

Виробництво сталі в електричних печах
В дугових електропечах.
Для плавки сталі застосовують трьохфазні електропечі з трьома графітовими електродами. Піч складається з циліндричного кожуху і сферичного дна. Основні печі футерують магнезитом, кислі – динасом.
В циліндричній частині печі знаходиться робоче вікно і випускний отвір з жолобом. Піч може нахилятися. Через склепіння в піч опускають три електроди. Ванну нагріває струм, який проходить по колу: електрод-дуга-шлак-метал-шлак-дуга-електрод. Піч живиться від трансформатору. Невеликі печі завантажують через вікно, великі – через склепіння.
Розглянемо хід плавки в основній дуговій печі.
Після завантаження в піч шихту засипають вапном, опускають електроди і починають плавку.
І період плавки – окислювальний. В цьому періоді одержують окислювальний шлак, засипаючи вапно і залізну руду, періодично скачують шлак і наплавляють новий. Домішки окислюються по наведеним раніше реакціям. Відбувається «кипіння» ванни. Закінчується період «чистим кипінням» (без додавання руди).
ІІ період плавки – відновлювальний. Для утворення відновлювального шлаку завантажують вапно, плавиковий шпат CaF2 і дрібний кокс. Кисень з металу переходить в шлак, оксиди заліза і марганцю відновлюються. Потім в шлак вводять феросиліцій або алюміній. Розкислення з допомогою шлаку запобігає забрудненню металу неметалевими включеннями.
Тривалість плавки – 3 – 6 годин.
Витрати електроенергії на 1 т сталі:
вуглецевої – 500 – 700 кВт.г;
легованої – до 1000 кВт.г.
Переваги:
висока якість одержуваної сталі;
можна виплавляти будь-які марки сталі;
мінімальний вигар заліза;
мінімальне окислення легуючих добавок;
зручність регулювання і обслуговування.
Недоліки:
великі витрати електроенергії;
висока вартість переробки.
В індукційних печах.
Індукційна піч складається з індуктору у вигляді котушки (мідна трубка, яка охолоджується водою) та вогнетривкого тиглю, куди завантажують метал. При пропусканні струму через індуктор метал в тиглі знаходиться в змінному магнітному полі і в ньому виникають вихрові струми, які нагрівають та плавлять його.
Використовують такі печі рідко (тому що шлак нагрівається тільки через метал, окислення і рафінування з допомогою шлаку майже неможливі) для переплавки чистих легованих сталей.
Розливання сталі і одержання зливків
Сталь з печей випускають в ковші, футеровані шамотом, витримують 5 – 10 хвилин для вирівнювання складу, спливання неметалевих включень і газів. Потім проводять розливання сталі.
Способи розливання сталі:
у виливниці;
безперервне розливання.
У виливниці сталь розливають:
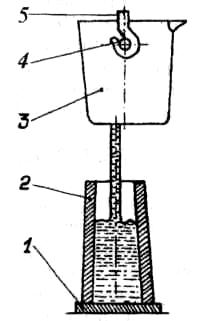
зверху з донного отвору ковша (так одержують великі зливки) – див. рисунок 1.3 (а);
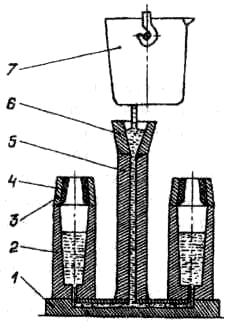
сифонним способом – сталь потрапляє знизу відразу в декілька виливниць ( так одержують дрібні зливки) – див. рисунок 1.3 (б).
Зливки, одержані у виливницях, мають неоднорідний хімічний склад і структуру, мають усадочні раковини (пустоти у верхній частині зливку).
Безперервне розливання проводять:
у вертикальних установках;
у радіальних установках.
Схема безперервного розливання сталі на установці з радіальним згином зливка наведена на рисунку 1.4.
а б
Рисунок 1.3. Способи розливання сталі у виливниці:
а – зверху:
1 - піддон; 2 - виливниця; 3 - ківш для розливання сталі; 4 - цапфа; 5 - гак мостового крана;
б – сифонним способом:
1 - піддон; 2 - виливниця; 3 - приростова надставка; 4 - футеровка надставки;
5 - центровий ливник; 6 - чаша; 7 - ківш для розливання сталі.

Рисунок 1.4. Схема машини безперервного лиття заготовок
з радіальним згином зливка:
1 - ківш для розливання сталі; 2 - розливний проміжний пристрій; 3 - кристалізатор; 4 - водяна форсунка; 5 - тяговий валок; 6 - частина зливка; 7 - ацетиленокисневий різак.
Сталь з ковша через проміжний пристрій заливається в мідний кристалізатор, який охолоджується водою, звідти витягується валками, нижче кристалізатору зливок вдруге охолоджується водяними форсунками, після виходу з валків газовим різаком відрізають потрібні куски.
Переваги зливків, одержаних безперервним розливанням:
чистіша поверхня;
нема усадочних раковин;
дрібніша структура;
менше хімічна неоднорідність;
зменшення відходів металу;
полегшення умов і підвищення продуктивності праці.
Недоліки:
поздовжні та поперечні зовнішні тріщини.