

Поверхнева обробка шестерні
Для поверхневої термообробки виробів часто використовують швидкісне індукційне нагрівання їх СВЧ. Цей вид термообробки дає змогу одержувати підвищені механічні властивості у поверхневому шарі виробів завдяки утворенню дрібнозернистої структури з залишковими напруженнями стиску. Поверхнева термообробка із застосуванням СВЧ зменшує деформації в загартованих виробах. До її переваг належать: можливість виконання місцевої термообробки виробів, безшумність, мале окалиноутворення та висока культура виробництва.При поверхневій термообробці СВЧ досягається підвищення твердості виробів на 6...8 HRC порівняно з гартуванням аналогічних виробів у печах. Підвищена твердість пояснюється не особливостями фазових перетворень при індукційному нагріванні сталі, а її охолодженням у мартенситному інтервалі з великими швидкостями, що запобігає відпуску мартенситу при гартуванні та фіксує високу масову частку вуглецю у твердому розчині. Дрібне зерно утвореного мартенситу також сприяє підвищенню механічних властивостей поверхневого загартованого шару сталі.Схематично принцип дії високочастотної установки для нагрівання виробів відображає рис. 5.2. СВЧ від машинного чи лампового генератора (рис. 4.2, а) подається в індуктор 2 через трансформатор 1. Виріб 3 (рис. 4.2, б), який знаходиться в індукторі 2, нагрівається СВЧ і потім охолоджується рідиною (водою або емульсією), що надходить з охолодника (спреєра 4).
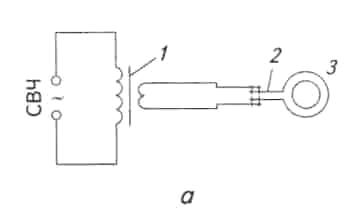
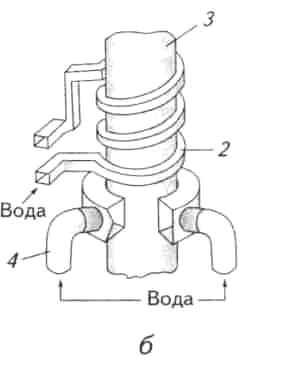
Рис. 4.3 – До розгляду принципу дії установки для високочастотного нагрівання виробів
Індуктори (рис. 4.3) — це один або кілька спіральних витків мідної трубки, по якій циркулює охолодна вода. Іноді індуктори сконструйовано так, що нагрівальна частина комбінується з охолодним (душовим) обладнанням (спреєром). Його конструкція зумовлюється формою поверхні та розмірами оброблюваного виробу, оскільки для кожного виробу виготовляють відповідний індуктор. Під час нагрівання між індуктором і виробом має бути проміжок у межах 1,5...3 мм.Для гартування дрібних виробів на глибину до 2 мм застосовують лампові генератори з частотою 5... 10 кГц, а для гартування великих виробів на глибину понад 3 мм доцільно використовувати машинні генератори з частотою 500... 15000 Гц та тиристорні перетворювачі.При нагріванні феромагнітних матеріалів, до яких належать також сталі й чавуни, після досягнення точки Кюрі (730...770С) їх відносна магнітна проникність різко спадає від 50... 100 до 1; в немагнітних матеріалах вона завжди дорівнює 1. Тому при нагріванні сталей глибина проникнення магнітного поля індуктора і, відповідно, вихрових струмів після досягнення точки Кюрі різко збільшується, а поглинена потужність зменшується. Отже, до температур нижче точки Кюрі сталь нагрівається значно швидше та повільніше після її досягнення. Ці властивості процесу нагрівання сталі потрібно враховувати при визначенні режимних параметрів роботи установок, що генерують СВЧ.
Кількість теплоти (Дж), потрібної для нагрівання сталевого виробу, визначається виразом
Q = I2Rt,
де І — сила струму, A;
R — електричний опір сталі, Ом;
t — тривалість нагрівання, с.
Густина індукованого змінного струму по перерізу виробу, що нагрівається, нерівномірна. Струм концентрується в основному на поверхні, а його густина зменшується до центра виробу. Частота струму впливає на індуктивний опір його внутрішньої частини. Так, струм більш високої частоти сильніше відтискується від центра до поверхні виробу. Цю властивість СВЧ концентруватися на поверхні виробу, що нагрівається, називають поверхневим ефектом, або скін-ефектом.Найбільшу густину струму матиме шар на поверхні виробу, в якому виділяється приблизно 90% теплової енергії. Цей шар називають глибиною проникнення струму в метал. Вона впливає та товщину тієї частини виробу, яка гартується. Звичайно, густиною струму нижче поверхневого шару можна знехтувати, якщо вона менша приблизно у три рази від густини струму в поверхневому шарі. Глибина проникнення струму (см) в метал визначається виразом

де — питомий електричний опір металу, Омм;
r — його відносна магнітна проникність;
f — частота струму, Гц. Глибина проникнення струму залежить від матеріалу, температури виробу, що нагрівається, та частоти струму (табл. 4.1). Із таблиці випливає, що глибина проникнення струму збільшується при підвищенні температури металу і досягає її максимального значення в момент втрати металом магнітних властивостей (вище точки Кюрі). Таку глибину проникнення струму, яка відповідає вказаним умовам, прийнято називати «гарячою», а при кімнатній температурі — «холодною».
Таблиця 4.1 – Глибина проникнення струму, см
-
4.ТЕХНОЛОГІЯ ТЕРМІЧНОЇ ОБРОБКИ ЗУБЧАСТОГО КОЛЕСА
Для поверхневої термообробки виробів часто викорис¬товують швидкісне індукційне нагрівання їх СВЧ. Цей вид термообробки дає змогу одержувати підвищені механічні властивості у поверхневому шарі виробів завдяки утво¬ренню дрібнозернистої структури з залишковими напру¬женнями стиску. Поверхнева термообробка із застосуван¬ням СВЧ зменшує деформації в загартованих виробах. До її переваг належать: можливість виконання місцевої тер¬мообробки виробів, безшумність, мале окалиноутворення та висока культура виробництва.
При поверхневій термообробці СВЧ досягається під¬вищення твердості виробів на 6...8 HRC порівняно з гарту¬ванням аналогічних виробів у печах. Підвищена твердість пояснюється не особливостями фазових перетворень при індукційному нагріванні сталі, а її охолодженням у мартенситному інтервалі з великими швидкостями, що запо¬бігає відпуску мартенситу при гартуванні та фіксує високу масову частку вуглецю у твердому розчині. Дрібне зерно утвореного мартенситу також сприяє підвищенню механіч¬них властивостей поверхневого загартованого шару сталі.
Схематично принцип дії високочастотної установки для нагрівання виробів відображає рис. 5.2. СВЧ від машин¬ного чи лампового генератора (рис. 4.2, а) подається в індуктор 2 через трансформатор 1. Виріб 3 (рис. 4.2, б), який знаходиться в індукторі 2, нагрівається СВЧ і потім охолоджується рідиною (водою або емульсією), що надхо¬дить з охолодника (спреєра 4).
Рис. 4.3 – До розгляду принципу дії установки для високочастотного нагрівання виробів
Індуктори (рис. 4.3) — це один або кілька спіральних витків мідної трубки, по якій циркулює охолодна вода. Іноді індуктори сконструйовано так, що нагрівальна час¬тина комбінується з охолодним (душовим) обладнанням (спреєром). Його конструкція зумовлюється формою по¬верхні та розмірами оброблюваного виробу, оскільки для кожного виробу виготовляють відповідний індуктор. Під час нагрівання між індуктором і виробом має бути промі-жок у межах 1,5...3 мм.
Для гартування дрібних виробів на глибину до 2 мм застосовують лампові генератори з частотою 5... 10 кГц, а для гартування великих виробів на глибину понад 3 мм доцільно використовувати машинні генератори з часто¬тою 500... 15000 Гц та тиристорні перетворювачі.
При нагріванні феромагнітних матеріалів, до яких на¬лежать також сталі й чавуни, після досягнення точки Кю¬рі (730...770С) їх відносна магнітна проникність різко спа¬дає від 50... 100 до 1; в немагнітних матеріалах вона завжди дорівнює 1. Тому при нагріванні сталей глибина проник-нення магнітного поля індуктора і, відповідно, вихрових струмів після досягнення точки Кюрі різко збільшується, а поглинена потужність зменшується. Отже, до темпера¬тур нижче точки Кюрі сталь нагрівається значно швидше та повільніше після її досягнення. Ці властивості процесу нагрівання сталі потрібно враховувати при визначенні ре¬жимних параметрів роботи установок, що генерують СВЧ.
Кількість теплоти (Дж), потрібної для нагрівання ста¬левого виробу, визначається виразом
Q = I2Rt,
де І — сила струму, A;
R — електричний опір сталі, Ом;
t — тривалість нагрівання, с.
Густина індукованого змінного струму по перерізу ви¬робу, що нагрівається, нерівномірна. Струм концентрує¬ться в основному на поверхні, а його густина зменшуєть¬ся до центра виробу. Частота струму впливає на індуктив¬ний опір його внутрішньої частини. Так, струм більш ви¬сокої частоти сильніше відтискується від центра до по¬верхні виробу. Цю властивість СВЧ концентруватися на поверхні виробу, що нагрівається, називають поверхневим ефектом, або скін-ефектом.
Найбільшу густину струму матиме шар на поверхні ви¬робу, в якому виділяється приблизно 90% теплової енер¬гії. Цей шар називають глибиною проникнення струму в метал. Вона впливає та товщину тієї частини виробу, яка гартується. Звичайно, густиною струму нижче поверхневого шару можна знехтувати, якщо вона менша приблизно у три рази від густини струму в поверхневому шарі. Глиби¬на проникнення струму (см) в метал визначається виразом
δ=√(ρ/(μ_r f)) ,
де — питомий електричний опір металу, Омм;
«Холодна» глибина проникнення струму (мм) наближено визначається за формулою:

а «гаряча» — за формулою

Оскільки розподіл теплоти до серцевини виробу відбувається за законами теплообміну, рекомендується під час нагрівання виробів дотримуватися такої умови: швидко нагрівати метал до втрати ним магнітних властивостей. Таке нагрівання сприяє збільшенню глибини проникнення струму та швидкому нагріванню шарів, які лежать глибше. При цьому нагрівання шару, розміщеного ближче до поверхні виробу, сповільнюється. Після втрати магнітних властивостей другим шаром металу відбувається швидке нагрівання його третього шару з уповільненим другого і т. д. до прогрівання виробу на певну глибину.
Отже, при такому способі нагрівання виробів СВЧ вони прогріваються швидше у зв'язку зі зміною магнітних властивостей металу, а теплопровідність при цьому відіграє другорядну роль, що ілюструється графіком (рис. 4.5). Із графіка випливає, що швидке нагрівання виробу спостерігається при температурах до точки Кюрі, а при більш високих температурах (вище температури втрати магнітних властивостей металом) швидкість нагрівання виробу сповільнюється.
В умовах, які відповідають «гарячій» глибині проникнення струму, процес нагрівання виробу відбувається досить активно; таку операцію називають глибинним нагріванням. В зоні, де закінчується вплив «гарячої» глибини проникнення струму, нагрівання виробу проходить лише завдяки теплопровідності. Такі операції нагрівання називають поверхневими.
Нагрівання вуглецевої сталі СВЧ для її гартування супроводжується процесами перетворення перліту на аустеніт, перетворенням структурно вільного фериту в доевтектоїдній сталі та розчиненням надмірних карбідів у заевтектоїдній сталі. При нагріванні сталі до температури, що відповідає точці А1 (див. рис. 4.3), перліт починає перетворюватися на аустеніт. Однак у практичних умовах нагрівання СВЧ цей процес відбувається при деякому перегріві до температури, яка відповідає точці Ас1 (див. рис. 5.6), причому чим більший перепад Ас1 — А1, тим активніше відбувається процес перетворення. Це пов'язано з тим, що збільшується різниця рівноважних концентрацій вуглецю в аустеніті на межі з цементитом і феритом (Сц — Сф), а також зростає рухливість атомів вуглецю.
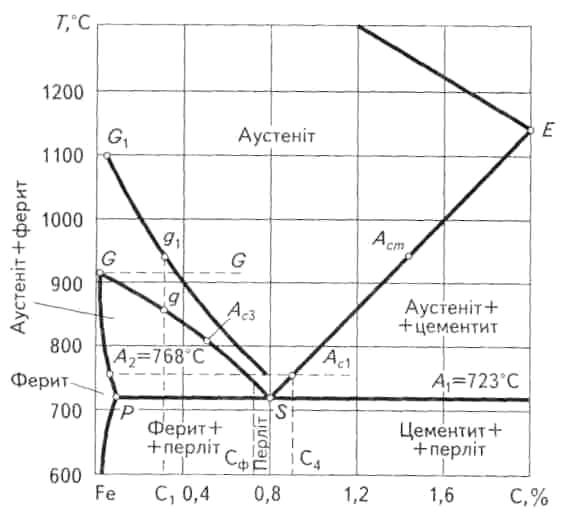
Рис. 4.6 – Діаграма стану залізовуглецевих сплавів для використання в умовах індукційного нагрівання виробів
Таким чином, при індукційному нагріванні доевтектоїдної сталі для здобуття аустенітної структури необхідно підвищувати температуру її нагрівання порівняно з рівноважною. Тому режим гартування розробляється для кожної доевтектоїдної сталі окремо.
У заевтектоїдній сталі розчинення в аустеніті надмірного цементиту відбувається вище точки Ас1 закінчується при температурі, що відповідає точці Аст. Процес розчинення цементиту, як і перетворення надмірного фериту, також є дифузійним процесом і залежить від умов нагрівання сталі.
При нагріванні сталі відбувається ріст аустенітного зерна. Оскільки цей процес дифузійний, його швидкість залежить від температури та тривалості нагрівання сталі. Нагрівання СВЧ позитивно впливає на цей процес, хоча температури нагрівання при цьому вищі. Внаслідок того, що швидкість нагрівання сталі СВЧ висока, а витримка при високій температурі відсутня, дійсні розміри аустенітного зерна значно менші, ніж при пічному нагріванні. Вироби, які гартувалися після нагрівання СВЧ, мають таку мікроструктуру по глибині: дрібноголчатий мартенсит на поверхні, мартенсит і ферит у перехідному шарі, а під ним незмінена структура серцевини.
Швидкість нагрівання виробів СВЧ залежить від питомого електричного опору та магнітної проникності сталі. Цим користуються при нагріванні виробів, ураховуючи зміну їхніх фізичних властивостей і фазових перетворень під час нагрівання. Можливими є також випадки повного припинення зростання температури, як показано на діаграмі для нагрівання евтектоїдної сталі до температури, що відповідає точці Ас1 (див. рис. 4.5).
Глибину проникнення струму під час нагрівання виробів з феромагнетиків наведено в табл. 4.1, а розподіл температури по перерізу виробу показано, на рис. 8.6. На графіку по осі ординат відкладено температури: ТК — точка Кюрі; Тг — температура гартування; Тп — температура поверхні, а по осі абсцис: 'к — глибина проникнення струму радіочастоти в гарячий метал; хк — глибина загартованого шару; "к — глибина проникнення струму звукової частоти. Криві на графіку характеризують такі періоди процесу нагрівання: 1 — початковий період, коли глибина проникнення струму незначна; 2 — нагрівання виробу струмом радіочастоти до глибини, меншої від заданої; 3, 4 — відповідно глибинне та поверхневе нагрівання виробу до потрібної глибини шару хк.
Найсприятливіший розподіл температури по перерізу виробу буде при нагріванні, що відповідає умовам кривої 3, оскільки в межах заданої глибини температура виробу змінюється незначно. Тому його гартування буде найбільш якісним з однорідною структурою по всій глибині виробу. При нагріванні, яке відповідає умовам кривої 4, температура виробу в межах нагрітого шару змінюється різко, що веде до перегрівання поверхневих шарів виробу.
Таким чином, гартування металу СВЧ слід вести за режимом, коли товщина нагрітого шару не перевищує глибини проникнення струму в гарячий метал. Термічними параметрами нагрівання є кінцева температура виробу tк і швидкість його нагрівання vф (C/c) у межах фазових перетворень. Зміщення фазових перетворень зумовлює необхідність нагрівання виробів для гартування до температури вищої, ніж у звичайній печі. Порівняльні значення температур нагрівання виробів у печі та СВЧ наведено в табл. 5.1
Таблиця 4.1 Температура нагрівання виробів для гартування залежно від швидкості нагрівання
-
Марка сталі
Температура нагрівання в печі, °С
Нагрівання СВЧ зі швидкістю, °С/с
100
250
400
500
40
45
50
40Х
50Г
У8
У12
840...860 810...860 820...840 850...870 820...840 790...820 760...780
850...900 830...880 810...850 830...880 810...850 780...820 780...820
880...920 860...910 830...880 860...920 830...880 780...850 780...850
930...980 900...950 870...920 900...960 870...920 780...860 780...860
960...1020 930...1000 900...960 960...1000 900...960 820...920 820...920
Охолодження поверхні виробу після його нагрівання СВЧ здійснюється за допомогою душового пристрою — спреєра 4, який монтується разом з індуктором 2 (див. рис. 4.2, б). Ефективність охолодження виробу залежить від багатьох параметрів як душу (типу охолодного середовища, його витрати, швидкості стікання, температури), так і спреєра (кількість, розмір і конфігурація отворів, кут їх нахилу до охолодної поверхні, зазор між спреєром та виробом, що гартується). Як охолодники при гартуванні СВЧ виробів з вуглецевих сталей застосовують воду, водяні розчини кухонної солі, гліцерину, полівінілового спирту, а виробів з легованих сталей — воду, масло тощо.
Для зменшення внутрішніх напружень, що виникають при гартуванні виробів, обов'язково проводять низький відпуск в електропечах або самовідпуск. Особливість проведення відпуску після гартування виробів з нагріванням їх СВЧ полягає в тому, що значна частина перетворень, властивих відпуску, відбувається під час неперервного охолодження виробу при гартуванні та після нього. У зв'язку з цим температуру і тривалість нагрівання виробів при відпуску можна скоротити. Дослідженнями встановлено, що структурний стан матеріалу виробів після високочастотної термообробки ближчий до відпущеного, ніж до загартованого при звичайному нагріванні. Скорочення тривалості відпуску сприяє підвищенню продуктивності праці, поліпшуючи якість термообробки.
Нині широко застосовується електричний відпуск після гартування виробів із застосуванням СВЧ, що забезпечує високий ступінь автоматизації термообробки.
Усі серійні печі на максимальну робочу температуру 700С оснащено вентиляторами, що інтенсифікують процес нагрівання та збільшують рівномірність розподілу температури в робочому просторі печі.Максимальні розміри робочого простору печей серій СНО та СНЗ становлять 2300 х 4600 х 1500 мм. Печі застосовують для відпуску, відпалу, нормалізації та гартування деталей і виробів.Серійно випускаються універсальні напівавтоматичні верстати КУ-190, КУ-198 та інші, які застосовуються для неперервно-послідовного гартування деталей типу тіл обертання діаметром 300...400 мм, завдовжки до 5000 мм масою до 10 т.Для живлення індукторів верстатів використовують індукційні установки з електромагнітними або тиристорними перетворювачами частоти, а також із ламповими генераторами.Тиристорні перетворювачі частоти перетворюють частоту 50 Гц на 150...8000 Гц. Схема тиристорного перетворювача частоти включає випрямляч, блок дроселей, тиристорний перетворювач (інвертор), ланки контролю та ряд допоміжних вузлів.Для індукційного нагрівання на високих частотах (50...5000 кГц) застосовують високочастотні установки ВПЧ12-100/0,066, ВЧИЗ-160/0,066, ВЧП-60/0,066, ВЧГ4-60/0,066, ВЧП-100/0,066 із ламповими генераторами. Літери та цифри в індексі установки позначають: ВПЧ — вертикальний перетворювач частоти; ВЧ — високочастотна; И — індукційна; Г — генератор; цифра після літер — модифікація; цифра після дефіса — коливальна потужність, кВт; цифра в знаменнику — робоча частота, МГц.Для створення ендотермічних атмосфер застосовують установки типів ЭН-16М02, ЭН-16М03, ЭН-250ГМЗ та ін. (цифри після дефіса показують продуктивність установки, м3/год). Установки мають блокову конструкцію і обладнані системою автоматичного регулювання вологості атмосфери, пристроями гасіння полум'я та перекривання трубопроводів у випадку поширення полум'я з генератора в лінії газоповітряної суміш
Мікроструктура загартованої сталі Сталь 45

Рис. 4.14– мікроструктура загартованої сталі: а – мілкоігольчатий мартенсит; б – крупноігольчатий мартенсит; в – мартенсит і ферит; г – мартенсит і цементит
.
5.Вибір
методів випробувань
матеріалу
5.1 Весь
спектр з необхідних властивостей до
матеріалу кернера, визначаємо методи
випробувань, Яким необхідно піддати
обраних нами матеріал.
Визначення
твердості по Роквелу
Твердість
характеризує Опір матеріалу більшім
пластичним деформаціям. Найпошіреніші
методи визначення твердості пов'язані
спектр поліграфічних Впровадження у
випробуваним материал спеціального
тіла, Яке назівають індентором, з таким
зусилля, щоб у матеріалі залішівся
відбіток індентора. Про величину
твердості судять по
відбітку.
5.1 Випробування
на твердість доцільно Проводити за
методом Роквела, ТОМУ ЩО деталь, Яка
віготовляється, після термічної ОБРОБКИ
повинна мати твердість від 61 до 65 НRС
[3]. Крім того, Сейчас метод визначення
твердості НЕ вімагає яких-небудь
Додатковий розрахунків.
При
методі Роквела індентором служити
алмазний конус спектр поліграфічних
кутом при вершіні 120 º (рис. 5.1) або кулька
спектр поліграфічних загартованої
сталі діаметром 1,59 мм 3].
 Рисунок
5.1 - Схема випробування на твердістьпо
Роквеллу.
Навантаженості
при вікорістанні алмазного конуса
встановлюється 150 або 60 кгс залежна від
твердості матеріалу - Більше для Менш
твердих матеріалів (загартовані сталі),
менше для матеріалів з Дуже високо
твердістю (тверді сплави кераміка, Що
ріже). Сталева кульку вдавлюють спектр
поліграфічних навантаженості
100 кгс
[1]. Випробування виконують на спеціальному
пріладі (рис. 5.2), Що має чорну (С) i червону
(В) шкали. Шкала «С» вікорістовується
при випробуваннях за допомога алмазного
конуса при навантаженні 60 и 150 кгс, шкала
«В» - для кульки з навантаженості 100 кгс.
Значення твердості позначаються: НRС -
алмазний конус, навантаженості 150 кгс;
НRА - алмазний конус, навантаженості 60
кгс; НRВ - кулька. Значення твердості в
одиниця НRС пріблізно в 10 разів менше,
чім в одиниця НВ, тоб твердість 30 НRС
пріблізно відповідає 300 НВ. Між значеннями
твердості по шкалах «С» и «А» є наступна
залежність: НRС = 2 НRА -104 [3].
Рисунок
5.1 - Схема випробування на твердістьпо
Роквеллу.
Навантаженості
при вікорістанні алмазного конуса
встановлюється 150 або 60 кгс залежна від
твердості матеріалу - Більше для Менш
твердих матеріалів (загартовані сталі),
менше для матеріалів з Дуже високо
твердістю (тверді сплави кераміка, Що
ріже). Сталева кульку вдавлюють спектр
поліграфічних навантаженості
100 кгс
[1]. Випробування виконують на спеціальному
пріладі (рис. 5.2), Що має чорну (С) i червону
(В) шкали. Шкала «С» вікорістовується
при випробуваннях за допомога алмазного
конуса при навантаженні 60 и 150 кгс, шкала
«В» - для кульки з навантаженості 100 кгс.
Значення твердості позначаються: НRС -
алмазний конус, навантаженості 150 кгс;
НRА - алмазний конус, навантаженості 60
кгс; НRВ - кулька. Значення твердості в
одиниця НRС пріблізно в 10 разів менше,
чім в одиниця НВ, тоб твердість 30 НRС
пріблізно відповідає 300 НВ. Між значеннями
твердості по шкалах «С» и «А» є наступна
залежність: НRС = 2 НRА -104 [3].
 Рисунок
5.2 - Схематично зображення прилади для
вимірюва твердості за методом Роквела.
5.2Визначення
ударної в'язкості
Випробування
на ударну в'язкість відносяться до
дінамічніх методів механічніх випробувань.
Для визначення ударної в'язкості
вікорістовують Зразки з надрізом, Який
служити концентратором напруг и місцем
Зародження тріщіні (місцем майбутнього
руйнування). Вікорістовують U-і V-образні
Зразки (рис. 5.8). Залежна від форми надрізу
ударну в'язкість позначають KCU або
KCV.
Рисунок
5.2 - Схематично зображення прилади для
вимірюва твердості за методом Роквела.
5.2Визначення
ударної в'язкості
Випробування
на ударну в'язкість відносяться до
дінамічніх методів механічніх випробувань.
Для визначення ударної в'язкості
вікорістовують Зразки з надрізом, Який
служити концентратором напруг и місцем
Зародження тріщіні (місцем майбутнього
руйнування). Вікорістовують U-і V-образні
Зразки (рис. 5.8). Залежна від форми надрізу
ударну в'язкість позначають KCU або
KCV.
 Рисунок
5.8 - Зразки для визначення ударної
в'язкості.
Зразок
Установлюються на маятниковому копрі
(рис. 5.9) так, щоб удар маятника відбувався
проти надрізу, розкріваючі йо. Маятник
піднімають на висоті h1, при падінні ВІН
руйнує зразок, піднімаючісь на висоті
h2, h1> h2. Таким чином, робота руйнування
складі: A = mg • (h1-h2) кДж [кгс • м]..
Рисунок
5.8 - Зразки для визначення ударної
в'язкості.
Зразок
Установлюються на маятниковому копрі
(рис. 5.9) так, щоб удар маятника відбувався
проти надрізу, розкріваючі йо. Маятник
піднімають на висоті h1, при падінні ВІН
руйнує зразок, піднімаючісь на висоті
h2, h1> h2. Таким чином, робота руйнування
складі: A = mg • (h1-h2) кДж [кгс • м]..
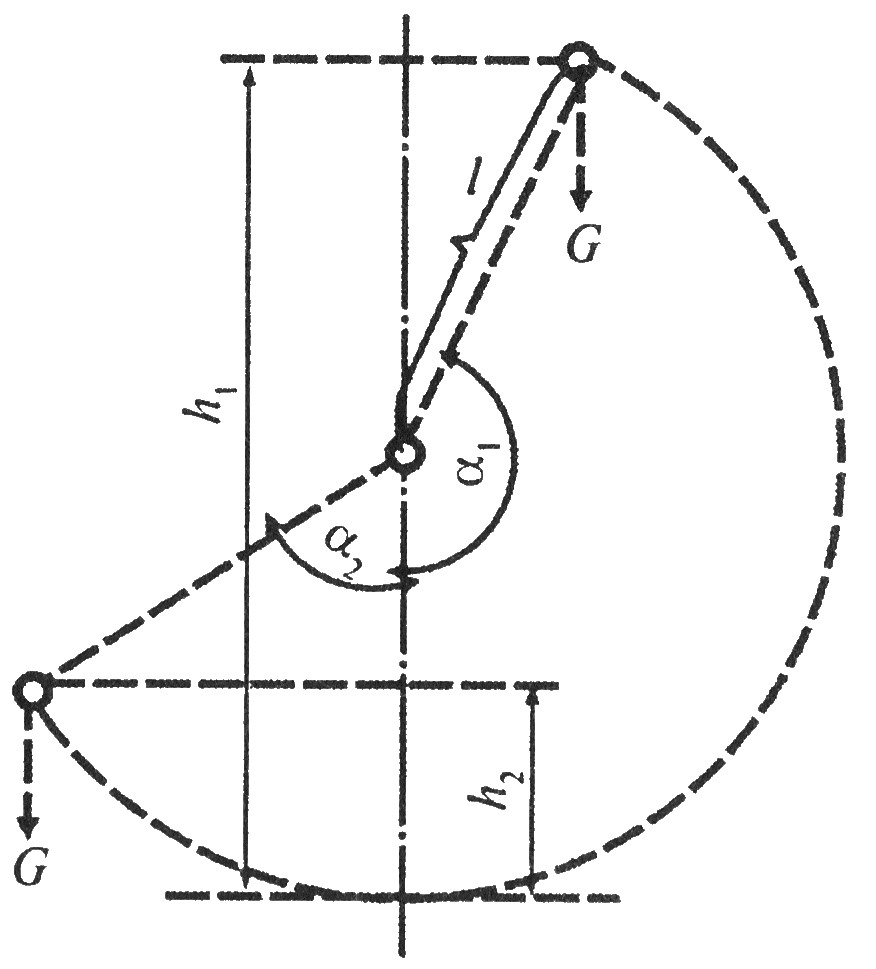 Рисунок
5.9 - Схема випробувань на маятниковому
копрі.
Її Значення зчітуються Зі
шкалою на маятниковому копрі [6], або
віраховуються по відповіднім формулами.
Ударна в'язкість - ції відносна робота
руйнування, тоб робота, віднесена до
площі F Зразки до руйнування. Таким
чином, KCU (KCV) = A / F.
Руйнування
металу при ударному навантаженні
розвівається у Дві стадії. На першій
зароджується тріщіна, на другий вон
пошірюється до руйнування Зразки. Таким
чином, сумарна величина роботи руйнування
складається Із двох складових - роботи
Із Зародження (Аз) i Поширення (Ар)
тріщіні. Ці складові залежатися від
структури матеріалу. Надійність
матеріалу візначається роботів Поширення
тріщіні. У кріхкіх матеріалів величина
Ар близьким до нуля.
У багатьох
металів и сплавів (Що ма ють
об'ємно-центровані кубічні й гексагональні
ґраті) Зі зниженя температури
спостерігається Перехід від в `язкого
руйнування до кріхкого, Що проявляється
в зніженні ударної в'язкості и зміні
характеру злами. Температурний інтервал
Зміни характеру руйнування назівається
порогом холодноламкості
[6].
Випробування
проводять при різніх температурах, при
Кожній температурі аналізують вид
злами и визначаються у ньому кількість
волокністої складової. За результатами
випробувань будують графік
(Мал.5.10).
Рисунок
5.9 - Схема випробувань на маятниковому
копрі.
Її Значення зчітуються Зі
шкалою на маятниковому копрі [6], або
віраховуються по відповіднім формулами.
Ударна в'язкість - ції відносна робота
руйнування, тоб робота, віднесена до
площі F Зразки до руйнування. Таким
чином, KCU (KCV) = A / F.
Руйнування
металу при ударному навантаженні
розвівається у Дві стадії. На першій
зароджується тріщіна, на другий вон
пошірюється до руйнування Зразки. Таким
чином, сумарна величина роботи руйнування
складається Із двох складових - роботи
Із Зародження (Аз) i Поширення (Ар)
тріщіні. Ці складові залежатися від
структури матеріалу. Надійність
матеріалу візначається роботів Поширення
тріщіні. У кріхкіх матеріалів величина
Ар близьким до нуля.
У багатьох
металів и сплавів (Що ма ють
об'ємно-центровані кубічні й гексагональні
ґраті) Зі зниженя температури
спостерігається Перехід від в `язкого
руйнування до кріхкого, Що проявляється
в зніженні ударної в'язкості и зміні
характеру злами. Температурний інтервал
Зміни характеру руйнування назівається
порогом холодноламкості
[6].
Випробування
проводять при різніх температурах, при
Кожній температурі аналізують вид
злами и визначаються у ньому кількість
волокністої складової. За результатами
випробувань будують графік
(Мал.5.10).
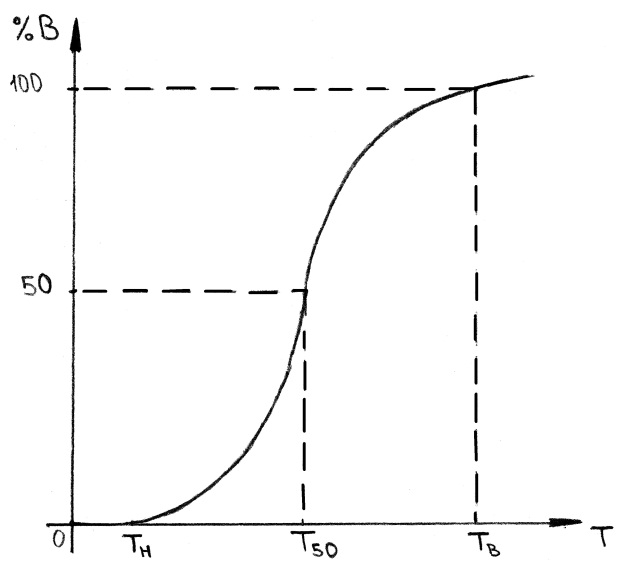 Рисунок
5.10 - Кількість волокністої складової
структури в залежності від температури
випробування.
Розрізняють верхню
Тв и нижню Тн границі порога холодноламкості.
У цьому інтервалі температур відбувається
Перехід від в'язки волокнистого ЗЛАМ
до кріхкого міжкрісталітного. Часто
поріг холодноламкості визначаються
по температурі випробування, при якій
у зламі є 50% вязкої волокністої складової
Т50. Бажана експлуатуваті материал Вище
Тв. Різніцю Між Троб. и Тв назівають
запасом в'язкості.
Рисунок
5.10 - Кількість волокністої складової
структури в залежності від температури
випробування.
Розрізняють верхню
Тв и нижню Тн границі порога холодноламкості.
У цьому інтервалі температур відбувається
Перехід від в'язки волокнистого ЗЛАМ
до кріхкого міжкрісталітного. Часто
поріг холодноламкості визначаються
по температурі випробування, при якій
у зламі є 50% вязкої волокністої складової
Т50. Бажана експлуатуваті материал Вище
Тв. Різніцю Між Троб. и Тв назівають
запасом в'язкості.
Висновки
Метою нашої роботи був вибір матеріалу для виготовлення шатуна таким чином, щоб він задовольняв ряду вимог ( термін служби, собівартість, технологія виготовлення).
Була обрана легована конструкційна сталь Сталь 45, проведена її термічна обробка, яка повністю задовольняла необходимім вимогам.
При виконанні курсової роботи ми закріпили, узагальнили й навчилися застосовувати на практиці отримані нами в курсі «Матеріалознавство» теоретичні знання.
Література
Адаскин А.М., Зуев В.М. Материаловедение (металлообработка): Учебник для нач. проф. образования: Учеб. пособие для сред. проф. образования - 3-е изд., стер. - М.: Издательский центр «Академия», 2004. - 240 с.
Геллер Ю.А., Рахштадт А.Г. Материаловедение. Методы анализа, лабораторные работы и задачи. - М.: Металлургия, 1983, 348 с.
Гуляев А. П. Металловедение. Учебник для вузов. 5-е изд., перераб. и доп. М.: Металлургия, 1977. 648 с.
А.И Самохоцкий.,Кунявський М.Н.,Кунявская Т.М.,Парфеновская Н.Г.,Бистрова Н.А. Металловедение -М.:Металлургия, 1990.416с.
Кнорозов Б.В.,Усова Л.Ф.,Третьяков А.В. Технология металлов и материаловедение .М.:Металлургия,1987.800с.
Лахти Ю.М Основи металловедения:-М.:Металлургия ,1988.320с