Расчет компоновочных параметров размещения тп
В основе планирования схемы размещения рабочих мест для выполнения разработанного ТП лежит расчетное определение площади основного производственного отделения, предназначенного для непосредственного формования изделий из ПМ /12,37,43/. Например, площадь, необходимая отделению литья под давлением номенклатуры изделий заданного ассортимента, для которых были выбраны различные термопластавтоматы, рассчитывается по формуле:

Площадь F¹ на единицу оборудования (термопластавтомата) определяется по данным табл.2.33, а число необходимых термопластавтоматов каждого вида (i) по формуле:
ni = Qгпi · Kо / Qoi · j , шт (9.2)
где Qгпi –годовая программа изделий, формуемых на оборудовании i-того вида, кг;
Qoi – производительность термопластавтомата, кг/ч;
J – действительный годовой фонд времени работы оборудования в ч, определяемый
по табл. 2. 34;
Ко – коэффициент, учитывающий внеплановые остановки оборудования.
Таблица 2.34
Распределение годового фонда времени производства изделий из пластмасс /37/

Коэффициент К > 1, поскольку, помимо коэффициента использования оборудования, принимаемого равным 0,92, может учитывать наличие 2-х выходных дней в неделю, потери времени на ремонт (5 % от номинального фонда рабочего времени) и потери времени на технологические простои оборудования (2,5 % от номинального фонда) /12/.
Размерные параметры bn и bз должны соответствовать условиям конкретного производства, но при проектировании нового предприятия в расчет должны быть взяты размеры из типовых проектов зданий и сооружений, предназначаемых для производства изделий из ПМ. Согласно нормативам Гипропласта при строительстве одноэтажных зданий предприятия по переработке пластмасс должны иметь унифицированные пролеты с сеткой колонн 18х12, 24х12 или 30х12 при высоте до низа несущей конструкции фермы 7,2 м, а в случае многоэтажного корпуса сетка колонн 6х6, 6х9 или 6х12 при высоте этажей 6,0 м /12/.
Примечания: 1) Расчет числа термопластавтоматов для каждой номенклатуры изделий отдельно можно осуществлять также по формуле вида:
ni = Ti / j · Ки , шт (9.3)
где Т – затраты времени на выполнение годовой программы на i- том оборудовании, маш.- ч; Ки – коэффициент использования оборудования, равный 0,92.
Примеры расчета Тi и ni для различных литьевых изделий приведены в табл. 2.35. Исходными данными для выполнения этих расчетов явились:
* рабочие чертежи изделий, предназначенных для формования на определенной литьевой машине, из которых были установлены наименование изделия, его чистая масса и марка использованной пластмассы;
* годовая программа выпуска данных изделий (Qгпi), имеющаяся в составе исходной информации для проектирования ТП;
* технологические режимы литья под давлением, из которых взяты составляющие цикла выполнения ТО – время выдержки (to) и вспомогательное время (tв);
* чертеж формующего инструмента для определения числа гнезд m.
Расчет времени на одну отливку (tц) осуществлялся по формуле:
tц = (tо + tв) / 60 , мин (9.4)
Расчет суммарных временных затрат на выполнение всей годовой программы выпуска заданного ассортимента изделий осуществлялся по формуле:
Тi = Qгп · tц / m · 60 , маш.-ч (9.5.)
Тогда суммарные затраты времени на изготовление заданной номенклатуры изделий равны:
ТΣ = Тi1 + Тi2 , Маш.-ч (9.6)
Формула для расчета искомого количества литьевых машин представлена в таблице 2.35.
Таблица 2.35
Примеры расчета затрат машино-часов и количества оборудования,
необходимых для производства литьевых изделий в объеме годовой программы /12/
№№ ПП |
Наименова- ние изделий |
Чистый вес детали, г |
Годовая програм- ма, тыс. шт /т |
Марка сырья |
Время выдерж-ки, с |
Число гнезд в форме |
Вспомо-гательное время не- перекры-ваемое, с |
Общее время на 1 от-ливку (цикл), мин |
Затраты времени на годовую программу Тi, маш.-ч |
Литьевые машины с объемом отливки до 32 см³
1. Предохрани- 12 5400 / 63 Поли- 20 2 8 0,47 21200
тель стирол
2. Ручка 8,8 582 / 6,1 - " - 30 4 18 0,80 1940
Итого: 69,1 23140
Расчетное количество литьевых машин (до 32 см³):
ni = Ti / j · Ки = 23140 / 5670 · 0,92 = 4,4
---------------------------------------------------------------------------------------------------------------------
Литьевые машины с объемом отливки до 63 см³
1. Корпус 24 10000/240 Поли- 25 2 11 0,6 49000
стирол
2. Головка 14 12000/168 - " - 29 4 13 0,7 35000
Итого: 408 84000
Расчетное количество литьевых машин (до 63 см³)
ni = 84000 / 5670 · 0.92 = 16.1 и т.д.
2) При укрупненном определении необходимой площади для формования литьевых изделий исходят из обобщенных норм, рекомендованных Гипропластом, согласно которым удельная площадь (f) на 1 литьевую машину в целом по цеху (общая) равна 60 м², а по отделению литья – 29,5 м² /12, 43/. Тогда полная площадь такого подразделения может быть рассчитана по формуле:
F = f · N, м² (9.7)
где N - число всех термопластавтоматов.
Такой упрощенный расчет производственной площади применяется для предварительного определения размеров корпуса литьевого цеха, в условиях отсутствия парка литьевых машин на стадии технико-экономического обоснования (ТЭО), выбора площадки или составления технологической схемы генплана /12/.
Аналогичным образом осуществляется расчет производственных площадей для других видов формования изделий из ПМ, нормативные данные для которых приведены в табл. 2.33.
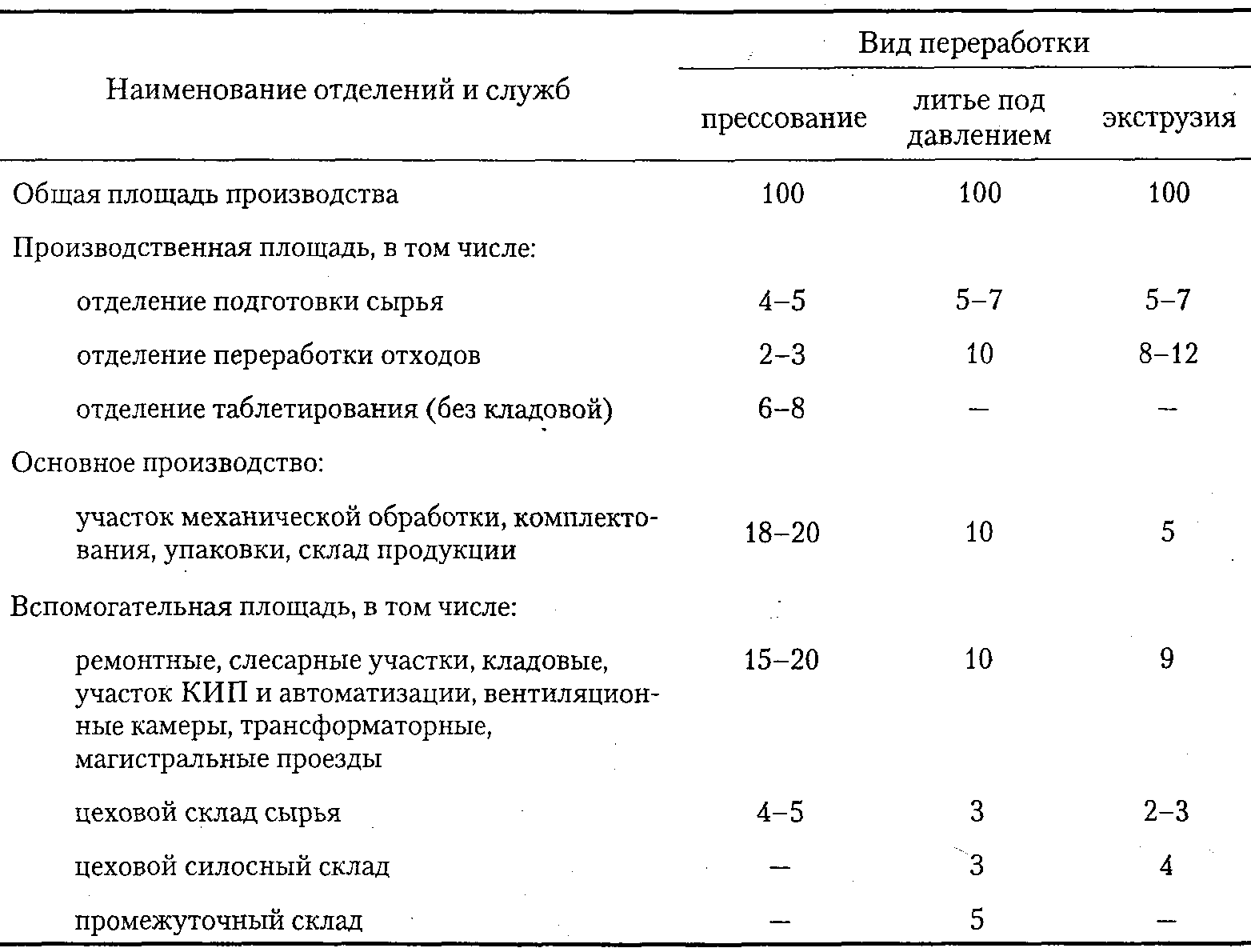
Расчет площадей остальных отделений и служб может быть осуществлен в %-ном отношении к основным производственным площадям согласно данным табл. 2.36.
Таблица 2.36
Соотношение между производственными и вспомогательными площадями /37/