

2.2.11. Документальное оформление проекта етп
Заключительный этап работы над проектом ЕТП имеет целью его оформление в виде стандартных технологических документов, их контроль, согласование и утверждение (табл. 2.44).
Таблица 2.44
Задачи этапа № 11 и условия для их решения
Задачи |
Основные документы, необходимые для решения задач |
Критерии выбора решений |
11.1. Разработка стандарт- ной технологической доку-ментации (ТД) на проект ЕТП. 11.2. Нормоконтроль. Согласование и утвержде- ние ТД. |
11.1. Стандарты Единой системы технологической документации (ЕСТД). 11.2. Исходная информация на проектирование ЕТП. 11.3.Результаты выполнения предыдущих этапов проек- тирования ЕТП. |
11.1. Тип производства. 11.2 Требования регламента предприятия. |
Согласно ЕСТД технологическая документация – это комплекс текстовых и графических документов, определяющих в отдельности или в совокупности ТП производства (ремонта, контроля и т.д.) изделий и содержащих необходимые данные для организации производства. Перечень ТД регламентирован как государственными, так и отраслевыми стандартами, в том числе непосредственно в области производства изделий из ПМ, в частности, ГОСТ 3.1409-86 «Формы и требования к заполнению и оформлению документов на технологические процессы (операции) изготовления изделий из пластмасс и резины».
Стандарты ЕСТД определяют правила и порядок разработки, оформления и комплектации ТД, общие для предприятий и организаций, работающих в области производства и переработки различных ПМ. Это создает им возможность без переоформления обмениваться ТД, рационализирует делопроизводство, ускоряет внедрение разработанных ТП.
Разработка стандартной технологической документации на проект етп
Стандартизованные ТД подразделяются на документы общего и специализированного назначения. Технологические документы общего назначения предназначены для широкого круга специалистов, не только непосредственно занятых реализацией и контролем исполнения ТП, но и выполняющих административные, планово-экономические, снабженческие и другие общепроизводственные функции. Учитывая многообразие задач, решаемых этими службами, ГОСТ 3.1105-84 «Правила оформления документов общего назначения» предусматривает комплекс ТД общего назначения, среди которых:
* Маршрутная карта (МК) – основной документ общего назначения, вбирающий в себя сведения по всему технологическому маршруту выполнения ТП, начиная с наименования, марки и нормы расхода материала, массы и кода детали (или заготовки), включая номера производственных подразделений (цехов, участков и т.д.), наименование и содержание ТО (процессов) с характеристиками СТО (оборудования, приспособлений, инструментов) и кончая объемом производственной партии с данными о подготовительно-заключительном (Тпз) и штучном (Тшт) времени выполнения ТО.
Бланк МК имеет четыре варианта исполнения в зависимости от типа и характера производства. Наиболее информативные МК по содержанию приводимых данных рекомендуется применять для единичных маршрутных ТП. Максимально упрощенные формы МК – для типовых маршрутных ТП. Информация, комплексно систематизированная в МК, дифференцируется и дополняется и в других видах ТД общего назначения.
* Карта эскизов (КЭ) содержит графическую иллюстрацию (эскизы, схемы, таблицы) ТП, то есть пояснения для выполнения той или иной ТО или просто технологического перехода. Допускается на одной КЭ выполнять несколько эскизов к различным ТО. В таком случае в основной надписи в графе «Номер операции» должны проставляться соответствующие номера ТО. КЭ разрабатываются по мере необходимости по усмотрению проектанта ТП.
* Технологическая инструкция (ТИ) содержит описание специфических приемов работы или метода контроля ТО, правил пользования оборудованием или приборами, мер безопасности и других случаев, требующих дополнительных разъяснений или обязательных к выполнению требований. Например, допускается В ТИ описание процессов приготовления смол, компаундов, клея, заливки смолами и компаундами и т.п. Порядок изложения ТИ определяется ее назначением.
* Комплектовочная карта (КК) содержит данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия. Запись данных должна производиться в технологической последовательности выполнения ТО с указанием норм расхода и количества комплектующих, размеров разовой и общей подачи на смену, а также интервала времени (такта подачи), через который периодически производится разовая подача необходимого на рабочие места.
* Ведомость расцеховки (ВР) содержит сведения о маршруте прохождения изготавливаемого (или ремонтируемого) изделия по производственным подразделениям. ВР рекомендуется составлять в серийном и массовом производстве, осуществляя запись в следующем порядке: сборочные единицы, детали, материалы, комплекты.
* Ведомость оснастки (ВО) содержит перечень специальных и стандартных приспособлений и инструментов, необходимых для выполнения ТП. Запись производят в технологической последовательности по маршрутной карте для каждого рабочего места с указанием номера ТО.
* Ведомость материалов (ВМ) содержит нормы расхода материалов, виды и размеры заготовок для каждой детали и сборочной единицы. Заполнение ВМ осуществляют по разделам, наличие которых определяется составом изделия. Указывается маршрут прохождения сборочных единиц, деталей и материалов по службам предприятия.
* Ведомость деталей (сборочных единиц) предназначена для записи данных, необходимых для изготовления (или ремонта) деталей и сборочных единиц, по типовому маршрутному ТП (ВТП) или типовой ТО (ВТО) и применяется совместно с соответствующей МК. Ведомость деталей (ВД) сводит воедино перечень объектов производства, изготавливаемых по данным ТТП или ТТО.
Одновременно даются нормы расхода материалов и заготовок, режимы работы технологического оборудования или механизированного инструмента, объемы производственной партии в штуках и время (трудоемкость) изготовления.
Специализированные технологические документы включают всего два вида ТД – операционную карту и карту технологических процессов. Специализированными эти ТД названы потому, что целевым образом предназначены для регламентирования труда операторов и технологов непосредственно на рабочих местах.
* Операционная карта (ОК) содержит описание конкретных ТО с расчленением на последовательно выполняемые технологические переходы с указанием режимов их выполнения, характеристикой объекта производства (детали), используемых СТО, ПМ и вспомогательных материалов. В зависимости от применяемых методов изготовления деталей из ПМ и выполнения сопутствующих действий ГОСТ 3.1409-86 предусматривает различные формы ОК, в частности, для прессования, литья под давлением, шприцевания и экструзии. Пример оформления ОК литья под давлением представлен на рис. 2.24.
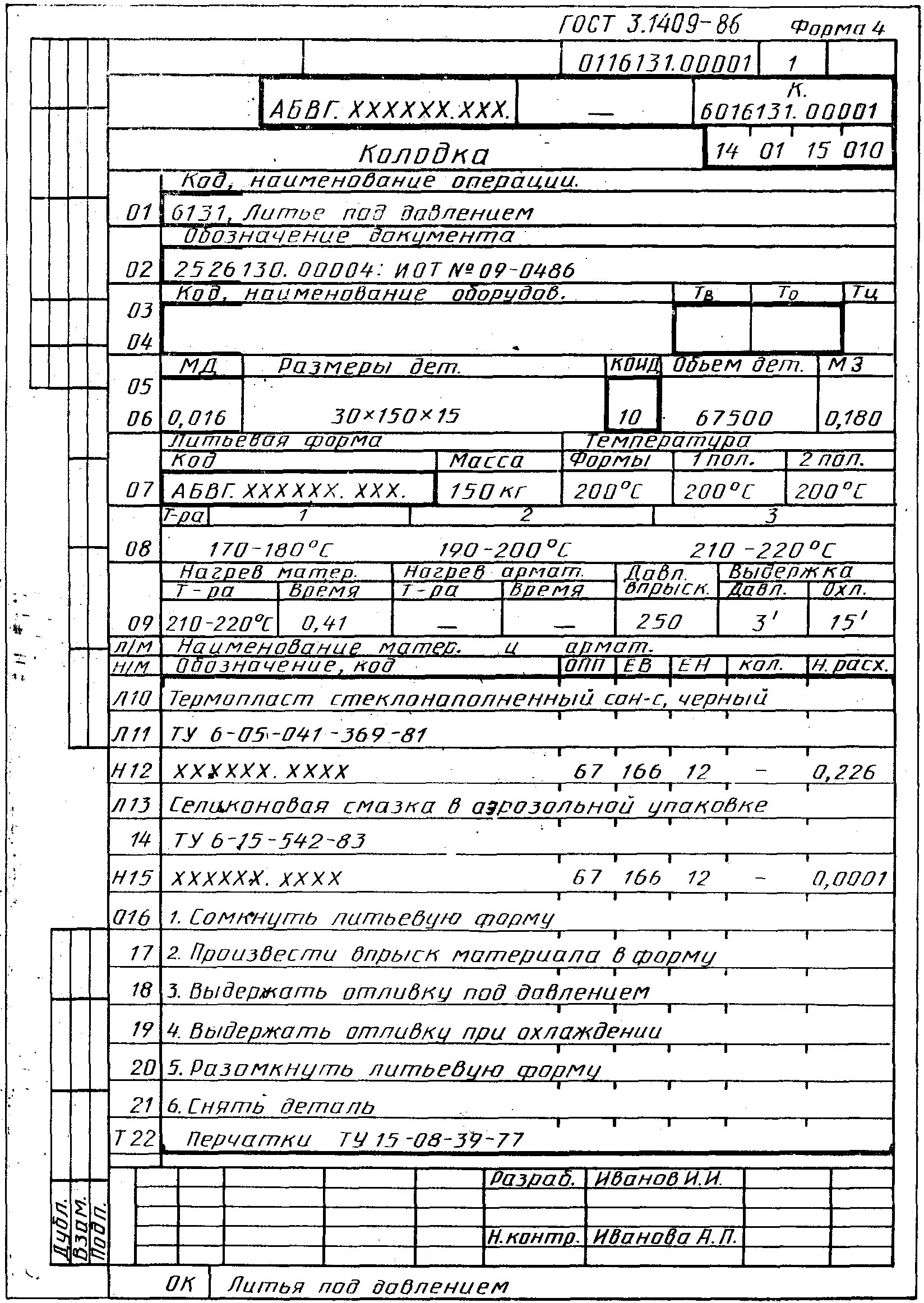
Рис. 2.23. Пример оформления ОК литья под давлением согласно ГОСТ 3.1409-86.
* Карта технологических процессов (КТП) или просто технологическая карта (ТК) содержит по существу те же сведения, что и МК, но только для тех ТО, которые выполняются в каком-то определенном подразделении (цехе, участке и т.д.), руководство которым вверено конкретному технологу. По форме изложения КТП напоминает сборник операционных карт, представленных в заданной последовательности выполнения ТО. Схематичным примером последовательности изложения КТП могут служить описания выполнения ТО в типовых ТП (см. Приложение 22).
При выполнении задачи 11.1 проектант не должен стремиться к формальной разработке полного набора ТД. Выбор состава и форм ТД обусловлен типом производства, видом разрабатываемого ТП и регламентирующими документами, действующими в рамках конкретного предприятия. Например, документальном оформлении ЕТП нередко в качестве обязательных ТД принимают лишь МК и ОК, а при оформлении типового ТП (ТТП) ограничиваются разработкой КТП (точнее КТТП) и ВТО.
Примечание.
В учебном процессе вузов при проектировании ТП в рамках курсового или дипломного задания соответствующими методическими указаниями обычно предписывается оформление ТП в виде сокращенного набора ТД. По этой причине учебная форма основного ТД может условно вбирать в себя сразу содержание МК, КЭ, ВО, ОК и некоторых других ТД (см. табл. 2.45).
Таблица 2.45
Пример оформления карты технологического процесса (КТП)
при выполнении курсового или дипломного проектов в вузах
№№ пп |
Наименование ТО |
СТО |
Режимы выполнения ТО |
Эскиз |
tшк i, н-ч |
m
Итого: Ти = Σ tшк i =
i = 1