

4 Основное и дополнительное оборудование литейного цеха
В литейном производстве, являющимся сложным и многооперационным, приходится иметь дело с материалами во всех агрегатных состояниях. Процессы происходят при высоких температурах, высоком уровне шума, пыле и газовыделения. Все это обусловливает особую специфику конструкции и эксплуатации разнообразных видов литейного оборудования.
Для получения отливок используют литейное технологическое оборудование, а также специальное транспортное и технологическое оборудование, относящее к другим отраслям, и, наконец, транспортное и технологическое оборудование общего назначения. Технологическое оборудование для литейного производства разделяется на следующие основные группы:
Для приготовления формовочных материалов;
Для изготовления литейных форм и стержней;
Для выбивки литейных форм и стержней;
Для очистки отливок;
Для литья в оболочковые формы;;
Для центробежного литья;
Плавильное.
Оборудование, входящее в первые 4 группы, относится к переделам литья в разовые песчаные формы, а входящее в 5 последующих групп – к специальным способам литья.
В целях механизации и автоматизации плавильных отделений разработано большое количество устройств, которые дают возможность шихтовать и загружать вагранки и вести контроль плавки на них автоматически.
Труднее поддаются автоматизации операции обрубки и зачистки, ввиду индивидуального характера дефектов.
Основное и дополнительное оборудование литейного цеха приведено в таблице 4.1
Таблица 4.1 Основное и дополнительное оборудование литейного цеха
№ |
Наименование |
Количество, шт |
Примечания |
1 |
Эл. мостовой кран |
41 |
Грузоподъемностью 15/3 – 125/32 т |
2 |
Кран – балка |
3 |
- |
3 |
Ф/машина с питателем ЧЛО |
7 |
- |
4 |
Тележка |
9 |
Q=50 – 160 т |
5 |
Бегуны |
4 |
- |
6 |
Очистной барабан СЛО |
1 |
- |
7 |
Глинорез |
1 |
- |
8 |
Дезинтегратор |
1 |
- |
9 |
Шнековый питатель |
3 |
- |
10 |
Классификатор |
2 |
- |
11 |
Установка жидкого стекла |
2 |
- |
12 |
ЛК |
21 |
- |
13 |
Фрезерный станок |
4 |
- |
14 |
Сито барабанное |
1 |
- |
15 |
Пресс СМ-1085 |
1 |
- |
16 |
Смеситель стержневой СО-1 |
8 |
- |
17 |
Скребковый конвеер |
7 |
- |
18 |
Элеватор |
7 |
- |
19 |
Пескомет |
2 |
- |
20 |
Сушильный барабан |
4 |
- |
21 |
Стол поворотный |
1 |
- |
АНАЛИЗ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ БАРАБАННОГО СУШИЛА
В отделениях подготовки формовочных материалов выполняют просев влажного песка через сито, сушку до влажности 0,5% и охлаждение до 30°, просев сухого песка через сито меньших размеров; измельчение комковой глины на куски, сушку ее и размол частиц до 1 мм.
Для сушки песка и глины используют барабанное сушило (рис 3.1), состоит из топки 1, загрузочной воронки 2, барабана 6, механизма вращения печи 6, смонтированного на раме 10, опорных роликов 3, разгрузочной камеры 8 и вытяжной вентиляционной системы. Барабан наклонен к линии горизонта на 3°, частота вращения n=5,5 об/мин. Механизм вращения барабана состоит из электродвигателя АО-83-6, редуктора РМ-850-3-2у, уравнительной муфты 5, шестерни 11 и зубчатого колеса 4. Осевое перемещение барабана ограничено опорными роликами 3, имеющими реборды.
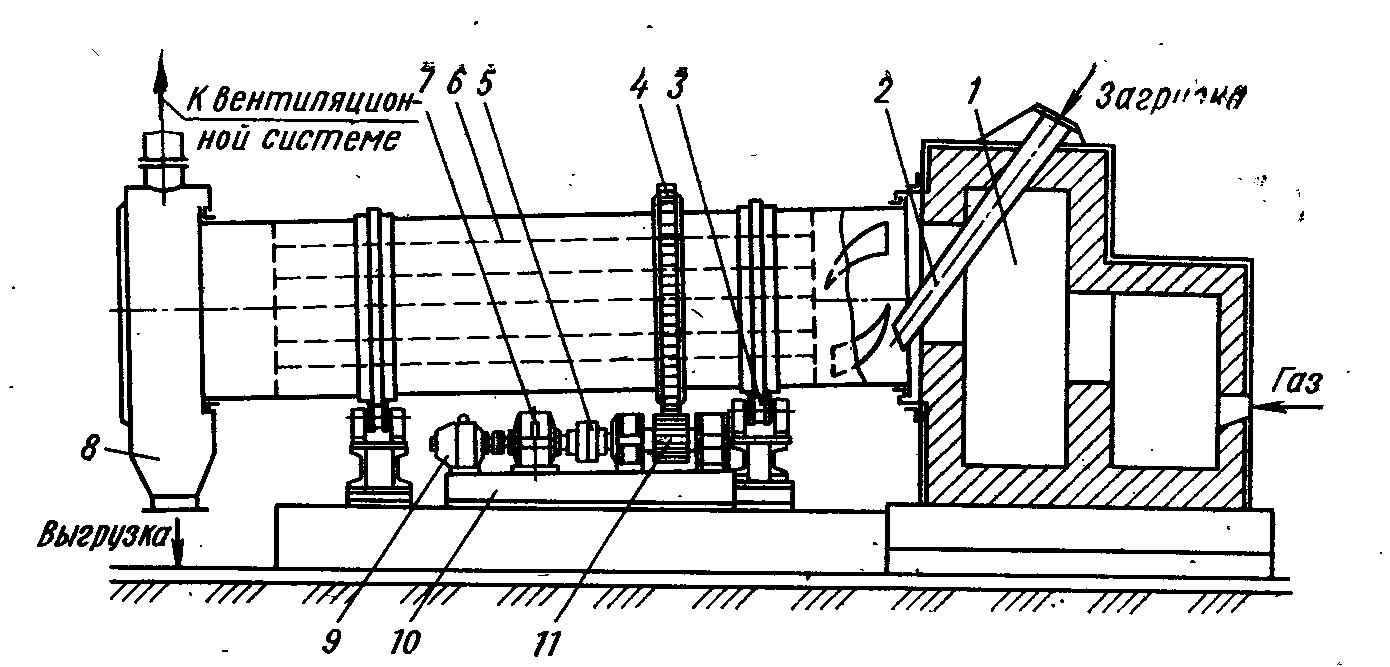
Рисунок 5.1 Схема барабанного сушила.
Песок загружают в распределительную часть барабана, где имеются винтовые лопатки, которые распределяют материал по продольным ячейкам. Пересыпаясь с ячейки на ячейку, материал перемещается
благодаря наклону барабана и уже просушенный попадает в разгрузочную камеру 8. Длина барабана 10 м, диаметр 2,2 м.
В качестве топлива для сушила применяют природный газ. Барабанное сушило обеспечивает параллельное движение топочных газов и просушиваемого материала. В этом случае наиболее горячие газы соприкасаются с более влажным песком, и находящаяся в песке глинистая составляющая защищена от перегрева испаряемой влагой, чем обеспечивается высокое качество сухого песка.
Кварцевые пески сушат при температуре до 600°, глинистые – до 200°.