

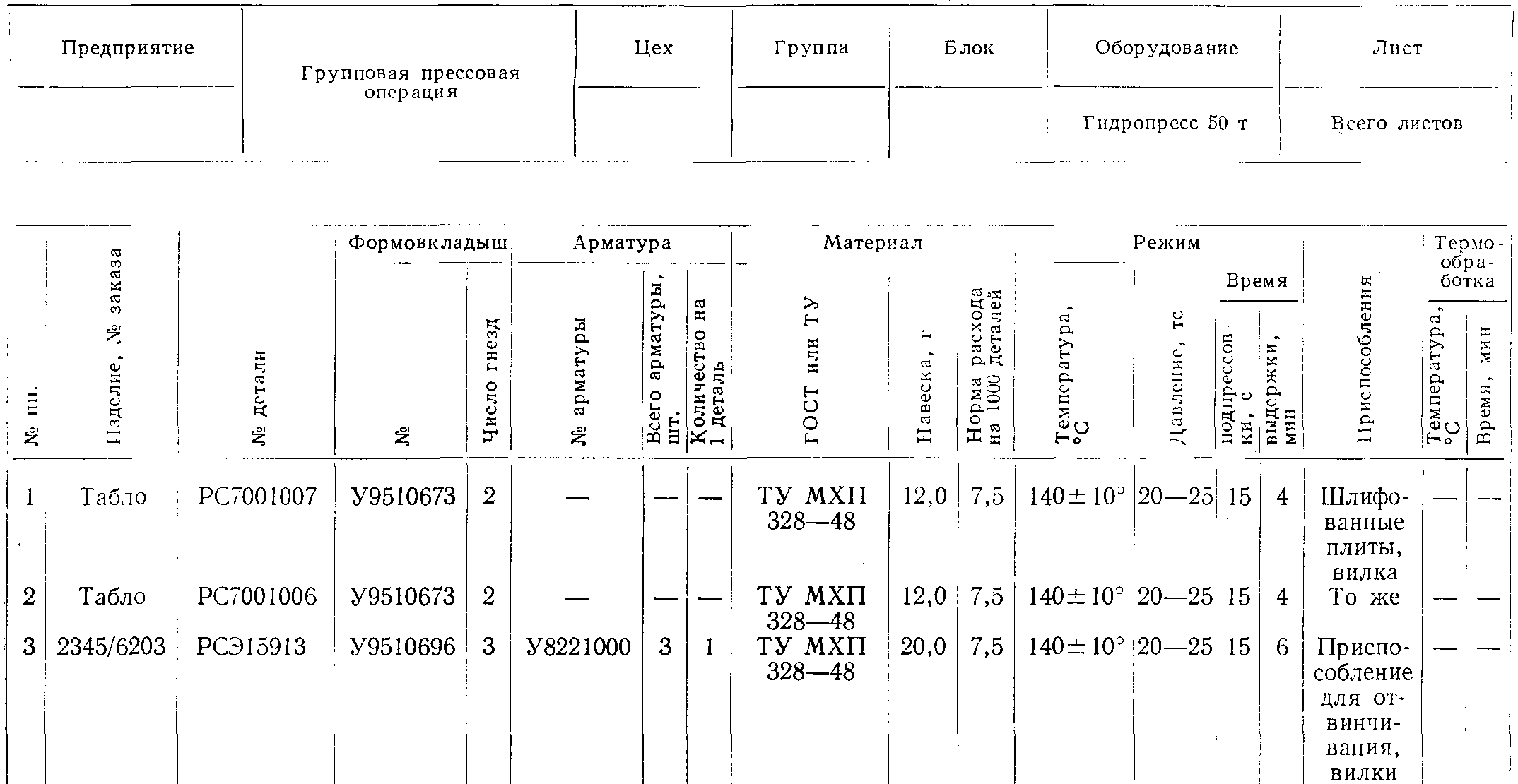
Сводная карта технологических режимов прессования изделий из реактопластов /1/
Правила проектирования и применения типовых технологических процессов
Типизация ТП является одним из наиболее прогрессивных направлений совершенствования технологии серийного производства продукции, в том числе изделий из ПМ, позволяя:
сводить большое количество процессов к минимуму и вносить единообразие в изготовление сходных изделий;
использовать наиболее прогрессивные технологические решения для сокращения сроков технологической подготовки производства и стабилизации качества выпускаемой продукции;
уменьшать количество типов специального оборудования и оснастки, создавая их на базе типовых схем и унифицированных узлов.
Перечисленные возможности обеспечивают наибольший результат в условиях крупносерийного и массового производств, поэтому использование для них типовых технологических процессов (ТТП) является наиболее характерным. В условиях мелко- и среднесерийного производств при изготовлении изделий небольшими партиями возникают большие потери времени, связанные с переналадкой СТО при переходе от одной номенклатуры изделий к другой. В этих условиях более целесообразно использовать ГТП /1/.
Основные положения разработки ттп
В соответствии с определением (см. раздел 1.1.4) ТТП – это результат отбора и обобщения множества реально действующих и проектно существующих ТП для производства (ремонта, испытания и др.) изделий с общими конструктивно-технологическими признаками. Следовательно, типизация ТП базируется на классификации объектов производства, заключающейся в разделении по признакам, содержащимся в конструкторской документации, на отдельные группы, производство которых возможно по общим ТТП. Общность конструктивно-технологических признаков групповых изделий предопределяет выбор единого содержания и последовательности выполнения большинства ТО, включаемых в состав ТТП. При этом для наиболее полного соответствия ТТП возможностям изготовления любого изделия из соответствующей классификационной группы его состав должен предусматривать наибольшее количество основных и вспомогательных ТО, характерных для ТП производства наиболее трудоемких образцов изделий.
Типизация ТП может осуществляться на трех уровнях – общегосударственном,, отраслевом и предприятия. В последнем случае сферой разработки и использования ТТП становится конкретное предприятие. На общегосударственном (межотраслевом) и отраслевом уровнях типизация ТП нередко завершается стандартизацией ТТП, что предполагает впоследствии обязательность использования ТТП для производства типичных изделий на предприятиях соответствующей подчиненности. Цель стандартизации - полнее использовать научно-технические достижения и передовой опыт, материальные и трудовые ресурсы государственных и отраслевых предприятий. Разработка стандартов на ТТП осуществляется согласно требованиям Государственной системы стандартизации при сравнении вариантов ТТП по их экономической эффективности.
В порядке примечания необходимо отметить, что стандартизация не должна становиться тормозом для развития отраслей, занимающихся переработкой ПМ в изделия. Такая опасность может возникнуть тогда, когда изначально передовая основа ТТП постепенно утрачивает свою прогрессивность под напором новейших достижений науки и техники. Во избежание негативных последствий стандартизованных ТТП стандарты должны своевременно пересматриваться, а проектант ТП обязан критически подходить к рекомендациям регламентирующих документов.
Разработка ТТП на всех уровнях осуществляется в соответствии с положениями ГОСТ 14.303-73 «Правила разработки и применения ТТП» и ГОСТ 14.31-83 «Общие правила разработки ТП», должна учитывать общий современный уровень развития техники и технологии, а также конкретное состояние производственных условий.