

Імовірнісний метод розрахунку розмірних ланцюгів
При розрахунку ланцюгів на mаx – min ми передбачали, що в процесі обробки або збирання можливе одночасне поєднання найбільших збільшувальних і найменших зменшувальних розмірів або зворотне їх поєднання. Внаслідок цього розмір замикаючої ланки отримає або максимальне або мінімальне значення. Такий випадок можливий, але імовірність його здійснення дуже мала.
У зв’язку з цим цей метод приводить до необгрунтованої жорсткості допусків, особливо при великій кількості ланок ( n > 4).
Більш точним і науково-обгрунтованим методом розрахунку розмірних ланцюгів є метод, заснований на теорії імовірностей.
Вважаємо, що погрішності складових ланок (розміри механічно оброблених деталей) підкоряються закону нормального розподілу. У одній з теорем теорії імовірності доводиться, що якщо випадкова величина являє собою суму великого числа взаємно незалежних випадкових доданків, серед яких немає домінуючих по своїй величині, то незалежно від того, яким законам розподілу підкоряються доданки, сума завжди буде мати розподіл близький до нормального, і тим точніше, при більшій кількості доданків.
Тому погрішності замикаючой ланки будуть підкорятися закону нормального розподілу і тим точніше при більшій кількості складових ланок розмірного ланцюга ( n > 5).
Закон нормального розподілу виражається рівнянням
y(x)= (2.13)
(2.13)
де у(х) – щільність імовірності,
- середнє квадратичне відхилення випадкової величини;
Х і – випадкова величина неперервного типу;
Х – середнє арифметичне значення випадкової величини;
2- дисперсія випадкової величини
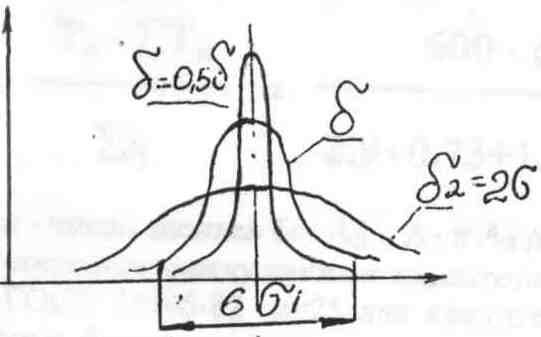
Закон нормального розподілу характеризується двома параметрами і x. Параметр є мірою розсіювання випадкової величини х, із збільшення крива стає більш пологою.
А параметр х є мірою положення кривої відносно осі ординат.
Закон нормального розподілу звичайно застосовується y безрозмірному вигляді, для цього (X і – X) виражається в долях і позначається через t

![]() -
нормований параметр розподілу.
(2.14)
-
нормований параметр розподілу.
(2.14)
Якщо
прийняти межі імовірного
розподілу (X1,2
–
![]() )
=
3,
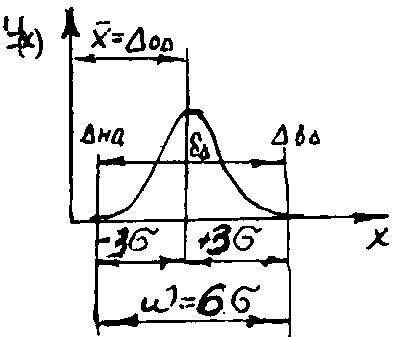
отже величину поля розсіяння
=6
, і прирівняти
поле розсіяння
допуску
Т то отримаємо
)
=
3,
отже величину поля розсіяння
=6
, і прирівняти
поле розсіяння
допуску
Т то отримаємо
TA=6A ; =T/6 ; (2.15)
TAi=6Ai ; i=Ti/6 . (2.16)
При цьому імовірність появи браку не перевищує 0,27%.
З теорії імовірності відомо, що дисперсія суми випадкових величин рівна сумі дисперсій цих доданків:
n
2 = i . (2.17)
i=1
Звідси
=![]() .
(2.18)
.
(2.18)
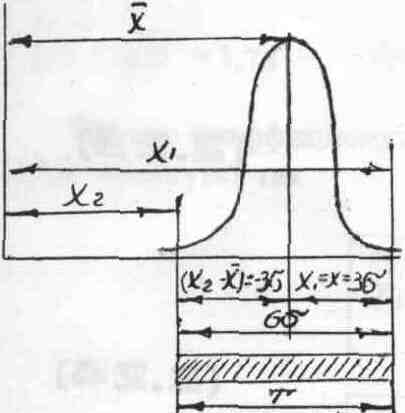
Так як крива симетрична відносно центра розсіяння то межа поля розсіяння
(X1,2 - ) = Т/2 , (2.19)
і величину t з вираження (2.14) можна записати
tΔ
=![]() та
та
![]() (2.20)
(2.20)
де t - коефіцієнт ризику.
З виразів (2.18) і (2.20) отримаємо
 (2.21)
(2.21)
Позначимо 1/ti =i (2.22)
і назвемо I коефіцієнт відносного розсіювання.
Підставивши (2.22) в рівняння (2.21) отримаємо
=![]() (2.23)
(2.23)
Прирівняємо
=![]() і отримаємо
і отримаємо
![]() (2.24)
(2.24)
Підставимо Т = а i в рівняння (2.24) і отримаємо
![]() (2.25)
(2.25)
Звідси кількість одиниць допуску
![]() (2.26)
(2.26)
Коефіцієнт ризику t призначається в залежності від допустимого відсотку браку на виробництві (при складанні). При цьому для замикаючої ланки застосовується нормальний закон розподілу при t =3 допустимий відсоток браку складає 0,27%.
Коефіцієнт відносного розсіювання
i2=1/9 - для закону нормального розподілу;
i2=1/6 - для закону розподілу трикутника;
i2=1/3 - для закону рівної імовірності.
{У окремій літературі i2 означається як 1}
У розрахунках застосовується також Кi -коэфициент відносного розсіювання.
Цей коефіцієнт характеризує міру відмінності розподілу погрішностей iї ланки від нормального розподілу, якому звичайно підкоряються похибці замикаючої ланки.
![]() (2.27)
(2.27)
![]() -
для закону нормального розподілу,
-
для закону нормального розподілу,
![]() -
для закону розподілу трикутника,
-
для закону розподілу трикутника,
![]() -
для закона рівної імовірності.
-
для закона рівної імовірності.
Введемо коефіцієнт відносного розсіювання К. Тоді рівняння (2.24), (2.25) і (2.26) запишуться так

T
=![]() ; (2.28)
; (2.28)

T
=
![]() ; (2.29)
; (2.29)
a
=![]() (2.30)
(2.30)
.
Для достовірного розрахунку необхідно визначити експериментальні закони розподілу для складових ланок.
Якщо їх немає то, в більшості випадків, рекомендується застосовувати для складових ланок (серійне виробництво) 2i= 1/6.
При t=3 и i2 = 1/9
a
=![]() . (2.31)
. (2.31)
При t=3 и i = 1/6
a=![]()
![]()
![]() (2.32)
(2.32)
Значення а при = 1/6 виходить в 1,225 рази менше а при i = 1/9, тобто забезпечується запас точності.
Якщо допуск яких-небудь ланок відомий (наприклад підшипників) то
а= (2.33)
(2.33)
Якщо для підшипника прийняти i = 1/9 і t = 3 (масове виробництво) то
a
= (2.34)
(2.34)