

Стругальні і протяжні верстати
Стругальні верстати застосовують в одиничному і малосерійному виробництві.
Переваги стругальних верстатів:
універсальність;
точність;
простота конструкції;
дешевизна інструменту.
Недолік: прямий хід різця (столу) – робочий, зворотний – холостий (звідси низька продуктивність).
Стругальні верстати:
поздовжньо-стругальні (рис.2.48, б) – для обробки плоских поверхонь середніх і крупних деталей машин; заготовку закріплюють на столі, який пересувається зворотно-поступально, різці здійснюють переривчастий рух подачі;
поперечно-стругальні (рис.2.48, а) – для обробки невеликих заготовок; різець здійснює головний зворотно-поступальний рух, поперечна горизонтальна подача здійснюється при пересуванні столу;
довбальні (рис.2.48, в) – для обробки канавок, плоских і фасонних поверхонь заготовок малої висоти з великими поперечними розмірами;
спеціальні.
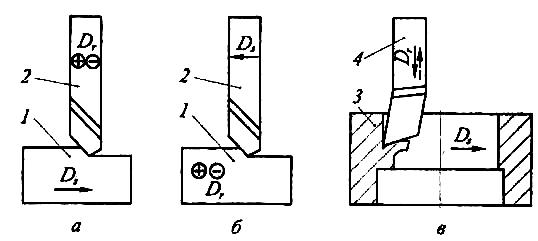
Рисунок 2.48. Схеми обробки плоскої поверхні (а, б) і шпонкового паза (в) на поперечно-стругальному (а), поздовжньо-стругальному (б) і довбальному (в) верстатах:
1,3- заготовка; 2, 4 – різець.
Стругання – операція механічної обробки, яка виконується різцями при зворотно-поступальному головному рухові і переривчастому рухові подачі, який здійснюється в кінці зворотного (холостого) ходу.
Інструмент – стругальні різці (рис.2.49).
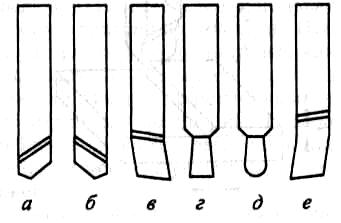
Рисунок 2.49. Стругальні (а - д) і довбальний (е) різці:
а, б - прохідний; в - підрізний; г - відрізний; д - фасонний; е - для шпонкового паза.
Струганням виготовляють рами, плити, направляючі станин верстатів тощо.
Протяжні верстати:
горизонтальні і вертикальні;
для внутрішнього і зовнішнього протягування.
Протягування – операція механічної обробки на протяжних верстатах багатолезвійними різальними інструментами – протяжками.
Протяжка – металорізальний інструмент у вигляді стержня, на якому послідовно розташовані зуби заданого профілю і кожний наступний зубець виступає над попереднім (рис.2.50).
Інструмент виконує прямолінійний рух різання, заготовка закріплена нерухомо. Руху подачі немає (рис.2.51). Точність обробки та якість обробленої поверхні високі.
Протягування застосовують для обробки дрібних і середніх деталей в крупносерійному і масовому виробництві.
Протягування буває внутрішнє – для протягування отворів діаметром 3-300мм і зовнішнє – для протягування зовнішніх поверхонь. Поверхні, які одержують протягуванням, наведені на рисунку 2.52.
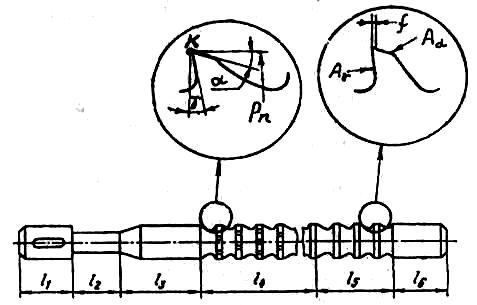
Рисунок 2.50. Геометрія круглої протяжки:
l1 - передній хвостовик; l2 - шийка; l3 - передня і l6 - задня напрямні; l4 - різальна і l5 - калібрувальна частини.
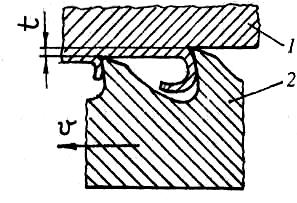
Рисунок 2.51. Схема роботи протяжки:
1 - заготовка; 2 - протяжка;
t - глибина різання; v - швидкість різання.

Рисунок 2.52. Поверхні, що обробляються внутрішнім (а - є) і зовнішнім (ж) протягуванням:
а - циліндрична; б - чотиригранна; в - шестигранна;
г - фасонна; д - шпонковий паз; е, є - шлицьовий отвір;
ж - паз гайкового ключа.