

2 Основные схемы расчета потребных зажимных усилий
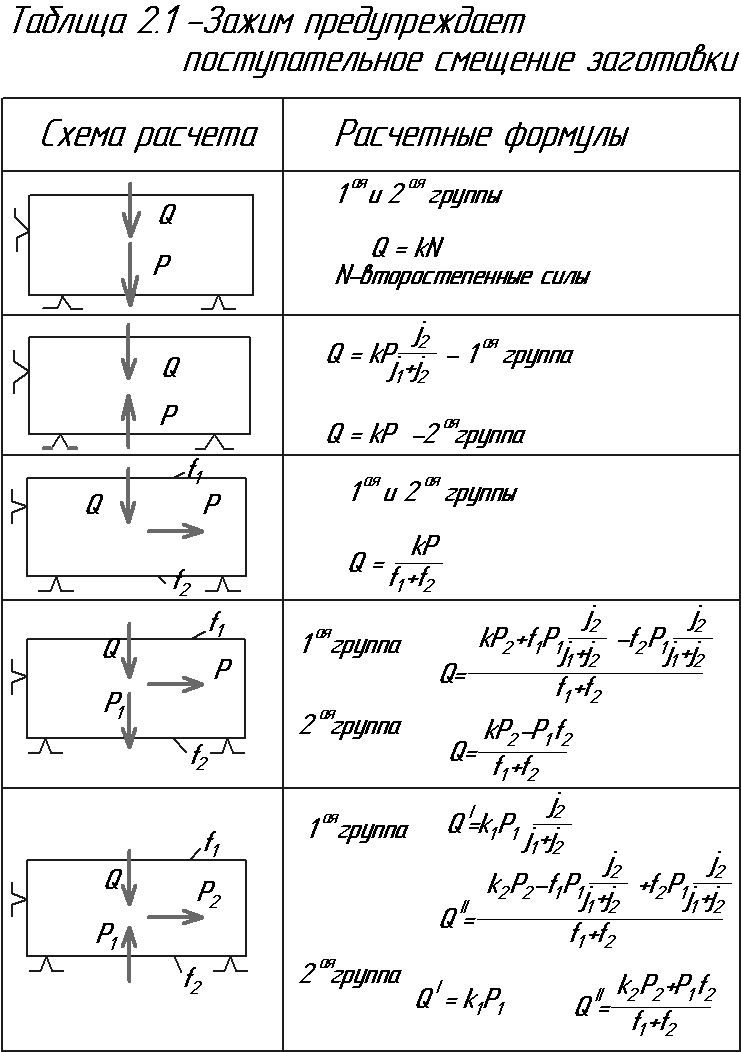
В таблице 2.1 приведены схемы расчета усилий зажима, которые предупреждают поступательное смещение заготовки от действия сил резания.
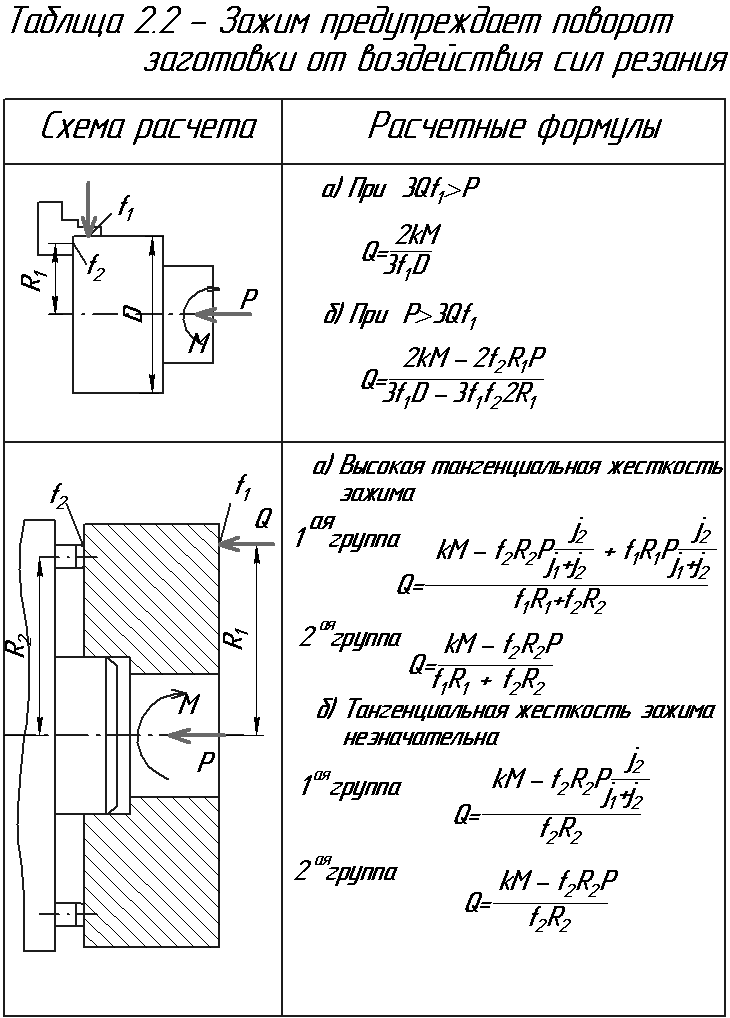
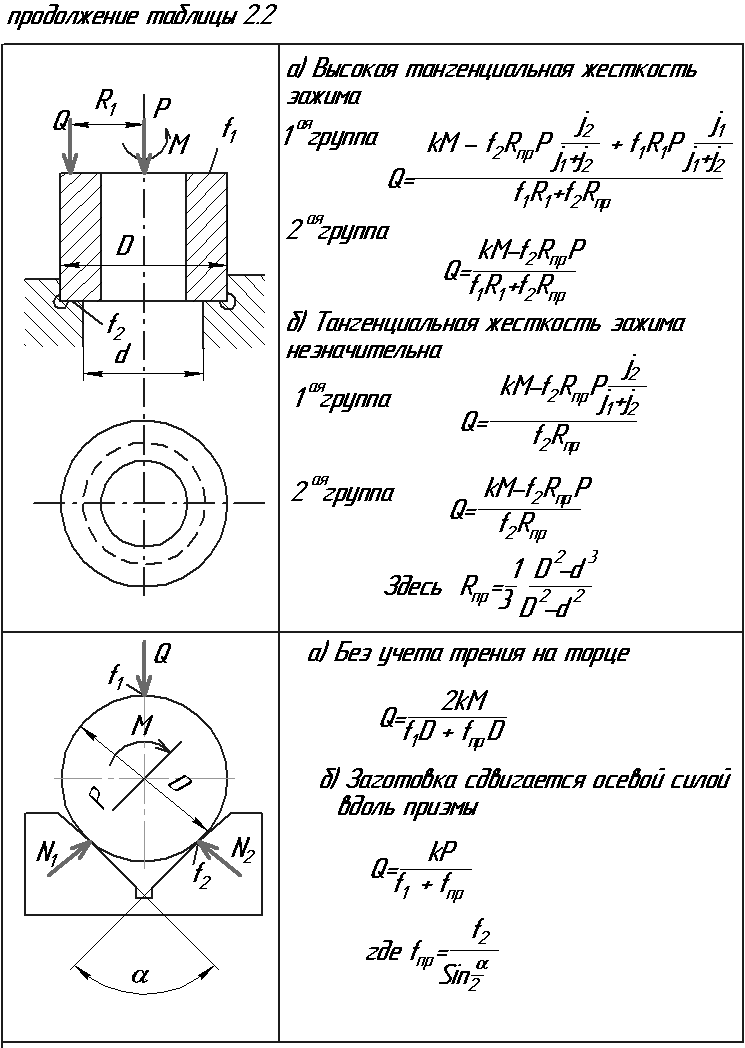
В таблице 2.2 даны схемы расчета зажимных усилий, когда зажим предупреждает поворот заготовки от действия момента сил резания.
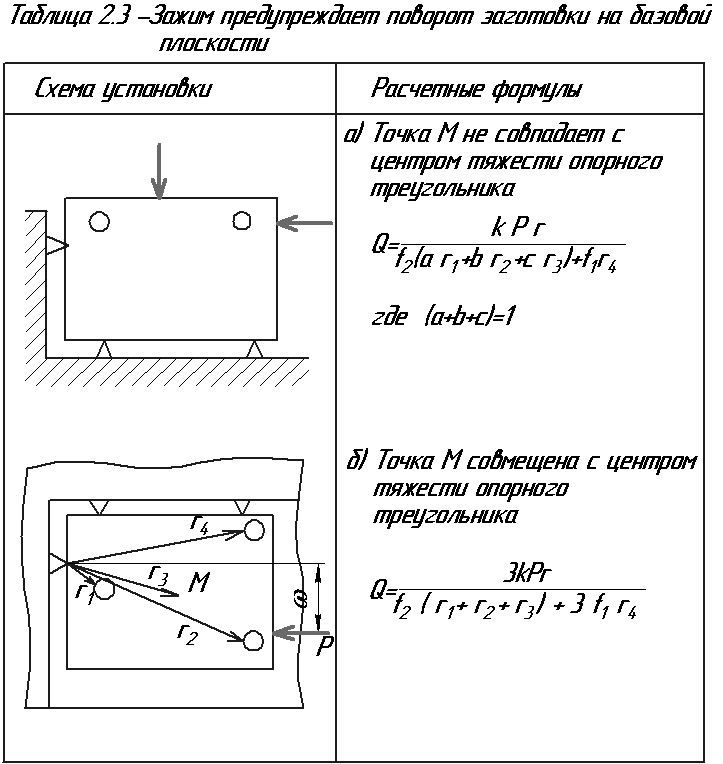
В таблице 2.3 дана расчетная схема и формулы для определения зажимных усилий, когда зажим предупреждает поворот заготовки на базовой плоскости.
В указанных выше таблицах приняты следующие обозначения:
Р1, Р2, Р3 - усилия резания и их составляющие,
Q - расчетная величина усилия зажина заготовки,
f1, f2 - коэффициенты трения соответственно на поверхностях зажима и базирования,
j1 - жесткость зажимного устройства,
j2 - жесткость установочной системы,
К - коэффициент запаса.
Для практического использования формул, приведенных в таблицах 2.1, 2.2, 2.3, необходимо иметь данные по жесткостным характеристикам, коэффициента запаса.
Для численной оценки характеристик жесткости можно пользоваться следующими отношениями:
![]() и
и
![]()
где
![]() - жесткость стыка (заготовка – зажимной
элемент),
- жесткость стыка (заготовка – зажимной
элемент),
![]() -
жесткость стыка (заготовка – установочный
элемент).
-
жесткость стыка (заготовка – установочный
элемент).
Меньшие значения коэффициентов относятся к многозвенным, нежестким системам. Величина, жесткости установочных систем обычно больше жесткости зажимных элементов и может быть выражена следующим соотношением:
![]()
В первом приближении жесткость стыка заготовок из стали и чугуна с установочными и зажимными элементами может быть принята в зависимости от состояния контактной поверхности элементов приспособления.
Элементы с рифлениями - 25 - 55 кН/мм.
Элементы со сферической поверхностью - 50-80 кН/мм.
Плоские обработанные стыки:
шероховатость Rz = 300 - 400 кН/мм
шероховатость Rz = 400 - 600 кН/мм
шероховатость Rz = 700 - 900 кН/мм.
Если неизвестны величины жесткостей зажимных и установочных элементов, то в формулах для расчета зажимных сил можно брать приближенно.
![]()
![]()
Меньшие значения в первом соотношении и большие во втором соотношении следует брать для зажимных систем пониженной жесткости.
Величина коэффициента трения может быть рекомендована для следующих условий контакта сопрягающихся поверхностей. Контакт по обработанным поверхностям f = 0,16
Необработанные поверхности, в контакте с элементами приспособлений, имеющих сферическую поверхность, имеют коэффициент трения, определяемый по формуле:
![]()
где N - нормальная сила, приходящаяся на опору, в кН
r - радиус сферического элемента в мм.
Наибольшие значения коэффициента трения для этих условий могут достигать величины 0,30.
При наличии рифлений на установочных или зажимных элементах приспособлений коэффициент трения определяется по формуле:
f = 0,005∙q + 0,2
где q - номинальное удельное давление на поверхность стыка, в мПа.
Наибольшее значение коэффициента трения при значительных удельных давлениях (до 100 мПа) могут достигать величины - 0,20.
Приведенные выше значения коэффициентов трения и расчетные формулы справедливы для заготовок из стали и чугуна. Для заготовок из цветных металлов и сплавов величины коэффициентов трения принимать по специальной справочной литературе
Величина коэффициента запаса рассчитывается по формуле, учитывающей влияние целого ряда факторов, а именно:
К = К0∙К1∙К2∙К3∙К4∙К5∙К6
К - минимальный запас для всех случаев, равный - 1,5;
К1- влияние случайных неровностей обрабатываемой поверхности:
черновая обработка - 1,2,
чистовая обработка - 1,0;
К2 - влияние износа и затупления режущего инструмента - 1,0-1,9;
более подробно см. табл. 3.4.
К3 - прерывистый характер резания -1,2
К4 - постоянство создаваемых зажимным устройством усилий:
закрепление вручную - 1,8.
закрепление от постороннего источника энергии, если допуск на размер заготовки не влияет на зажимную силу - 1,0;
К5 - удобство расположения рукоятки при закреплении вручную:
удобное положение, малый угол поворота рукоятку-1,0,
неудобное положение или большой угол поворота (более 90°) -1,2;
К6 - учитывается при наличии моментов, стремящихся повернуть заготовку на базовой плоскости:
опоры с ограниченной поверхностью -1,0,
установка на планки и другие элементы с большой поверхностью контакта - 1,5.
Таким образом, коэффициент запаса должен определяться в каждом отдельном случае с учетом указанных выше факторов и конкретных условий обработки.
Таблица 2.4 – Значение коэффициента К2
Метод обработки |
Компоненты усилия резания |
К2 |
Сверление |
Крутящий момент осевая сила |
1,15 для 1,10 чугуна |
Зенкерование предварительное (по корке) |
Крутящий момент осевая сила |
1,3 чугун 1,2 износ до 1,4 мм |
Зенкерование предварительное |
Крутящий момент осевая сила |
1,2 износ 1,4 мм 1,2 износ -0,7+0,8 |
Точение и растачивание предварительное |
Pz
Py
Px
|
1,0 – сталь 1,0 – чугун 1,4 – сталь 1,2 –чугун 1,6 – сталь 1,25 –чугун |
Точение и растачивание чистовое |
Pz
Py
Px
|
0,95 – сталь 1,05 – чугун 1,05 – сталь 1,25 –чугун 1,0 – сталь 1,5 –чугун |
Фрезерование цилиндрическое предварительное и чистовое |
Окружная сила |
1,25-1,9-для мягких сталей 1,2-1,4 – твердых сталей и чугуна |
Торцевое фрезерование предварительное и чистовое |
Тангенциальная сила |
То же |
Шлифование |
Окружная сила |
1,15-1,20 |
Протягивание |
Сила протягивания |
1,55 – износ до 0,6 мм |