

Анализ и отработка производственной технологичности конструкции изделия
Проектирование ТП должно начинаться после отработки конструкции объекта производства на технологичность, первоначально осуществляемой на проектно-конструкторском этапе и завершаемой при технологической подготовке производства (ТПП). Лишь в специально обоснованных случаях совершенствование технологичности конструкции изделия (ТКИ) может быть продолжено и в период его изготовления. Объясняется такая необходимость тем, что отработка ТКИ по определению способствует повышению уровня технико-экономических показателей проектируемого ТП, поскольку ТКИ – это совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданного качества, объема выпуска и условий выполнения работ /15, 16/.
Согласно ГОСТ 14.201-83 обеспечение ТКИ предусматривает взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат, сокращение времени на производство, в том числе и на монтаж вне предприятия-изготовителя, техническое обслуживание и ремонт. Следовательно, в широком понимании ТКИ призвано снижать перечисленные затраты не только при производстве, но и при эксплуатации и ремонте изделий, что предопределяет классификацию ТКИ на соответствующие виды и разновидности (рис. 2.4).
Классификация ТКИ по методам воздействия на технологическую рациональность и преемственность конструкции изделия объясняется тем, что направленные изменения этих конструктивно-технологических признаков изделия наиболее существенно влияют на снижение трудо-, материало- и хроноемкости во всех сферах существования изделия. Последовательный анализ этих признаков, представляющих собой две стороны одного понятия, называемого ТКИ, позволяет всесторонне рассмотреть конструкцию изделия с позиции технологических интересов.
Технологическая рациональность конструкции изделия – совокупность свойств изделия, выражающих его технологичность с точки зрения соответствия принятых конструктивных решений условиям производства и эксплуатации.
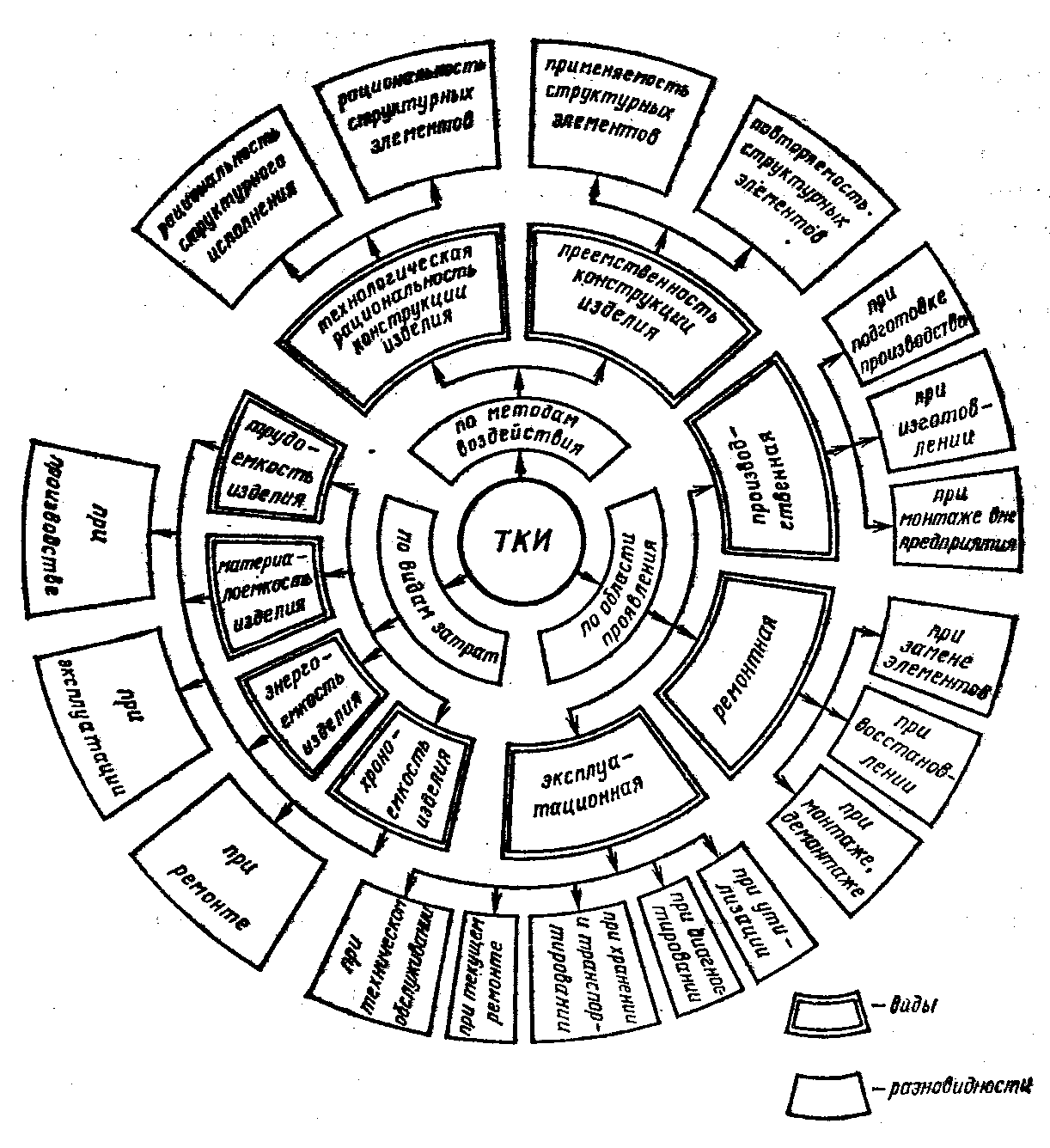
Рис. 2.4. Классификация ТКИ на виды и разновидности.
Условия производства и эксплуатации определяются возможностями эффективного использования трудовых и материальных ресурсов, исходя из принятых норм и нормативов, с учетом перспективы технического перевооружения эти сфер в течение всего планируемого периода выпуска и применения изделия в соответствии с данными прогнозов совершенствования конструкции изделия и конструкционных материалов, методов и средств изготовления, технического обслуживания и ремонта техники.
Технологическая рациональность конструкции изделия является динамической характеристикой, поскольку ее уровень непрерывно меняется соответственно изменяющимся методам и средствам изготовления, технического обслуживания и ремонта в результате последовательного внедрения достижений, накопленных на уровне данного предприятия, данной отрасли, всей промышленности, а также на уровне мирового индустриального развития.
Преемственность конструкции изделия представляет собой совокупность тех свойств изделия, которые выражают технологичность его конструкции с точки зрения единства повторяемости и изменяемости принятых в ней инженерных решений. При этом различают конструктивную и технологическую преемственность изделия.
Конструктивная преемственность изделия предполагает единство повторяемости составных частей в данном исполнении изделия или рассматриваемом множестве его исполнений и применяемости в них новых составных частей, обусловленных новизной требований к изделию или множеству его исполнений по их функциональному назначению, условиям производства или эксплуатации.
Технологическая преемственность конструкции изделия – это единство повторяемости и изменяемости технологических методов выполнения, поддержания и восстановления элементов конструкции изделия, учитываемых при его конструировании.
Показатели оценки ТКИ приведены в типовом перечне показателей технологичности ГОСТ 14.201-83, из которых необходимо выбирать минимальное, но достаточное их число для оценки технологичности конкретного изделия. При этом выбранные показатели должны быть едиными как для конструктора, так и для технолога (табл. 2.13).
Таблица 2.13
Рекомендуемый перечень показателей ТКИ в области производства
№№ п/п |
Показатели ТКИ |
Виды изделий |
|||
Деталь |
Сборочная единица |
Комплекс |
Комплект |
||
1 2
3 4
5 6
7
8 |
Трудоемкость изготовления Удельная материалоемкость (уд. энергоемкость и пр.) Технологическая себестоимость Удельная трудоемкость изготовления Трудоемкость монтажа Коэффициент применяемости материала Коэффициент унификации конструктивных элементов Коэффициент сборки |
+
- +
- -
-
+ - |
+
+ +
+ +
+
- + |
+
+ +
+ +
-
- + |
+
- +
- -
-
- - |
Выбор показателей оценки ТКИ – сложная инженерная задача, поэтому ее решение согласно ГОСТ 14.202-73 регламентировано правилами выбора, которые различают качественную и количественную оценку. Качественная оценка характеризует ТКИ обобщенно на основании опыта исполнителя («хорошо-плохо», «допустимо-недопустимо» и т.д.) и предпочтительна при проектировании конструкции изделия. Качественная оценка предшествует количественной и предопределяет ее целесообразность.
Количественная оценка ТКИ характеризует степень удовлетворения требований к технологичности конструкции на основании расчетных данных и особенно необходима при отработке ТКИ на подготовительной стадии проектирования ТП. При этом уровень, например, технологичности может быть определен как отношение достигаемого показателя технологичности (Ти) к к величине базового показателя трудоемкости (Тиб):
Кут = Ти / Тиб.
Аналогично уровень технологической себестоимости (Кус) – как отношение достигаемой технологической себестоимости (Си) к соответствующему базовому показателю (Сиб): Кус = Си / Сиб.
Коэффициент унификации конструктивных элементов детали (Ку) есть отношение числа унифицированных (преемственных) элементов конструкции (Эу) к общему числу элементов детали (Э∑): Ку = Эу / Э∑ и т.д.
Выбор базовых показателей технологичности конструкции, относительно которых в результате отработки ТКИ будет определяться уровень достигаемой технологичности, является исходным действием при количественной оценке ТКИ. Номенклатуру базовых показателей выбирают с учетом их экономической значимости, методики их определения и опытно-статистических (или расчетных) данных. При этом допускается также дополнительное сравнение вариантов или результатов отработки ТКИ по показателям, не числящимся в составе базовых, но влияющих на технологичность данного изделия.
В соответствии с целью и задачами проектирования ТП ниже рассматриваются объекты для анализа и отработки ТКИ в производственной области (табл. 2.14).
Таблица 2.14
Задачи этапа №3 и условия для их решения
Задачи |
Основные документы, необходимые для решения задач |
Критерии выбора решений |
3.1. Анализ и отработка преемственности конструкции изделия. 3.2. Анализ и отработка технологической рационально-сти конструкции изделия. 3.3. Оформление замечаний и предложений.
|
3.1. Рабочий чертеж изделия. 3.2. Технические требования к изделию. 3.3. Базовые показатели ТКИ. 3.4. ГОСТ 14.201-83, ГОСТ 14.202-73, ГОСТ 14.203-73, ГОСТ 14.204-73. 3.5. Паспорт ПМ. |
Кут ≤ 1 Кус ≤ 1 Ку → 1 Ким → 1 |