Правила построения технологического процесса обработки детали
Правила для единичного производства:
Обработку заготовок по возможности выполнять за два установа: сначала с одной стороны, затем с другой (табл.1).
Укрупнять операции, т.е. объединять выполнение нескольких переходов при одном установе детали.
Правила для серийного производства:
Технологический процесс обработки деталей расчленять на несколько простых операций (см. табл.1).
Для каждой операции предусматривать выполнение продольных размеров по продольному упору или лимбу продольной подачи, а поперечных размеров – по поперечному упору или лимбу винта поперечных салазок суппорта.
На первой операции у заготовки обработать поверхности, принятые за чистовые технологические базы.
Содержание работы
Работа заключается:
в усвоении основных сведений о токарной обработке по теоретическим положениям.
в ознакомлении с компоновкой токарно-винторезного станка, его узлами и их назначением; схемами установки заготовок на станке, классификацией токарных резцов и способами обеспечения точности диаметральных и линейных размеров;
в изучении основных схем выполнения токарной обработки и наблюдением за выполнением мастером основных токарных операций на станке;
в ознакомлении с правилами построения технологического процесса обработки детали на станке, изучение процесса изготовления детали по заданию и в составлении технологической карты токарной обработки этой детали.
Оборудование, инструмент, заготовки.
Оборудование: токарно-винторезный станок 1К62.
Приспособления: трёхкулачковый патрон.
Инструмент: режущий - резцы, сверла, зенкеры, развертки, измерительный – штангенциркули.
Заготовки: образцы заготовок, материал-сталь 30
Порядок выполнения работы.
Выслушать пояснение мастера об устройстве токарно-винторезного станка: его компоновке, узлах, их назначении, его управлении.
Наблюдать за выполнением мастером на станке продольного, радиального, фасонного точений, точения конусов, резьбы, сверления, зенкерования, развертывания, растачивания осевого отверстия и других операций. Обратить внимание на режущий инструмент, приспособления для установки заготовки и режущего инструмента, усвоить виды и название режущих инструментов. Обратить внимание на способы достижения точности диаметральных и линейных размеров обрабатываемой детали, используемые мастером при выполнении операций.
Сделать эскизы: а) общего вида токарно-винторезного станка; б) продольного, радиального, фасонного точений, точения конусов, резьбы, сверления, зенкерования, развертывания, растачивания осевого отверстия и других выполненных мастером токарных операций. На эскизах указать способ установки заготовки, размеры обрабатываемой поверхности, режущий инструмент в конце обработки, рабочие движения (главное и подачи).
Изучить особенности построения технологического процесса обработки деталей на токарном станке в единичном и серийном производствах (табл.1).
Изучить процесс токарной обработки детали по заданию. Оформить его в технологической карте (табл.2)
Таблица 1
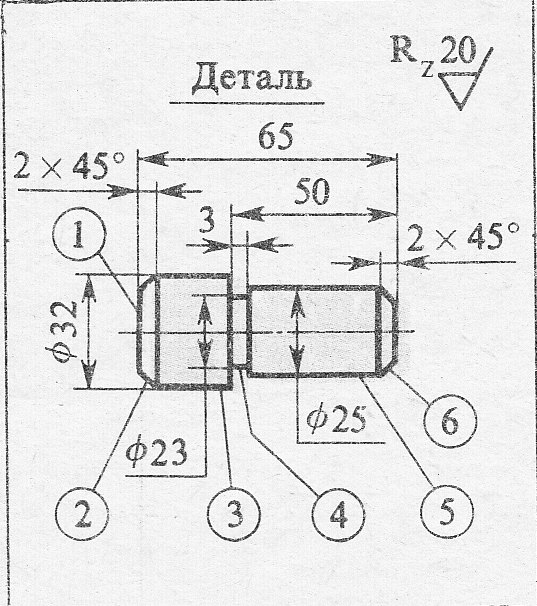
Технологический процесс изготовления детали «палец»
Единичное производство |
Серийное производство |
|
|
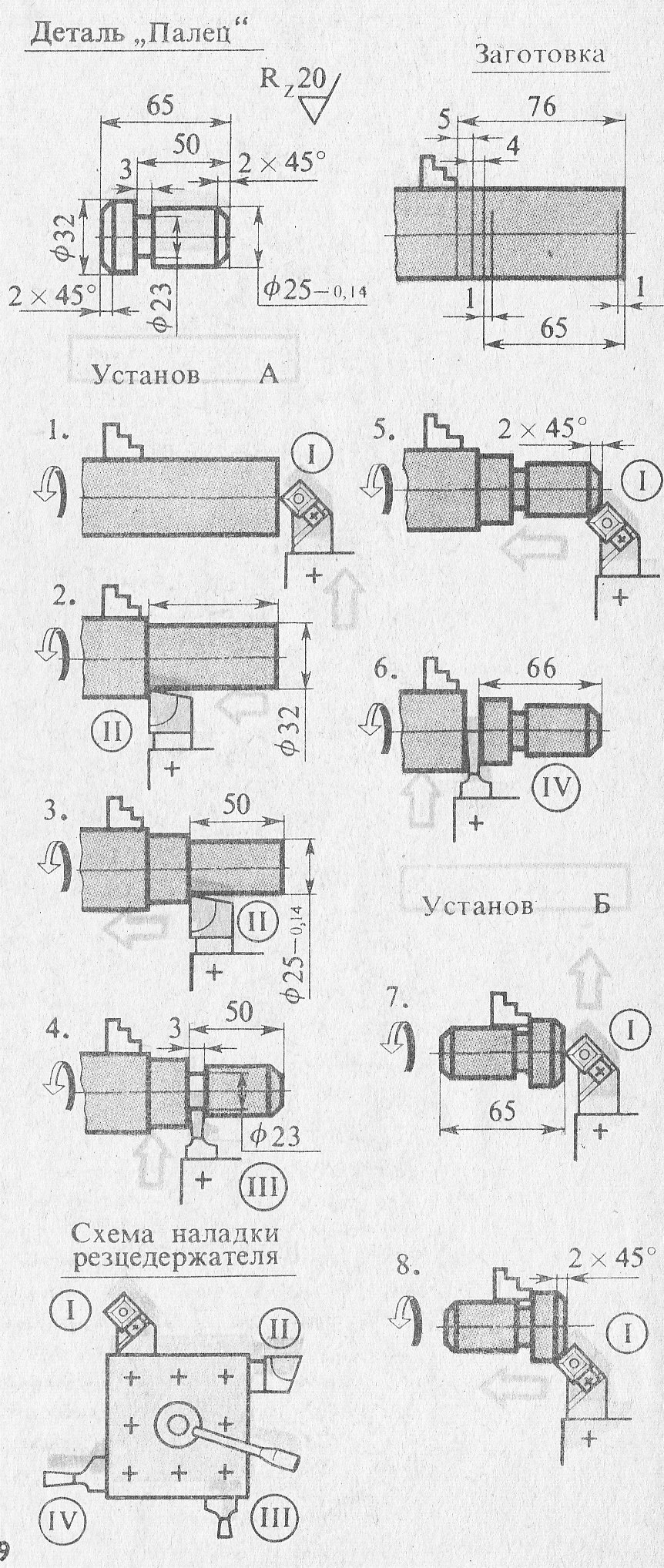
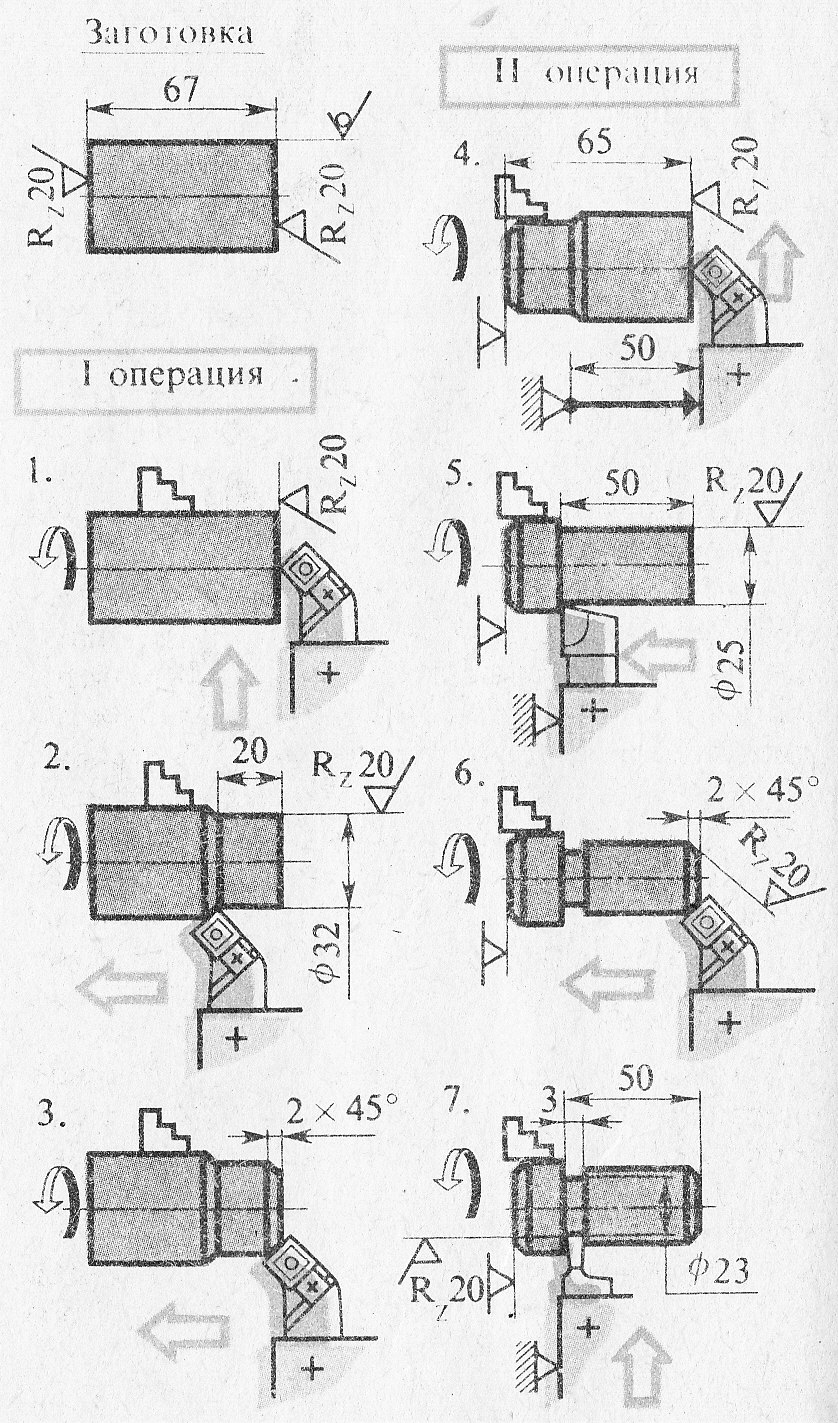
Таблица 2
Технологическая карта токарной операции обработки
детали «Палец»
|
|
Наименование операции |
№ операции
|
||||||||||
Токарная |
010 |
||||||||||||
Количество деталей в партии |
100 |
||||||||||||
Материал - сталь |
Марка – сталь30 |
σвр = 60 кг/мм2 |
|||||||||||
Станок |
16К20 |
Профессия рабочего |
Разряд |
||||||||||
|
токарь |
3 |
|||||||||||
Установ |
Переход |
Содержание переходов |
Схемы переходов |
Приспособления |
Инструмент |
||||||||
режущий |
измерительный |
||||||||||||
I |
- |
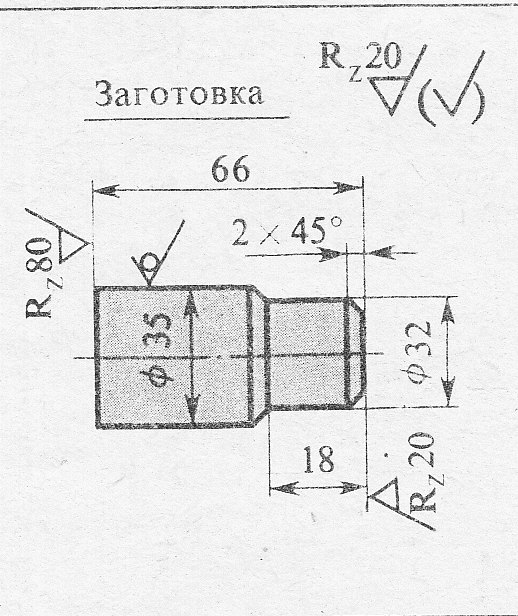
Установить заготовку в патрон за поверхность Ø32, с вылетом 52 мм |
|
Трехкулачковый самоцентрирующий патрон с сырыми кулачками, продольный упор, мерная плитка l = 50 мм |
Проходной резец Т15К6 |
Штангенциркуль |
|||||||
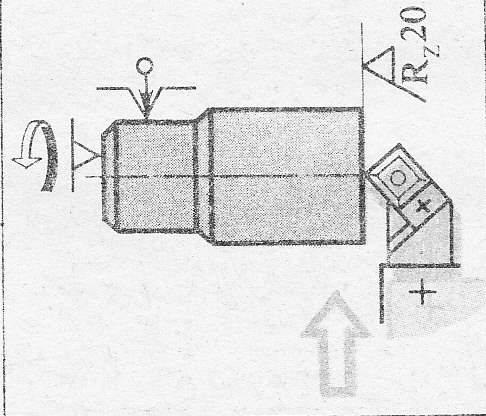
1 |
Подрезать торец (поверхность 1) в размер 65 мм |
||||||||||||
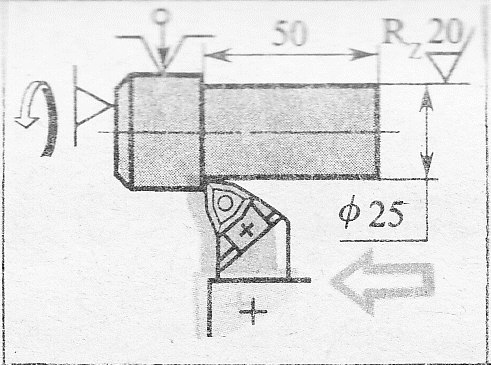
2 |
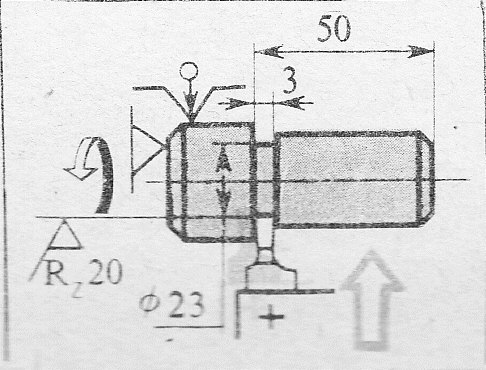
Точить поверхность (5) Ø25 мм на длину 50 мм |
|
Трехкулачковый самоцентрирующий патрон с сырыми кулачками, упор |
Упорный резец Т15К6 |
То же |
||||||||
Продолжение табл.2
|
3 |
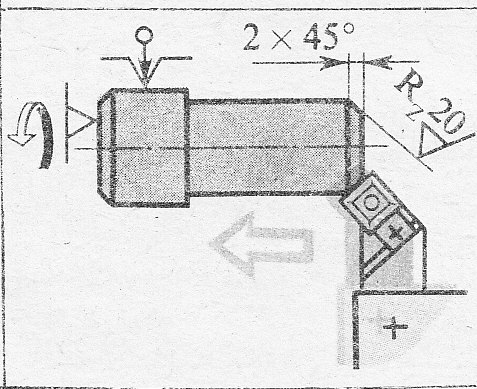
Точить фаску (6) 2 х 45° начисто |
|
Трехкулачковый самоцентрирующий патрон с сырыми кулачками |
Проходной резец Т15К6 |
То же |
4 |
Выточить канавку (4) шириной 3 мм, глубиной 1 мм |
|
Трехкулачковый самоцентрирующий патрон с сырыми кулачками, продольный упор |
Канавочный резец Т15К6 |
То же |
Задание:
Изучить токарную операцию обработки детали по заданию и
составить технологическую карту токарной обработки этой детали.
№ зада-ния |
№ вари-анта |
Для условий: |
1 |
1 |
Операция I при обработке детали «Втулка с канавкой». |
2 |
1 |
Операция II при обработке детали «Втулка с канавкой» |
3 |
2 |
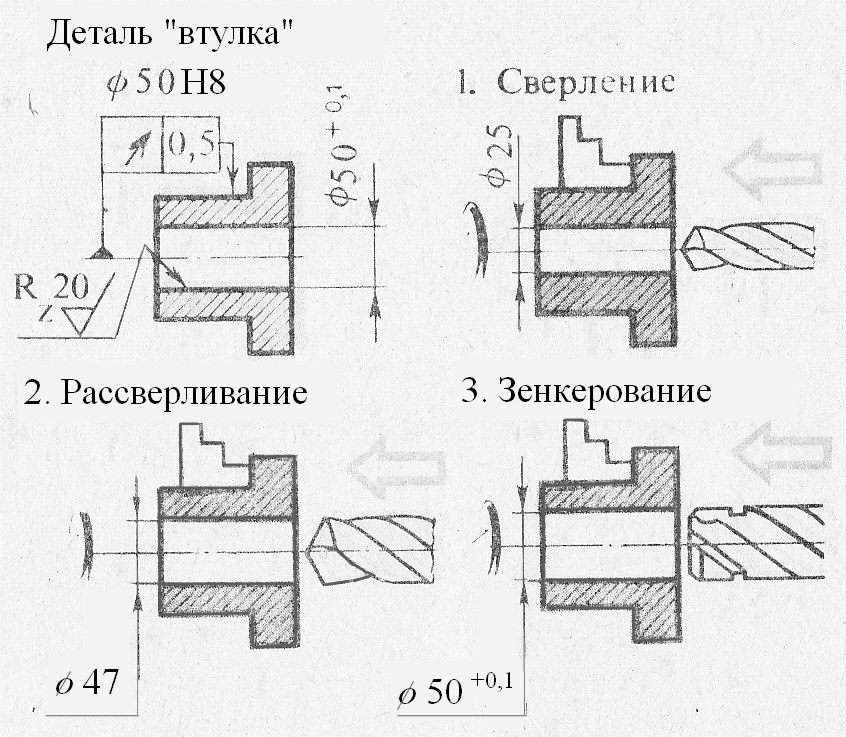
Схема 1 последовательности обработки отверстия детали «Втулка» |
4 |
2 |
Схема 2 последовательности обработки отверстия детали «Втулка» |
5 |
3 |
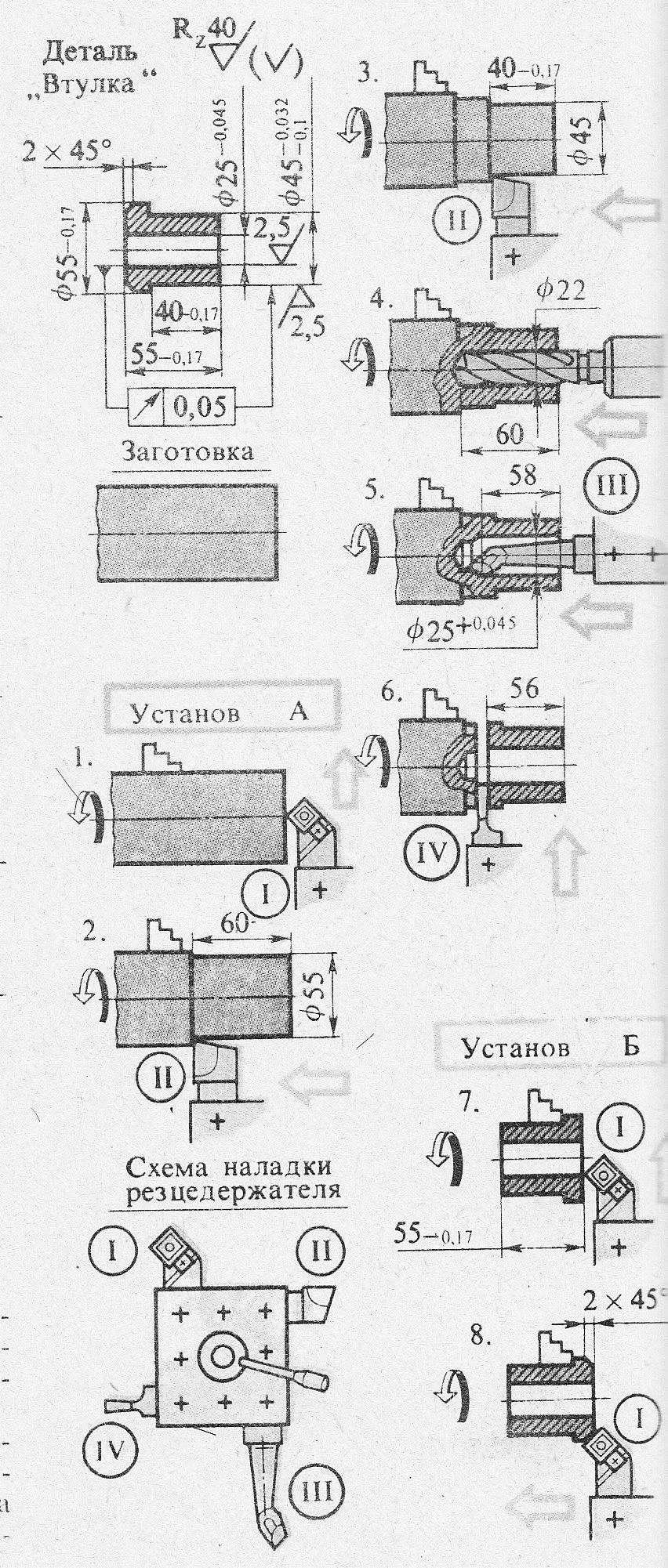
Единичное производство, установ А, переходы обработки наружных поверхностей детали «Втулка». |
6 |
3 |
Единичное производство, установ А, переходы обработки отверстия детали «Втулка». |
7 |
3 |
Единичное производство, установ Б при обработке детали «Втулка». |
8 |
4 |
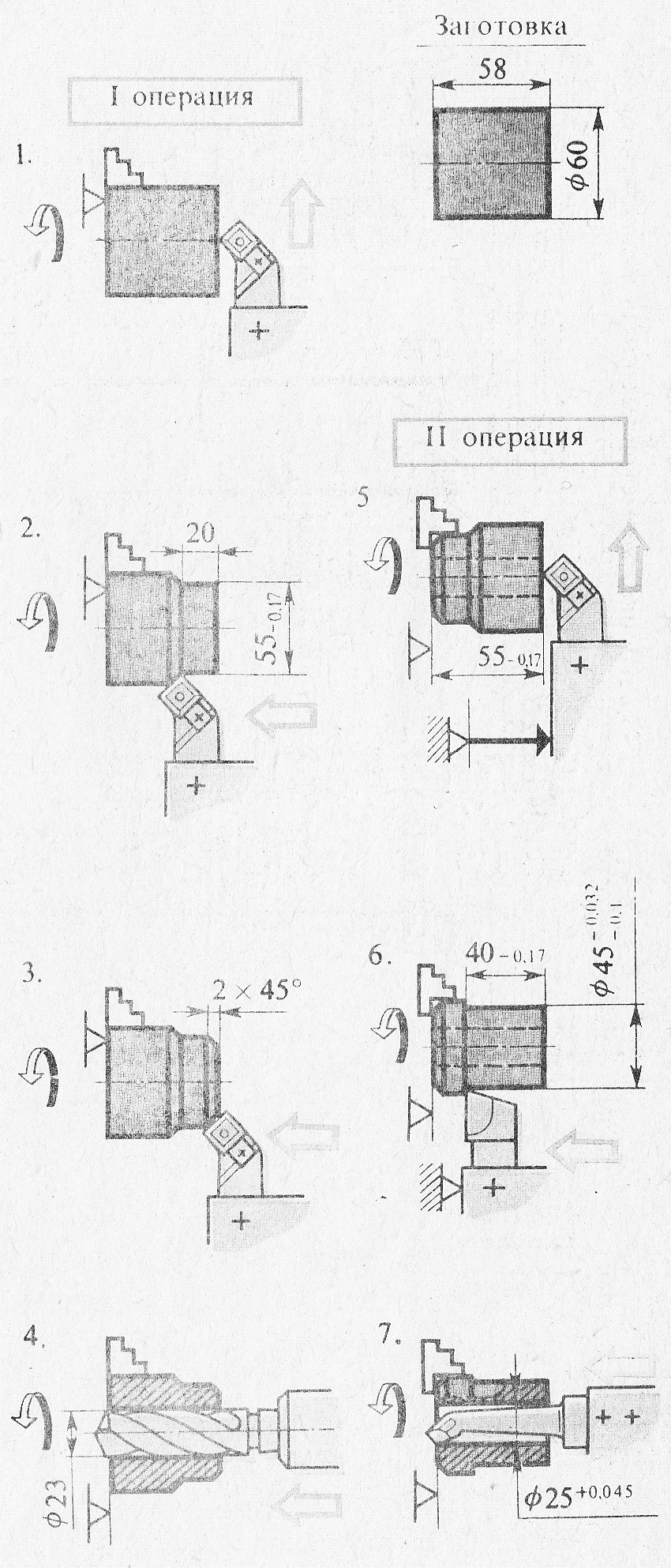
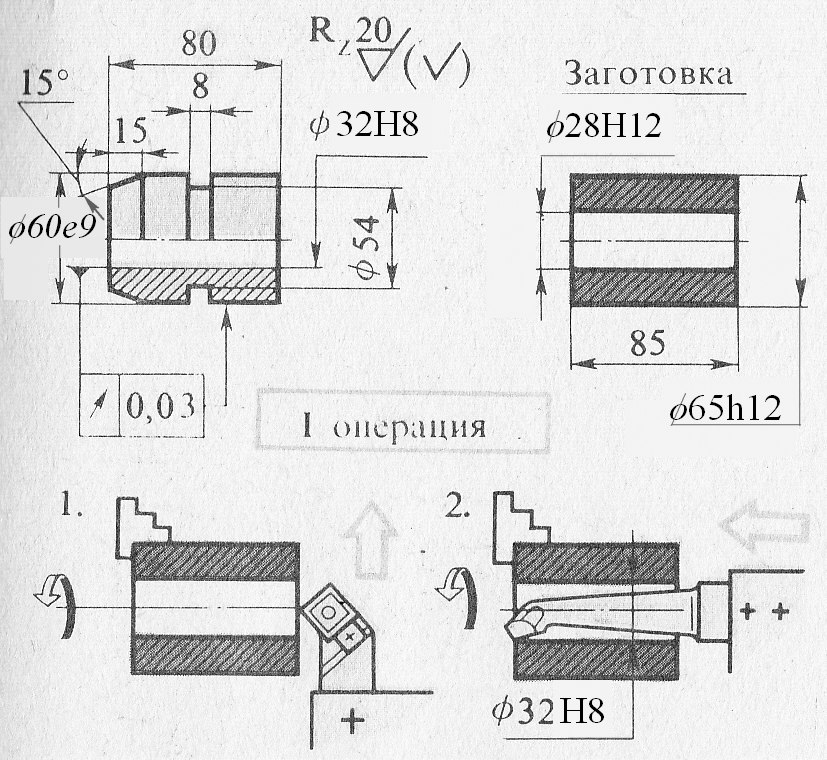
Серийное производство, операция I при обработке детали «Втулка». |
9 |
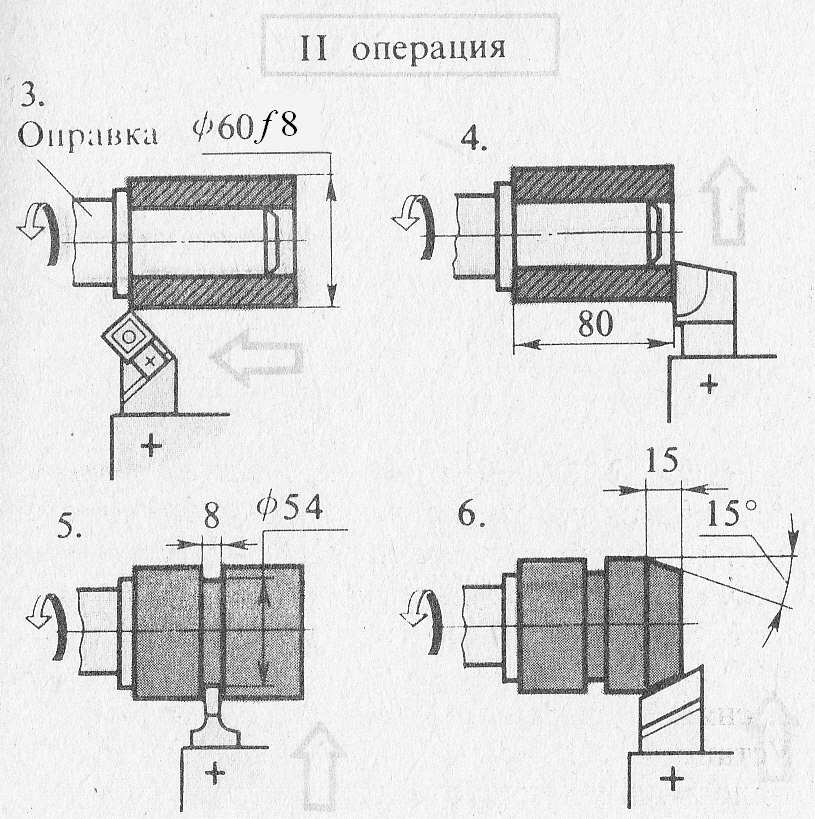
4 |
Серийное производство, операция II при обработке детали «Втулка». |
Вариант 1
Технологический процесс изготовления детали «Втулка с канавкой» |
|
Операция I |
Операция II |
|
|
Вариант 2
Технологическая последовательность обработки отверстия у детали «Втулка» |
|
Схема 1 |
Схема 2 |
|
|

Вариант 3 |
Вариант 4 |
Технологический процесс изготовления детали «Втулка» |
||
Единичное производство |
|
Серийное производство |
|
|
|