

Статистичні методи управління якістю продукції.
Статистичні методи управління дозволяють оцінити стан технологічного процесу, визначити заданий параметр якості продукції (наприклад, розмір), а у випадку виходу його за межі регулювання – скоректувати цей процес. Крім того дані методи управління дозволяють створити технологічний запас точності.
Технологічним
допуском називається допуск, значення
якого визначають з урахуванням економічно
досяжної точності виготовлення при
вибраному технологічному процесі.
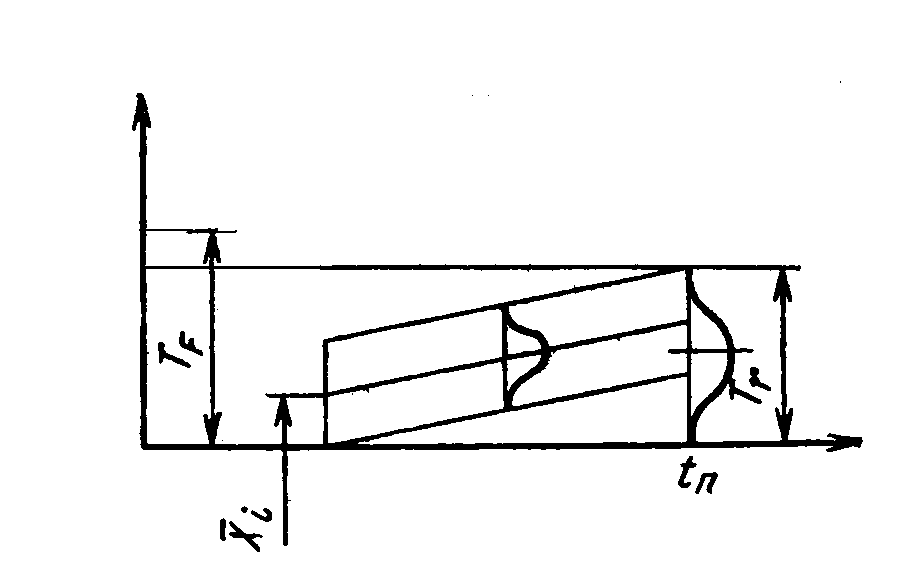
Приблизно технологічний допуск
дорівнює
Тr=ωlim+![]() де
ωlim
– граничне поле розсіювання
Δiсист
– сума систематичних похибок процесу,
які не усуваються
Формула справедлива при безперервному
і надійному регулюванні точності
виготовлення і контролю при великій
виборці. Доцільно створювати технологічний
запас точності
де
ωlim
– граничне поле розсіювання
Δiсист
– сума систематичних похибок процесу,
які не усуваються
Формула справедлива при безперервному
і надійному регулюванні точності
виготовлення і контролю при великій
виборці. Доцільно створювати технологічний
запас точності
KT=TF/Tr,
TF – функціональний допуск розміра
KT![]() 1,2
– для відповідальних і точних деталей.
1,2
– для відповідальних і точних деталей.
10. Основи технічних вимірювань Державна система забезпечення єдності вимірювань (дсв)
Метрологія - наука про вимірювання фізичних величин, про методи та засоби забезпечення їх єдності та досягнення потрібної точності.
Основні задачі метрології (ГОСТ 16263-70):
1) встановлення єдиної фізичної величини, державних еталонів та засобів вимірювання;
2) розробка теорії, методів та засобів вимірювання та контролю;
3) забезпечення єдності вимірювань та єдинообразних засобів вимірювання;
4) розробка методів оцінки похибок, стан засобів вимірювання та контролю.
5) розробка методів передачі розмірів одиниць від еталонів чи зразкових засобів вимірювання робочим засобам вимірювання.
Здійснення вказаних задач досягається ДСВ.
ДСВ - є нормативно-правовою основою метрологічного забезпечення точності вимірювань. Основними нормативно-технічними документами ДСВ та інших є ГОСТ 8.001-71; 8.002-71; 8.009-72; 8.010-72.
Основні поняття:
Вимірювання - находження значення фізичної величини шляхом спроб за допомогою спеціальних технічних засобів, наприклад: вимірювання розмірів мікрометром.
Основне рівняння вимірювання має вид:
Q = q·U,
де Q та q - вимірюєма фізична величина та її числове значення в прийнятих одиницях вимірювання.
U— одиниця фізичної величини.
Значення фізичної величини Q, знайдене при вимірюванні, називається дійсним. Замість визначення фізичної величини часто перевіряють, чи знаходиться дійсне значення цієї величини (наприклад; розмір деталі) у встановлених межах
Q С Т, де Т - поле допуску
Процес отримання та обробки інформації про об'єкт (наприклад: довжина деталі) з метою визначення його придатності називають контролем. Отже під час контролю визначають відповідність дійсного значення фізичної величини встановленим значенням.
Контрольні засоби - калібри, шаблони, прилади з електроконтактними перетворювачами. Для введення єдиного виду в одиницях вимірювання у всьому світі у 1960 році була прийнята Міжнародна система SI. На основі SI розроблено ГOCT 8.417 – 81 (СТ СЕВ 1052-72).
SI
Довжина - м Терм. температур. - кельвін (К) Маса -кг Сила світу -кандела (кд) Час- с Кількість речовини -моль Сила електричного тока –а