

Последовательность выполнения работы
Изучить основные схемы выполнения ручной дуговой сварки, применяемый инструмент и сварочное оборудование (см. теоретические положения (ТП).
Изучить структуру параметров режима сварки (см. ТП) и особенности их назначения (см. ТП).
Разобрать пример выполнения разработки технологического процесса ручной дуговой сварки (см. пример).
Получить задание от преподавателя.
Пользуясь примером выполнить разработку технологического процесса ручной дуговой сварки по заданию.
ПРИМЕР
разработки технологического процесса ручной дуговой сварки детали «ванна»
Исходные данные |
Размеры ванны, мм |
Толщина стенок А, мм |
Тип соединения |
Катет шва С, мм |
Материал
Материал заготовок |
|||
b |
l |
h |
Группа сталей |
Обозна-чение |
||||
200 |
400 |
100 |
5 |
У5 |
4,7 |
Качественные низко-углеродистые конструкцион- ные стали |
Сталь 10 |
|
Работа в цехе |
||||||||
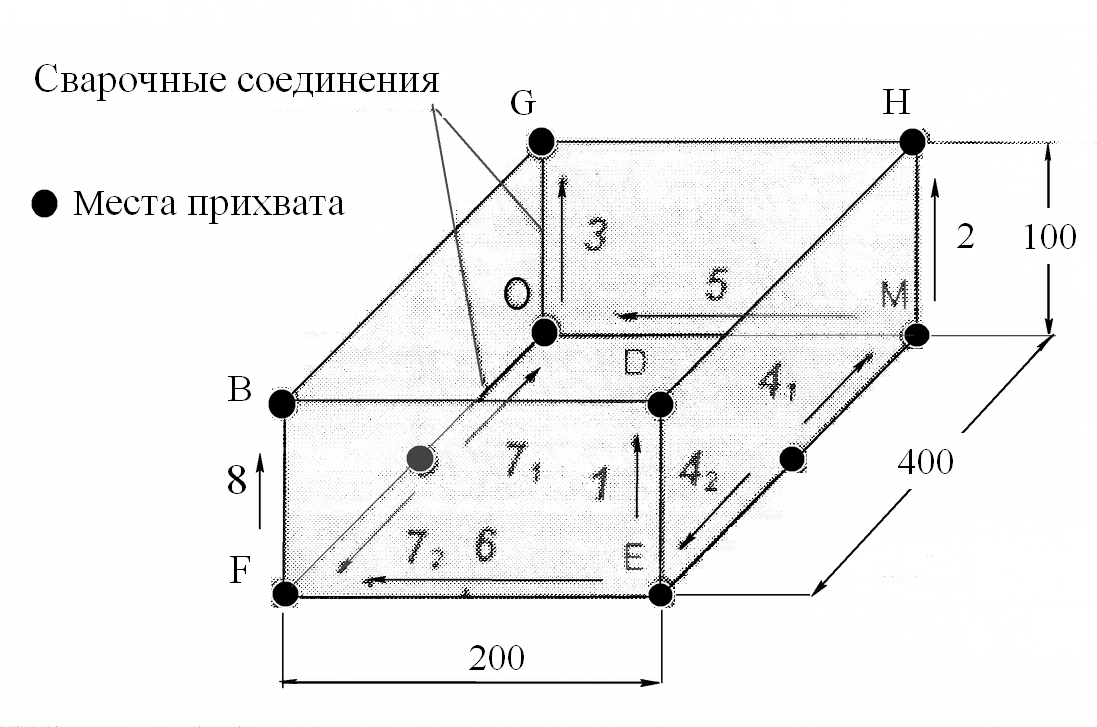
Рис. 3. Эскиз металлической ванны с размерами: порядок наложения швов указан большими цифрами; последовательность их наложения – индексами у цифр; направление сварки - стрелками
1. Выполните рисунок, аналогичный рис.3, для своего варианта с размерами в масштабе.
Укажите места прихвата.
Укажите порядок, последовательность и направление наложения швов, рассчитайте их длину (если используете односторонние сварные соединения У4 и У6, исключите из дальнейших расчетов подварочные швы):
- последовательность и направление наложения швов
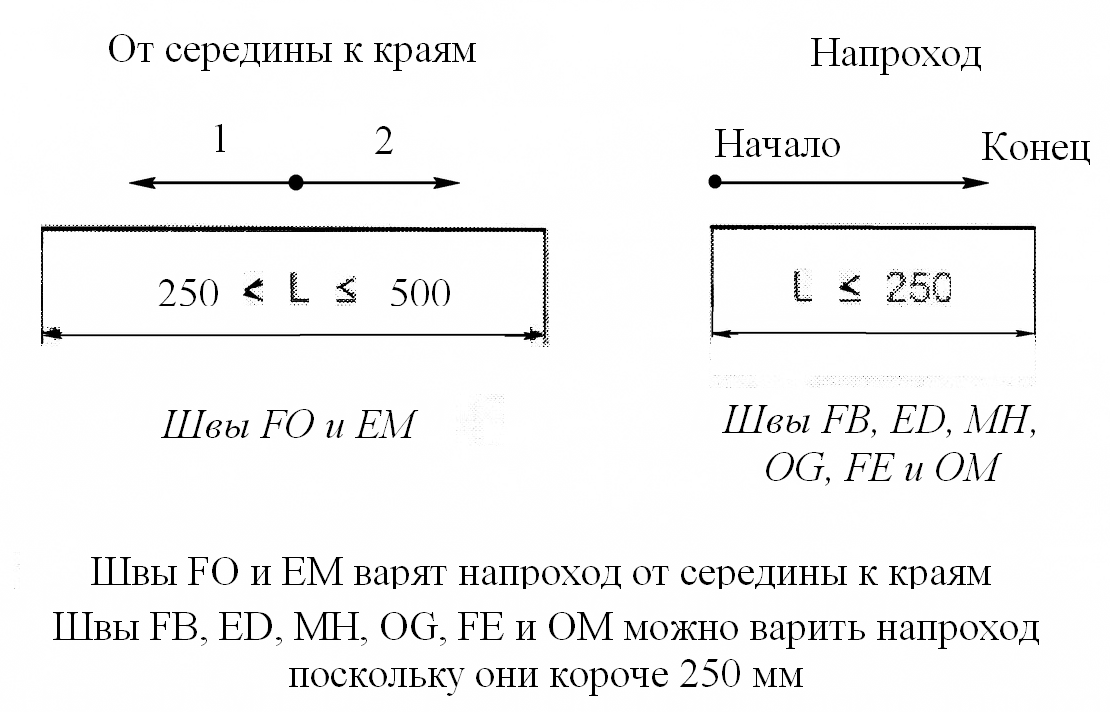
Рис. 4. Рекомендации по направлению выполнения сварки
- суммарная длина основных наружных швов lосн = 200·2 + 400·2+100·4 = 1600 мм. Будем считать, что суммарная длина внутренних подварочных швов равна длине основных lвн = 1600мм. Длина сварных соединений L= 1600 мм. Толщина заготовок А = 5 мм. Все швы угловые двухсторонние впритык.
2. Материал заготовок - качественная низкоуглеродистая конструкционная Сталь 10, содержащая 0,1% углерода
3. Эскизы сварного соединения - двухстороннее угловое сварное соединение без разделки кромок
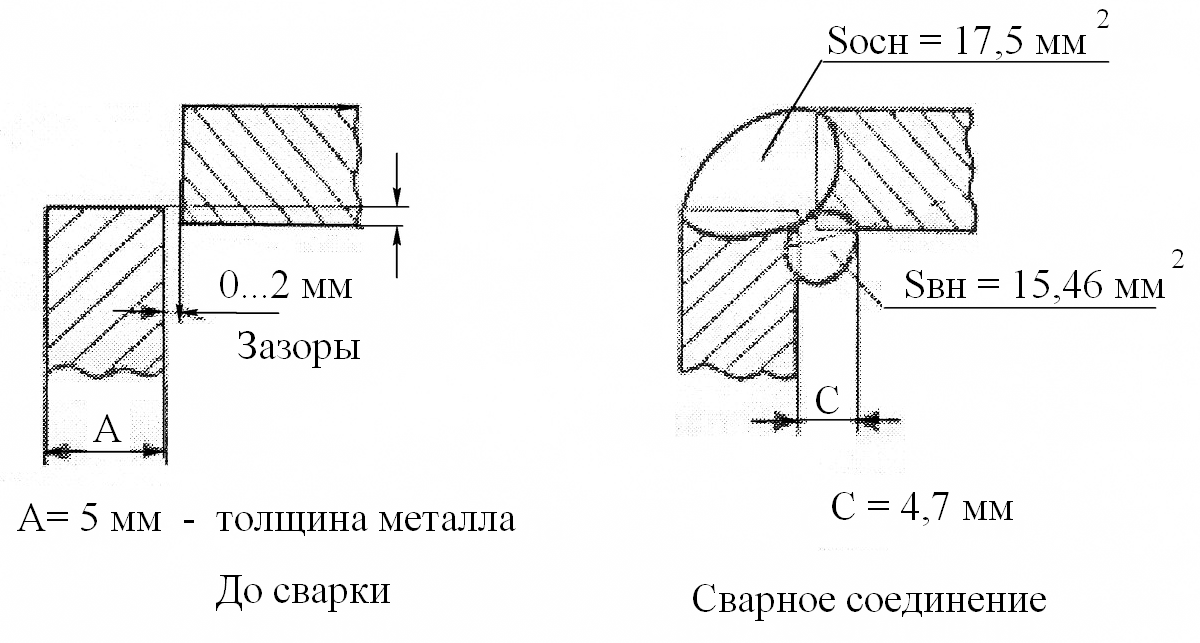
Рис. 5. Эскизы сварного соединения
Площадь
поперечного сечения основного наружного
шва:
![]() = 17,5 мм2.
= 17,5 мм2.
Площадь поперечного сечения внутреннего подварочного шва:
![]() =
15,46 мм2.
=
15,46 мм2.
Общая площадь поперечного сечения сварного соединения: S = Sосн + Sвн = 17,5 + 15,46 = 32,96 мм2.
4. Выбор марки электродного покрытия и сварочной проволоки
В соответствии с табл. 1 выбран электрод с электродным покрытием МР-3. Марка сварочной проволоки Св-08 или Св-08А. Такая сварочная проволока содержит 0,08% углерода. Буква А указывает на повышенную чистоту металла по содержанию вредных примесей - серы и фосфора.
5. Характеристики электрода в соответствии с табл. 1:
марка электродного покрытия МР-3;
марка проволоки Св-0,8 или Св-08А;
расход электродов на 1 кг наплавленного металла k = 1,6 кг,
коэффициент наплавки Кн = 8,5 г/(А • ч);
род тока - переменный;
полярность - отсутствует.
6. Диаметры электродов для наружного и внутреннего швов
В соответствии с табл. 2 диаметр dэл = 4 мм.
7. Сила сварочного тока: Iсв = Iуд • dэл = 45 • 4 = 180 А .