вид:
![]()
пэд — число оборотов электродвигателя в минуту;
іпр— передаточное отношение привода;
η| — коэффициент проскальзывания ремня (η|=0.98);
iк.с. — передаточное отношение коробки скоростей;
iпер — передаточное отношение перебора;
nкр.кол.- число оборотов кривошипного колеса в минуту;
nдв.х. – число двойных ходов ползуна в минуту.
Следовательно,
![]() nкр.кол.
=
nдв.х.
nкр.кол.
=
nдв.х.
Универсально-фрезерный станок модели 6н82
Станок предназначен для выполнения разнообразных фрезерных работ: фрезерования пазов, плоскостей, зубьев колес (методом копирования), фасонных поверхностей, винтовых канавок.
Процесс фрезерования осуществляется за счет двух движений:
а) главного — вращения шпинделя и фрезы со скоростью vp,
б) движения подачи — поступательного перемещения заготовки относительно фрезы.
Уравнение кинематической цепи главного движения
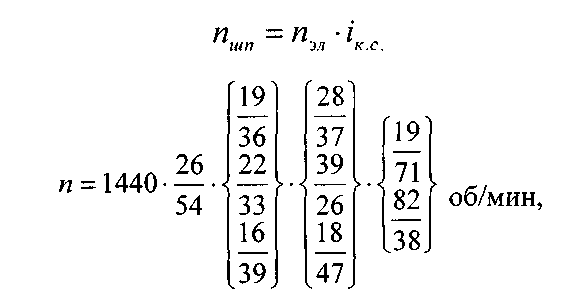
где nшп — число оборотов шпинделя в минуту;
nэ.д. — число оборотов электродвигателя в минуту;
ік.с. — передаточное отношение коробки скоростей.
Следовательно, шпиндель получит 18 различных чисел оборотов в минуту (от 30 до 1500). Цепь подач связывает вращательное движение электродвигателя (N=1.7 кВт; n=1440 об/мин) и ходового винта соответствующей подачи (продольной, поперечной и вертикальной).

где Sм — минутная подача стола, мм/мин;
nэ.д. — число оборотов электродвигателя подач;
tх.в. — шаг ходового винта.
Уравнение баланса кинематической цепи имеет вид:

Делительная головка и ее настройка
Делительное устройство является необходимым приспособлением для изготовления различных деталей. Его используют при изготовлении сверл, зенкеров, разверток, фрез, фрезерования цилиндрических зубчатых колес с прямыми и винтовыми зубьями, фрезерования торцов зубчатых муфт, кулачков.
Настройка делительной головки
Принципиальная схема делительной головки представлена на эскизе.

1 — шпиндель;
2 — рукоятка;
3 — цилиндрические шестерни;
4 — червяк;
5 — червячное колесо;
6 — делительный диск;
7 — стопор;
8 — фиксатор;
9 — делительный лимб;
10 — гитара сменных колес;
11 — вал механического привода.
Делительная головка позволяет делить окружность заготовки тремя основными способами: путем непосредственного деления, простого и дифференциального деления.
Непосредственное деление осуществляют, используя лобовой делительный лимб, на котором имеется 24 отверстия, расположенные по окружности. Таким образом, этим способом можно делить окружность заготовки на 2, 3, 4, 6, 8, 12 и 24 части. В данном случае одно деление (промежуток между отдельными отверстиями лимба) соответствует 15о. Поворот шпинделя производят от руки вращением обрабатываемой заготовки или патрона и фиксируют фиксатором, при этом червяк от червячного колеса отключается.
При простом делении вращение шпинделя 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления включен.
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора. Величина поворота фиксатора определяется по формуле:

где z — число на которое требуется разделить обрабатываемую деталь;
А — целая часть неправильной дроби, указывающая полные обороты рукоятки;
а и b — числитель и знаменатель правильной несократимой дроби;
m — общий множитель для а и b.
Значение m выбирают таким, чтобы произведение bm было равно числу отверстий лимба. Тогда произведение am будет равно числу промежутков между отверстиями на этой окружности, соответствующее числу поворотов рукоятки.
Для удобства отсчета деления на лимбе головка снабжена раздвижным сектором, между линейками которого устанавливается промежуток.