

Свердлильні верстати, операції, які на них виконуються
Види робіт на свердлильних верстатах: свердлення, зенкерування, розточування і розгортання отворів, нарізання різьби.
До групи свердлильних входять:
настільні;
вертикально-свердлильні;
радіально-свердлильні;
для глибокого свердлення;
розточувальні;
спеціальні.
Вертикально-свердлильні верстати (рис.2.42) застосовують в одиничному, малосерійному виробництві та в ремонтних цехах.
Основна характеристика верстату – найбільший діаметр свердла (6-75мм).
Заготовка кріпиться до столу, інструмент, закріплений у шпінделі, обертається від електродвигуну через коробку швидкостей і здійснює прямолінійний рух подачі.

Рисунок 2.42. Загальний вигляд вертикально-свердлильного верстата:
А - фундаментна плита; Б - станина; Г - коробка подач;
Д - коробка швидкостей.Dr - головний рух різання;
Ds - рух подачі.
Радіально-свердлильні верстати (рис.2.43) застосовують для обробки отворів у важких і громіздких заготовках; заготовка нерухома, а шпіндель пересувається для установки в потрібному положенні.
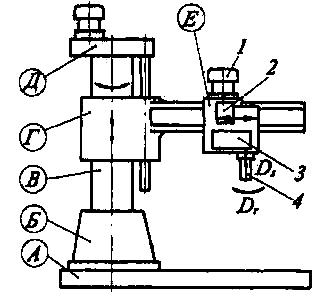
Рисунок 2.43. Загальний вигляд радіально-свердлильного верстата:
А - фундаментна плита; Б - колона; В - поворотна гільза;
Г - траверса; Д - механізми пересування траверси;
Е - шпіндельна бабка: 1 - електродвигун; 2 - коробка
швидкостей; 3 - коробка подач; 4 - шпіндель; Dr - головний рух
різання; DS - рух подачі.
Свердлення – одержання отворів в суцільному матеріалі з використанням свердл (рис.2.44, а,б).
Види свердл:
спіральні (з двома гвинтовими канавками і двома різальними зубами, діаметром 0,1-80мм);
центрувальні (для свердлення центрових отворів для установки заготовок в центрах);
перові (у вигляді лопаток, для свердлення отворів у твердих поковках і литві);
свердла з пластинками з твердих сплавів (діаметром 3-50мм, для свердлення твердих металів);
свердла для глибокого свердлення (діаметром 6-100мм).
Зенкерування – обробка різанням стінок або вхідної частини отвору. Мета зенкерування – одержання більш точних розмірів отворів, обробка вхідної частини отвору під голівку гвинта та ін. Інструмент – зенкер або зенковка (для одержання конічних заглиблень в отворі) (рис.2.44, в, е, є).
Розгортання – операція обробки різанням стінок отворів з метою одержання високої точності і чистоти поверхні. Інструмент – розгортка (циліндрична або конічна) (рис.2.44, г).

Рисунок 2.44. Роботи, що виконуються на свердлильних верстатах:
свердлення (а) і розсвердлювання (б) циліндричних отворів;
зенкерування (в) і розгортання (г) циліндричних отворів;
нарізування різьби (д); зенкування (є) конічної поверхні в отворі;
обробка циліндричної й конічної поверхонь в отворі (є)
комбінованим інструментом зенкер – зенківка.
Фрезерування і фрезерні верстати
До групи фрезерних верстатів входять:
консольні (для невеликих і неважких заготовок);
безконсольні;
поздовжні (для крупних і невеликих заготовок, обробка з 3-х боків);
портальні (для громіздких заготовок, заготовка нерухома);
карусельно-фрезерні;
барабанно-фрезерні;
копіювальні (для відтворення заданого контуру, в масовому виробництві);
спеціальні.
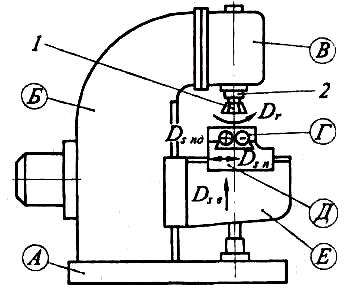
Риунок 2.45. Вертикально-фрезерний верстат:
А - фундаментна плита; Б - станина; В - шпиндельна головка;
Г - стіл; Д - полозки; Е - консоль; 1 - фреза; 2 – шпіндель.
Фрезерування – операція обробки різанням, при якій багатолезвійний інструмент фреза здійснює обертальний головний рух, а заготовка – поступальний рух подачі (рис.2.46).
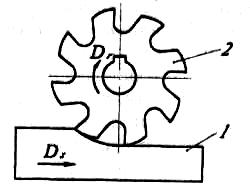
Рисунок 2.46. Схема фрезерування:
1 - заготовка; 2 - фреза; Dr - головний рух різання; Ds - рух подачі.
Фрезерування буває:
циліндричне (вісь фрези паралельна оброблюваній поверхні);
торцове (вісь фрези перпендикулярна цій поверхні).
Фрезеруванням одержують: плоскі, фасонні, гладкі, рифлені поверхні, пази, канавки, зубчасті колеса тощо.
Фрези бувають:
по формі зуба:
з прямими зубами;
з гвинтовими зубами;
затиловані;
незатиловані (гострокінечні).
за призначенням (рис.2.47):
для обробки площин (циліндричні і торцові);
для виконання пазів (дискові, пазові, кінцеві, однокутові, двокутові, Т-подібні);
для вирізання фасонних поверхонь (фасонні, дискові, модульні, черв’ячні);
для різки металів (відрізні або пили круглі).
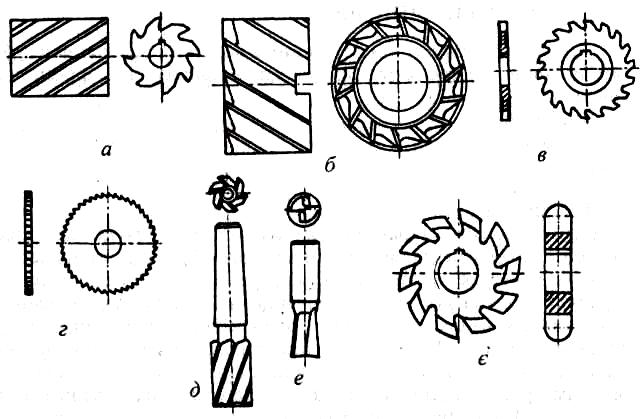
Рисунок 2.47. Типи фрез:
а - циліндрична; б - торцова; в - дискова; г - прорізна; д - кінцева;
е - шпонкова; є – фасонна.