

«Молодой учёный» №20 (79) / moluch_79_ch2
.pdf“Young Scientist” . #20 (79) . December 2014 |
Technical Sciences |
|
139 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Основные способы восстановления валов и осей, |
и так далее) на предварительно разогретую деталь. Таким |
|||
применяемые в авторемонтном производстве можно |
способом можно проводить правку осевых деформаций |
||||
|
условно разделить на способы позволяющие восста- |
валов и осей, а также устранять некоторые погрешности |
|||
новить номинальный размер и исходную геометрию |
формы поверхностей. Способ весьма ограничен в приме- |
||||
вала или оси и способы, использующие восстановление |
нении ввиду его технологического несовершенства и труд- |
||||
под «ремонтный размер», то есть под размер, для кото- |
ностями в обеспечении требуемых результатов. |
|
|
|
|
рого существует возможность применения «ремонтных» |
4. Гальваническим осаждением — формирование |
||||
|
деталей. |
слоя металла на восстанавливаемой поверхности путем |
|||
|
«Ремонтной» деталью считается дополнительная де- |
электрохимического осаждения из электролита. Способ |
|||
таль, изготовленная или восстановленная по «ре- |
обладает рядом преимуществ, такими как отсутствие на- |
||||
монтным» размерам. Ремонтные размеры определяться |
грева детали, возможность нанесения слоя любого ме- |
||||
с учетом припусков на обработку для устранения дефектов |
талла или их комбинации с заданными свойствами и тре- |
||||
формы поверхности, макро и макрогеометрии. Например, |
буемой толщины, возможность нанесения слоев металла |
||||
коренные шейки коленчатых валов подвергают механи- |
с различными свойствами [1–3, 6–9]. Но технологиче- |
||||
ческой обработке, протачивая их или шлифуя. При этом |
ский процесс восстановления поверхностей гальвани- |
||||
|
уменьшается номинальный диаметр коренной шейки, |
ческим осаждением достаточно сложен, ввиду чего име- |
|||
а коленчатый вал комплектуется «ремонтными» вклады- |
ется некоторая нестабильность получаемых результатов. |
||||
шами увеличенной толщины. |
Кроме того, реактивы для осуществления этого способа |
||||
В настоящее время восстановление способом «редостаточно дороги и присутствует необходимость при-
монтных размеров» применяется редко, так как, несмотря |
менения мер экологической безопасности для очистки |
||||
на все его положительные моменты (упрощение ремонта, |
сточных вод и улавливания испарений электролитов |
||||
возможность повторного восстановления) присутствуют |
и кислот. Но, тем не менее, в ряде конкретных случаев, |
||||
и недостатки: необходимость наличия «ремонтных» за- |
гальванические методы восстановления и защиты от кор- |
||||
пасных частей, снижение прочности ввиду съема слоя ма- |
розии изношенных поверхностей являются наиболее ра- |
||||
териала, снижение микротвердости поверхностей, а также |
циональными и дают отличные результаты. Так, на- |
||||
значительное снижение взаимозаменяемости, так как от- |
пример, восстановление отверстий небольшого диаметра |
||||
ремонтированные таким способом детали становятся ори- |
особенно в тонкостенных деталях, боящихся перегрева |
||||
гинальными. |
|
|
и механического повреждения — гальваническое оса- |
||
Восстановление посадочных |
поверхностей |
валов |
ждения является приоритетным. |
||
и осей под номинальный размер может осуществляться |
5. |
Полимерно-композитными материалами — фор- |
|||
следующими способами [1–7]: |
|
|
мируется на предварительно подготовленной восста- |
||
1. |
Напылением — нанесение под высоким давле- |
навливаемой поверхности слой полимерной композиции |
|||
нием воздуха расплавленного металла на поверхность |
с последующим ее отверждением [1–3, 10]. При необ- |
||||
вала или оси. По способу расплавления металла разли- |
ходимости отвержденный слой подвергают механиче- |
||||
чают |
электродуговое, газопламенное, высокочастотное, |
ской обработке. Свойства полимерно-композитного слоя |
|||
плазменное и детонационное напыление. Наполненное |
можно формировать путем добавления различных напол- |
||||
таким образом покрытие имеет низкую прочность сцеп- |
нителей или их сочетания, образуя при этом полимерную |
||||
ления с основой, но при этом не происходит высокого на- |
композицию. Например, в эпоксидную смолу добав- |
||||
грева поверхности, изменения структуры материала де- |
ляют металлическую пудру или мелкую стружку, с после- |
||||
тали, не возникает коробление, не снижается усталостная |
дующим введением отвердителя и эластомера. При этом |
||||
прочность. |
|
|
улучшаются прочностные характеристики и теплопровод- |
||
2. Наплавкой — в отличие от напыления наплавка |
ность формируемого слоя композиции. Такие композиции |
||||
осуществляется путем формирования слоя металла, рас- |
имеют |
достаточную твердость и прочность сцепления |
|||
плавляемого непосредственно |
на поверхности |
вала |
с восстанавливаемой поверхностью, но плохо переносят |
||
или оси. Различают наплавку под слоем флюса, в среде за- |
нагрев и ударные нагрузки, кроме того нанесенный слой |
||||
щитных газов, газовую, вибродуговую и электродуговую. |
плохо отводит тепло и имеет невысокую износостойкость |
||||
Можно наносить слои металла практически любой тол- |
в парах трения. |
||||
щины, нанесенный слой отличается высокой твердостью, |
Ремонтное производство в настоящее время распола- |
||||
но при этом происходит сильный нагрев вала или оси, вы- |
гает достаточным количеством способов, чтобы восста- |
||||
зывающий коробление и изменение структуры поверх- |
новить практически любую изношенную и поврежденную |
||||
ностного слоя металла, появляются затруднения в после- |
деталь. Но для практического использования необхо- |
||||
дующей механической обработке осажденного слоя ввиду |
димо выбрать один, применение которого технически воз- |
||||
его высокой твёрдости. |
|
|
можно и экономически наиболее целесообразно. Выбор |
||
3. |
Термопластическим деформированием — |
изме- |
эффективного способа восстановления деталей является |
||
нением геометрических размеров оказывая механическое |
важной задачей совершенствования организации ремонт- |
||||
воздействие (осадка, вытяжка, высадка, протяжка, правка |
ного производства. |
||||
140 |
|
Технические науки |
«Молодой учёный» . № 20 (79) . Декабрь, 2014 г. |
|
|
||||
|
|
|
|
|
|
|
|
|
|
На выбор способа восстановления деталей оказы- |
специализация производства, обеспеченность оборудо- |
|||
вает влияние: вид дефекта и величина износа; материал, |
ванием; себестоимость восстановления, и долговечность |
|||
размер, форма и масса детали; точность и вид обработки; |
работы восстановленных деталей. |
|||
Литература: |
|
|
||
1.Захаров, Ю. А. Совершенствование технологии восстановления посадочных отверстий корпусных деталей проточным электролитическим цинкованием: дис. … канд. техн. наук [Текст] / Ю. А. Захаров. — Пенза, 2001. — 170 с.
2. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. — 2014. — № 16. — с. 68–71.
3.Захаров, Ю. А. Восстановление посадочных поверхностей корпусных деталей машин проточным гальваническим цинкованием [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов // Молодой ученый. — 2014. — № 17. —
с.58–62.
4.Рылякин, Е. Г. Повышение работоспособности гидропривода транспортно-технологических машин в условиях низких температур [Текст] / Е. Г. Рылякин, Ю. А. Захаров // Мир транспорта и технологических машин. — № 1 (44). — Январь-Март 2014. — с. 69–72.
5.Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. — 2014. — № 17. — с. 56–58.
6.Захаров, Ю. А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — с. 199–201.
7.Захаров, Ю. А. Анализ способов восстановления корпусных деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — с. 202– 204.
8. Пат. 2155827 РФ, МПК: 7C 25D 5 / 06 A. Устройство для электролитического нанесения покрытий [Текст] / И. А. Спицын, Ю. А. Захаров // заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (РФ). — № 99115796 / 02, Заявлено 16.07.1999; Опубл. 10.09.2000.
9.Пат. 2503753 Российская Федерация, МПК: C25D19 / 00. Устройство для гальваномеханического осаждения покрытий [Текст] / Ю. А. Захаров, И. А. Спицын; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). — № 2012149639 / 02, заявл. 21.11.2012; опубл.
10.01.2014, Бюл. № 1. — 9 с.
10.Лахно, А. В. Восстановление деталей машин из полимерных материалов / А. В. Лахно, Е. Г. Рылякин // Молодой ученый. — 2014. — № 8. — с. 196–199.
Упрочнение деталей автомобилей типа «вал» и «ось»
Захаров Юрий Альбертович, кандидат технических наук, доцент; Ремзин Евгений Викторович, студент; Мусатов Григорий Анатольевич, студент
Пензенский государственный университет архитектуры и строительства
В процессе восстановления в результате предварительной механической обработки снимается поверхностный упрочненный слой детали, например коренной шейки коленчатого вала. Так как упрочненный слой утрачен, то возникает необходимость упрочнения восстановленного слоя поверхности. Существует несколько основных способы упрочнения поверхностей валов и осей, которые нуждаются в совершенствовании и оптимизации по отношению к авторемонтному производству.
Ключевые слова: восстановление, упрочнение, поверхность, вал, ось, авторемонтное производство, совершенствование.
авторемонтном производстве применяется несколько |
и отверстий является весьма важной задачей, |
обуславли- |
Вспособов восстановления работоспособности валов |
вающей производительность работ, величину |
материало |
и осей (в зависимости от вида дефекта, условий работы |
и энергозатрат, и, в конечном итоге, качество восстанов- |
|
и т. д.). Выбор того или иного способа восстановления валов |
ления и ресурс восстановленной детали, узла или агрегата. |
|
“Young Scientist” . #20 (79) . December 2014 |
|
Technical Sciences |
|
|
141 |
|
||||
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Немаловажную роль при восстановлении валов и осей |
жительно сказывается на хрупкости обрабатываемой по- |
||||||||
играют методы упрочнения. Так как в процессе восста- |
верхности. |
|
|
|
|
|
|
|||
новления изношенных поверхностей вала или оси, они |
—— Старение — термическая обработка, при которой |
|||||||||
подвергаются механической обработке с целью придания |
главным процессом является распад пересыщенного |
|||||||||
правильной геометрической формы. При этом срезается |
твердого раствора. В отличие от отпуска, после старения |
|||||||||
поверхностный упрочненный слой детали, снижая ее ми- |
увеличиваются прочность и твердость, и уменьшается |
|||||||||
кротвердость. |
пластичность. Упрочнение при старении происходит в ре- |
|||||||||
|
Поэтому очень часто технологический процесс вос- |
зультате дисперсионных выделений при распаде пересы- |
||||||||
становления валов и осей, помимо собственно самого |
щенного твердого раствора и возникающих при этом вну- |
|||||||||
процесса восстановления, включает в себя операции |
тренних напряжений. |
|
|
|
|
|
|
|||
по упрочнению восстановленных поверхностей. |
Как видим, все термические способы упрочнения осно- |
|||||||||
|
Существующие способы упрочнения подразделяют |
ваны на преобразовании структуры кристаллической ре- |
||||||||
на 6 основных групп. |
шетки металла. Способы весьма эффективны и просты, |
|||||||||
1. |
Механические: |
но не позволяют проводить упрочнение ограниченного |
||||||||
|
—— Выглаживание — это процесс упрочнения поверх- |
участка детали, может вызвать нарушение макрогеоме- |
||||||||
ностного слоя детали уплотнением его структуры путем |
трии валов и осей (изгиб). |
|
|
|
|
|
|
|||
воздействия сверхтвердым инструментом. Как правило, |
3. |
Наплавка: |
|
|
|
|
|
|
||
в качестве выглаживающего инструмента применяют |
—— Газопорошковая наплавка — приварка наплавоч- |
|||||||||
наконечники из искусственного алмаза. Выглаживание |
ного материала в виде порошкового сплава оплавлением |
|||||||||
осуществляется путем подведения и прижатия с опре- |
его газокислородным пламенем горелки. Таким образом |
|||||||||
|
деленным усилием выглаживающего наконечника к по- |
можно получить слой металла до 2 мм. |
|
|
|
|
|
|||
верхности вращающейся вокруг своей оси детали, с по- |
—— Наплавка под слоем флюса — оплавление на- |
|||||||||
следующим перемещением вдоль оси восстанавливаемой |
плавочного металла сварочной дугой между сварочным |
|||||||||
поверхности. В результате, обработанная поверхность |
электродом и металлической деталью, при этом дуга за- |
|||||||||
становиться более твердой и гладкой. |
щищается с помощью слоя предварительно расплавлен- |
|||||||||
|
—— Обкатывание — это процесс во многом сходный |
ного флюса. Получается слой с меньшим количеством |
||||||||
с выглаживанием, отличием является конструктивные па- |
шлака и раковин. Процесс сродни сварке под слоем |
|||||||||
раметры воздействующего на поверхность инструмента. |
флюса. |
|
|
|
|
|
|
|||
В качестве обктывающего инструмента чаще всего при- |
—— Вибродуговая наплавка — наплавка осуществля- |
|||||||||
меняют шарики и ролики, изготовленные из твердо- |
ется вибрирующим электродом. Амплитуду колебаний |
|||||||||
сплавных материалов. |
(0,5–3 мм) электрода вдоль его оси и расстояние между |
|||||||||
|
——Чеканка — ударное воздействие на обрабаты- |
электродом и наплавляемой поверхностью выбирают |
||||||||
ваемую поверхность с целью придания более высокой |
таким образом, чтобы при вибрации наблюдались ко- |
|||||||||
твердости путем пластического деформирования. В от- |
роткие замыкания электрода на деталь. При коротком за- |
|||||||||
личии от выглаживания и обкатки не требует вращения |
мыкании происходит принудительный перенос электрод- |
|||||||||
обрабатываемой детали и позволяет упрочнять сложно- |
ного металла на поверхность наплавляемого металла. Это |
|||||||||
профильные поверхности. |
стабилизирует процесс наплавки. |
|
|
|
|
|
|
|||
|
Все |
механические способы упрочнения основаны |
—— Плазменная наплавка — |
наплавляемый |
металл |
|||||
на явлении упрочнения металла путем пластической де- |
расплавляют холодной плазмой, генерируемой плазмо- |
|||||||||
формации, называемым наклёпом. Механические спо- |
троном. Достигается более глубокое проплавление по- |
|||||||||
собы упрочнения просты по реализации, не требуют до- |
верхностного слоя обрабатываемой детали и лучшая диф- |
|||||||||
рогостоящего оборудования и дают неплохие результаты, |
фузия присадочного металла в поверхность. |
|
|
|
|
|
||||
но не всегда могут быть реализованы ввиду формы обра- |
Сущность любой наплавки заключается в нанесении |
|||||||||
батываемой поверхности, ее размеров, применяемых ма- |
слоя металла или сплава на обрабатываемую поверх- |
|||||||||
териалов и т. д. |
ность изделия посредством сварки плавлением. Наплавка |
|||||||||
2. |
Термические: |
представляет собой комбинацию одновременного восста- |
||||||||
|
—— Закалка — заключается в нагреве поверхности де- |
новления размера поверхности с ее упрочнением. Недо- |
||||||||
тали выше температуры изменения кристаллической ре- |
статком является высокий нагрев поверхности. |
|
|
|
|
|
||||
шетки металла (для каждого металла своя), с после- |
4. |
Газотермическое напыление: |
|
|
|
|
|
|||
|
дующим быстрым охлаждением. |
—— Газопламенное напыление |
— расплавленный |
|||||||
|
—— Рекристаллизация — процесс образования и роста |
в пламени газовой горелки металл под воздействием струи |
||||||||
новых зерен при нагреве предварительно наклепанной по- |
воздуха распыляют на обрабатываемую поверхность. |
|||||||||
верхности до определенной температуры. Сущность про- |
—— Плазменное напыление — металл плавят плазмой |
|||||||||
цесса заключается в устранении внутренних напряжений |
и распыляют на поверхность. |
|
|
|
|
|
|
|||
в металле, образующихся в результате наклепа и вырав- |
—— Детонационное напыление — плавление металла |
|||||||||
нивании структуры кристаллической решетки, что поло- |
осуществляется за счёт энергии микровзрыва. |
|
|
|
|
|
||||
142 |
|
Технические науки |
«Молодой учёный» . № 20 (79) |
. Декабрь, 2014 г. |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
—— Электродуговая металлизация — плавление ме- |
6. Химико-термические: |
|
|
||
талла в электрической дуге. |
—— Цементация — насыщение поверхностного слоя |
||||
—— Напыление с оплавлением — напыленный металл |
разогретого до 900 °C металла углеродом с целью повы- |
||||
дополнительно оплавляется на обрабатываемой поверх- |
шения твёрдости, износоустойчивости. |
||||
ности. |
|
|
—— Азотирование — процесс насыщения поверхност- |
||
Напыление расплавленного металла на поверхность |
ного слоя детали азотом. Азотирование придает поверх- |
||||
схоже с наплавкой, отличием является то, что при напы- |
ности детали особо высокую твердость и износостойкость, |
||||
лении металл плавиться не на восстанавливаемой поверх- |
которые сохраняются при нагреве до 500–600 °С. Недо- |
||||
ности, а в отдалении и под воздействием струи воздуха |
статок — большая длительность процесса азотирования. |
||||
или защитного газа наносится на поверхность. Недо- |
—— Нитроцементация — процесс насыщения поверх- |
||||
статком является повышенный расход металла из за раз- |
ности стали одновременно углеродом и азотом при 700 − |
||||
брызгивания и более низкая прочность сцепления слоя |
950 °C в газовой среде, состоящей из науглероживающего |
||||
с поверхностью по сравнению с наплавкой. |
газа и аммиака. Обладает преимуществами цементации |
||||
5. |
|
Вакуумное напыление: |
и азотирования. К недостаткам относится необходимость |
||
—— Напыление тонких пленок в вакууме — распыление |
строгого поддержания в нужных пределах науглерожи- |
||||
в вакуумную камеру мелкодисперсного металлического |
вающей и азотирующей способности газовой среды. |
||||
порошка при высокой температуре. |
—— Цианирование — процесс |
диффузионного насы- |
|||
—— Термическое испарение — осаждение слоя металла |
щения поверхностного слоя стали одновременно угле- |
||||
испаряемого при высокой температуре в вакуумной камере. |
родом и азотом при температурах 820–950 ° C в рас- |
||||
—— Испарение лазером — испарением металла интен- |
плаве цианида натрия или других солей с тем же анионом. |
||||
сифицируется лазерным лучом |
Самым большим недостатком является применение ядо- |
||||
—— Испарение электрической дугой — испарение ме- |
витых цианистых солей. |
|
|
||
талла под воздействием электрической дуги. |
—— Диффузионное насыщение металлами — процесс |
||||
Вакуумное напыление является разновидностью напы- |
диффузионного насыщения поверхностного слоя стали |
||||
ления расплавленного металла на поверхность, отличием |
цинком, хромом, алюминием и так далее. Недостаток — |
||||
является осаждение слоя металла из его паров полученных |
процесс длительнее азотирования. |
|
|
||
при расплавлении и проведение процесса в герметичной |
Выбор способа упрочнения поверхности вала или оси |
||||
камере, из которой откачивают воздух. В результате полу- |
зависит от условий работы вала, от его геометрических |
||||
чают тонкопленочные покрытия, высокого качества. Не- |
размеров и свойств металла из которого он изготовлен. |
||||
достатком является сложность технологического процесса, |
Необходимо учитывать форму и размер упрочняемых по- |
||||
необходимость наличия специализированного оборудо- |
верхностей, а также наличие необходимого оборудования |
||||
вания и возможность осаждения слоев малой толщины. |
на авторемонтном предприятии. |
|
|
||
Литература:
1.Захаров, Ю. А. Совершенствование технологии восстановления посадочных отверстий корпусных деталей проточным электролитическим цинкованием: дис. … канд. техн. наук [Текст] / Ю. А. Захаров. — Пенза, 2001. — 170 с.
2. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. — 2014. — № 16. — с. 68–71.
3.Захаров, Ю. А. Восстановление посадочных поверхностей корпусных деталей машин проточным гальваническим цинкованием [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов // Молодой ученый. — 2014. — № 17. —
с.58–62.
4.Рылякин, Е. Г. Повышение работоспособности гидропривода транспортно-технологических машин в условиях низких температур [Текст] / Е. Г. Рылякин, Ю. А. Захаров // Мир транспорта и технологических машин. — № 1 (44). — Январь-Март 2014. — с. 69–72.
5.Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. — 2014. — № 17. — с. 56–58.
6.Захаров, Ю. А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — с. 199–201.
7.Захаров, Ю. А. Анализ способов восстановления корпусных деталей транспортно-технологических машин и комплексов [Текст] / Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 19. — с. 202– 204.
8. Пат. 2155827 РФ, МПК: 7C 25D 5 / 06 A. Устройство для электролитического нанесения покрытий [Текст] / И. А. Спицын, Ю. А. Захаров // заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (РФ). — № 99115796 / 02, Заявлено 16.07.1999; Опубл. 10.09.2000.
“Young Scientist” . #20 (79) . December 2014 |
Technical Sciences |
|
143 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
9.Пат. 2503753 Российская Федерация, МПК: C25D19 / 00. Устройство для гальваномеханического осаждения покрытий [Текст] / Ю. А. Захаров, И. А. Спицын; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). — № 2012149639 / 02, заявл. 21.11.2012; опубл.
10.01.2014, Бюл. № 1. — 9 с.
10.Лахно, А. В. Восстановление деталей машин из полимерных материалов / А. В. Лахно, Е. Г. Рылякин // Молодой ученый. — 2014. — № 8. — с. 196–199.
Износостойкостойкие полиуретановые покрытия
Зубарев Павел Александрович, кандидат технических наук; Лахно Александр Викторович, кандидат технических наук, доцент
Пензенский государственный университет архитектуры и строительства
настоящее время в современном строительстве, ма- |
чения его остаточной деформации, проявляющийся в по- |
|||
Вшиностроении и в других сферах народного хозяй- |
степенном изменении размеров и (или) формы тела [3]. |
|||
ства постоянно расширяется ассортимент полимерных |
При этом явление трения может оказывать как нега- |
|||
защитных покрытий. К подобным покрытиям предъявля- |
тивное так положительное влияние на эксплуатационные |
|||
ются высокие требования эстетические, гигиенических |
характеристики. Так выделяют три разновидности узлов |
|||
требования и одновременно предъявляются высокие тре- |
трения. К первому случаю относятся пары трения, в ко- |
|||
бования по долговечности, стойкости к изменениям тем- |
торых трение оказывает лишь негативное воздействие |
|||
пературы, механическим нагрузкам, воздействию аг- |
и требуется использование минимально возможного коэф- |
|||
рессивных сред. Применяемые материалы должны |
фициента скольжения в данных условиях. При этом типе |
|||
обеспечивать: экологичность, не оказывать негативного |
между телами возникает трение скольжения. Во втором |
|||
влияния в процессе нанесения и эксплуатации на чело- |
случае необходимо одновременно сочетание высокого ко- |
|||
века и окружающую среду, а также обеспечивать техноло- |
эффициента трения с малым износом трущихся элементов. |
|||
гичность и возможность использования полимерного по- |
Примером таких соединений являются тормоза, фрикци- |
|||
крытия для защиты основания, изделия или конструкции |
онные передачи и другие. В данном случае наблюдается |
|||
при его нанесении [1]. |
|
как положительное, так и отрицательное влияние сил |
||
Сочетание высокой прочности, деформативности, хи- |
трения на эксплуатационные характеристики материалов. |
|||
мической стойкости в агрессивных средах, термическим |
К последнему и самому распространенному случаю отно- |
|||
и механическим нагрузкам свойственно, как правило, по- |
сятся узлы трения, где необходим максимальный коэф- |
|||
лимерам на основе реактопластов. Однако достижение |
фициент трения. К этому типу относятся все пары трения, |
|||
всего выше перечисленного с учетом экономической со- |
в которых внешнее трение используется для предотвра- |
|||
ставляющей возможно путём комплексной модифици- |
щения относительного перемещения [4]. |
|
||
кации полимеров, позволяющей получать |
композиты |
Для напольных защитных покрытий важным явля- |
||
с необходимыми свойствами путем варьирования типами |
ется удовлетворение одновременно наличие высокой из- |
|||
и количеством модификаторов. В настоящий момент ши- |
носостойкости и относительно высокого коэффициента |
|||
рокое распространение для защитных покрытий получили |
трения, для предотвращения нежелательного скольжения, |
|||
эпоксидные и полиуретановые композиции [2]. |
приводящего к авариям и травмам. |
|
||
Материалы на основе полиуретанов характеризуются |
Для оценки скользкости полученного материала про- |
|||
высокой прочностью, износостойкостью, |
химической |
ведено сравнение скользкости Покрытий с аналогичными |
||
стойкостью и рядом других характеристик необходимых |
свойствами глазурованной напольной плитки (самой рас- |
|||
для материалов защитных покрытий [1,2]. |
|
пространенной на сегодняшний день способ защиты ос- |
||
Под износостойкостью материала понимают — спо- |
нования пола от химического воздействия). Оценка |
|||
собность материала оказывать сопротивление изна- |
скользкости покрытий для пола полученных наливом |
|||
шиванию в определенных условиях трения. При этом |
осуществлялось посредствам |
сравнения |
скользкости |
|
под трением в данном случае подразумевается внешнее |
свободных пленок покрытий |
размером |
350х350х3 мм |
|
трение — явление сопротивления относительному пере- |
со скользкостью глазурованной керамической плитки |
|||
мещению, возникающее между двумя телами в зонах со- |
размером 350х350х8 мм. В вертикальном положении |
|||
прикосновения по касательным к ним. В результате, ко- |
между испытуемыми покрытием и плиткой помещались |
|||
торого и возникает изнашивание — процесс отделения |
прослойка из разных материалов (полиуретановую и ре- |
|||
материала с поверхности твердого тела и (или) увели- |
зиновую пластины подошв, полиэтилен, метал, стекло, |
|||
|
|
бумагу, хлопчатобумажная ткань). Затем образцы равно- |
||
144 |
|
Технические науки |
|
«Молодой учёный» . № 20 (79) . Декабрь, 2014 г. |
||||
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1. Оценка скользящих свойств покрытий |
||||
|
|
|
|
|
|
|
|
|
|
Материал трущего образца |
|
Перемещение относительно |
Перемещение относительно |
|
|||
|
|
плитки, мм |
образца покрытия, мм |
|
|
|||
|
|
|
|
|
|
|||
|
Метал |
|
100 |
0 |
|
|
||
|
Полиэтилен |
|
100 |
0 |
|
|
||
|
Стекло |
|
100 |
0 |
|
|
||
|
Бумага |
|
100 |
0 |
|
|
||
|
Х/Б |
|
100 |
0 |
|
|
||
|
Резина |
|
68 |
32 |
|
|
||
|
Полиуретан |
|
82 |
18 |
|
|
||
мерно с постоянной скоростью перемещались в горизон- |
В материаловедении имеется такая характеристика |
тальном направлении относительно друг друга, при этом |
как истираемость. Истираемость — свойство материала |
давление на границах раздела прослойка-покрытие и про- |
уменьшаться в объеме и массе под действием истирающих |
слойка-плитка имели одинаковое значение. В результате |
усилий в течение какого то времени. Что по смыслу явля- |
эксперимента фиксировался эффект проскальзывание |
ется обратной характеристикой износостойкости приве- |
на одной из границ, либо скольжение на обеих границах |
денной выше. В источнике [7] говорится о прямой зависи- |
с различным перемещением относительно друг друга. Ре- |
мости истираемости от твердости и прочности. Что, скорее |
зультаты эксперимента приведены в таблице 1. |
всего, обусловлено относительно невысокой эластично- |
Результаты, приведенные в таблице 1, свидетельствуют |
стью традиционно используемых строительных материалов. |
о том, что коэффициент трения скольжения трущих мате- |
Следовательно истираемость является важным пока- |
риалов и образца покрытия значительно выше аналогич- |
зателем для материалов, которые используются для из- |
ного коэффициента глазурованной напольной плитки. Это |
готовления ступеней, полов и других деталей и элеменов |
указывает на целесообразность использования разрабо- |
конструкций, также является косвенной характеристикой |
танного наливного Покрытий в качестве материала за- |
износостойкости. Были проведены исследования полу- |
щиты основы пола, как менее скользкого, следовательно, |
ченных защитных покрытий с разными прочностными |
более безопасного. |
и деформативными показателями [1,2,8–11]. Результаты |
Существует множество классификаций износа, теорий |
представлены в таблице 2. |
и концепций о механизме разрушения при трении (износ |
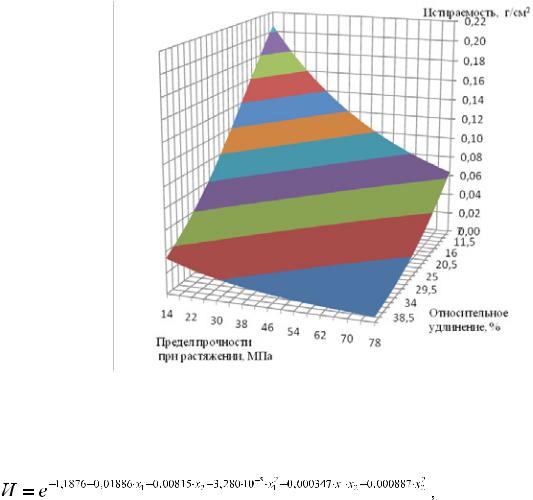
Полученные данные обрабатывались с помощью ЭВМ |
и образование частиц износа), расчетных моделей. Также |
с целью получения математической модели зависимости |
существует множество методик определения износа и из- |
истираемости (И) от прочности (х1) и относительного |
носостойкости. [5] |
удлинения (х2) при разрыве. |
Таблица 2. Влияние предела прочности и относительного удлинения при растяжении на истираемость
полиуретановых покрытий
|
|
|
|
|
|
Предел |
Относительное |
|
№ |
|
|
|
Состав, масс частей |
прочности, |
Истираемость, г/см2 |
||
|
|
|
удлинение, % |
|||||
|
|
|
|
|
|
МПа |
|
|
|
|
|
|
|
|
|
|
|
1 |
*ПЭ1 (100) +М1 (4) +ОТ (100) |
58,83 |
14,61 |
0,0697 |
||||
2 |
ПЭ1 (100) |
+М2 (4) |
+ОТ (110) |
74,31 |
9,54 |
0,061 |
||
3 |
ПЭ2 (100) |
+М1 (4) |
+ОТ (100) |
51,36 |
7,49 |
0,0983 |
||
4 |
ПЭ2 (100) |
+М2 (4) |
+ОТ (150) |
78,83 |
7,08 |
0,069 |
||
5 |
ПЭ3 (100) |
+М1 (4) |
+ОТ (130) |
29,41 |
36,73 |
0,0374 |
||
6 |
ПЭ3 (100) |
+М2 (4) |
+ОТ (140) |
44,18 |
28,33 |
0,0312 |
||
7 |
ПЭ4 (100) |
+М2 (4) |
+ОТ (70) |
14,19 |
39,75 |
0,029 |
||
8 |
ПЭ1 |
(100) |
+М1 |
(4) |
+ М3 (20) +ОТ (90) |
54,97 |
8,74 |
0,0825 |
9 |
ПЭ2 |
(100) |
+М1 |
(4) |
+ПЛ (61) +ОТ (140) |
27,56 |
14,02 |
0,1486 |
10 |
ПЭ2 |
(100) |
+М1 |
(4) |
+ПЛ (73) +ОТ (140) |
16,82 |
17,49 |
0,1273 |
11 |
ПЭ2 |
(100) |
+М2 |
(4) |
+ ПЛ (56) +ОТ (150) |
62,74 |
8,89 |
0,0816 |
* ПЭi — полиэфирный компонент в соответствии с рецептурой в масс. ч.; Мi — модифицирующий компонент в соответствии с рецептурой масс. ч.; ПЛ — пластификатор масс. ч.; ОТ — отвердитель масс. ч.
“Young Scientist” . #20 (79) . December 2014 |
Technical Sciences |
|
145 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
Рис. 1. Истираемость в зависимости от предела прочности и относительного удлинения при растяжении
Уравнение полученной зависимости имеет вид:
и отражена в виде поверхности представленной на рисунке 1.
Приемлемость полученных уравнений подтверждена |
ционных параметров материала. Материаловеды в маши- |
проверкой гипотезы адекватности по критерию Фишера. |
ностроении давно отмечают зависимость износостойкости |
Проведенные экспериментальные исследования и по- |
не только от твердости и прочности, но также от эластич- |
лученное уравнение регрессии позволяют дать количе- |
ности материалов (как металлов, так и полимеров) [5, 6]. |
ственную и качественную оценку влияния каждого изу- |
Таким образом, в связи с распространением использования |
чаемого фактора, а также в их совокупности на истирание |
в строительстве большого количества новых искусственных |
покрытий на основе модифицированных ПУ. |
материалов, выявлена необходимость более глубокого из- |
Экспериментально установлено, что истираемость имеет |
учения износостойкости, а также разработки более эффек- |
зависимость не только от прочностных, но и от деформа- |
тивных методов оценки коэффициента трения и износа. |
Литература: |
|
1.Зубарев, П. А. Защитные износостойкие покрытия на основе модифицированных полиуретанов. Автореф. дис. … канд. техн. наук. / П. А. Зубарев. — Пенза, ПГУАС. — 2014. — 16 с.
2.Лахно, А. В. Эпоксиполиуретановый клей для соединения линолеума встык. Автореф. дис. … канд. техн. наук. / А. В. Лахно. — Пенза, ПГУАС. — 2005. — 20 с.
3.Крагельский, И. В. Трение и износ / И. В. Крагельский И. В. — Изд. 2 е перераб. и доп. — М.: «Машино- строение»,1968–480 с.
4.Исследование изнашивания прецизионных деталей дизельной топливной аппаратуры [Текст] / А. В. Новичков, Е. В. Новиков, Е. Г. Рылякин, А. В. Лахно, П. И. Аношкин // Международный научный журнал. — 2014. — № 3. — с. 108–111.
5. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. — 2014. — № 16. — с. 68–71.
6.Федосеев, С. Н. Повышение износостойкости конструкционных сталей / С. Н. Федосеев // Сборник научных трудов SWORLD — Издательство: Куприенко С. В. (Одесса). — 2012 — Т 10. — № 3 — с. 17–19.
146 |
|
Технические науки |
«Молодой учёный» . № 20 (79) . Декабрь, 2014 г. |
|
|
||||
|
|
|
|
|
|
|
|
|
|
7.Юхневский, П. И. Строительные материалы и изделия: Учеб. пособие / П. И. Юхневский, Г. Т. Широкий. Мн.: УП «Технопринт», 2004. — 476 с.
8.Бобрышев, А. Н. Перспективность модификации эпоксиполиуретанов кремнийорганическими соединениями / А. Н. Бобрышев, А. В. Лахно, П. А. Зубарев, П. И. Кувшинов, А. А. Бобрышев, Н. Н. Туманова // Вестник отделения строительных наук. — Выпуск № 15. — Москва-Орел-Курск. — 2011. — с. 180–186.
9.Зубарев, П. А., Планирование оптимального соотношения компонентов в полиуретановой системе / П. А. Зубарев, В. О. Петренко, А. В. Лахно, Е. Г. Рылякин // Молодой ученый. 2014. — № 6 (65). — с. 164–166.
10.Зубарев, П. А. Производственный процесс получения защитных полиуретановых покрытий [Текст] / П. А. Зубарев, А. В. Лахно, Е. Г. Рылякин // Молодой ученый. — 2014. — № 5. — с. 57–59.
11.Бобрышев, А. Н. Влияние аминосодержащих добавок на свойства полиуретановых композитов / А. Н. Бобрышев, П. А. Зубарев, А. В. Лахно // Региональная архитектура и строительство. 2014. — № 2. — с. 35–39.
Влияние пигментов на физико-механические характеристики защитных полиуретановых покрытий
Зубарев Павел Александрович, кандидат технических наук; Лахно Александр Викторович, кандидат технических наук, доцент
Пензенский государственный университет архитектуры и строительства
олимерные композиционные материалы (ПКМ) |
Стоит отметить, что даже соотношение между поли- |
Пнашли широкое применение во всех областях на- |
мерной матрицей и пигментным порошком в значительной |
родного хозяйства. Основными областями применения |
мере определяет физико-механические и защитные свой- |
ПКМ в настоящее время являются: строительство (20 % |
ства покрытия. Это соотношение обычно характеризуют |
всего производства ПМ), производство упаковочных |
значением объемной концентрации пигмента (ОКП). Су- |
материалов (19 %), транспорт (15 %), товары народ- |
ществует зависимость некоторых свойств защитных по- |
ного потребления (10 %), другие области применения |
крытий от величины ОКП. При превышение ОКП более |
(36%) [1,2]. |
определенного порога все характеристики претерпевают |
В состав полимерных композитов могут входить в раз- |
существенные изменение: резко падает эластичность |
личных сочетаниях: связующее, отвердители, структуро- |
и прочностные характеристики, возрастает паропрони- |
образователи, катализаторы, ингибиторы, наполнители, |
цаемость, снижаются другие эксплуатационные пока- |
пигменты-красители, порообразователи, пластифика- |
затели. Такое пороговое значение ОКП обычно назы- |
торы, стабилизаторы, смазки, антипирены, антистатики, |
вают «критической объемной концентрацией пигмента» |
поверхностно активные вещества (ПАВ) и другие моди- |
КОКП. У большинства полимеров этот параметр нахо- |
фицирующие компоненты, позволяющие получать мате- |
дится в районе 30–70 % |
риалы с комплексом требуемых свойств [1]. |
Защитные двухкомпонентные покрытия на основе |
В большинстве случаев при создании современных по- |
реактопластов, к которым относятся и полиуретаны, |
крытий помимо требований эксплуатационных характе- |
наносятся весьма толстым слоем от 2–4 мм, что об- |
ристик значительное внимание уделяется технологич- |
условлено необходимостью сохранения их целостности |
ности применения данных материалов, экологическим |
и герметичности при многократном механическом воз- |
аспектам, одна из которых это вред, оказываемый парами |
действии. Пигмент вводится в качестве порошков, |
летучих растворителей и других побочных вредных ве- |
для достижения необходимой укрывистости по ГОСТ |
ществ, а также эстетической стороне. Из всего вышеска- |
8784–75. При толщине слоя 2–4 мм требуется от 2 |
занного следует, что самыми перспективными являются |
до 4 масс. ч. пигмента на 300 масс. ч. пластифициро- |
полиуретановые защитные покрытия [3]. |
ванной матрицы, что составляет ≈20…35 грамм пиг- |
Остановимся на эстетических характеристиках поли- |
мента на квадратный метр покрытия, что соответствует |
уретановых покрытий. В качестве технологических до- |
или незначительно превышает паспортные показатели |
бавок, позволяющих регулировать эстетические па- |
укрывистости пигментов. |
раметры, чаще всего используются: адсорбенты воды; |
Таким образом, ОПК составляет менее 1 %, следо- |
стабилизаторы; катализаторы; пеногасители; напол- |
вательно, пигменты оказывают плавное изменение экс- |
нители, пигменты и другие компоненты. Наличие того |
плуатационных параметров, что подтверждено результа- |
или иного модифицирующего компонента существенно |
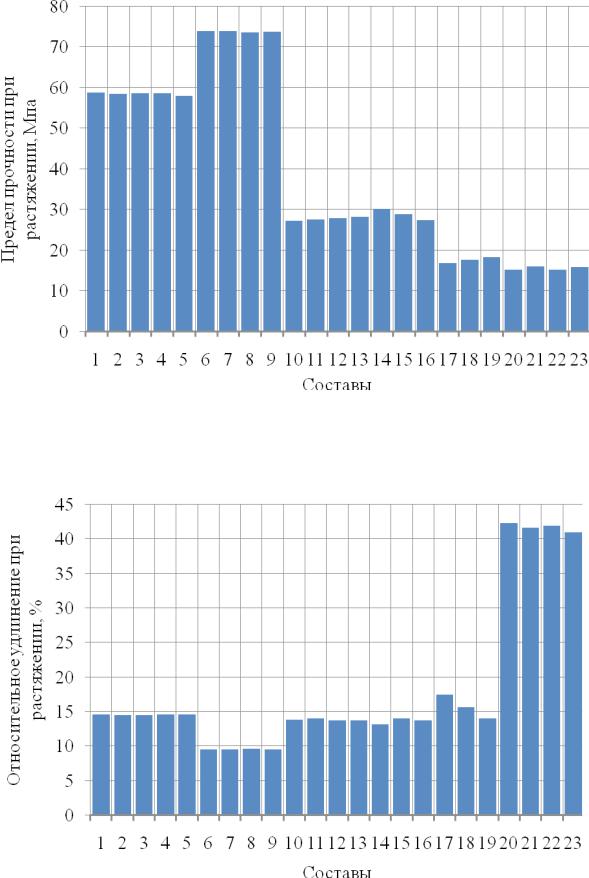
тами исследования пигмента на относительное удлинение, |
влияет на физико-механические характеристики поли- |
прочность при растяжении, представленных в таблице 1 |
мерной композиции [4–8]. |
и на рисунках 1 и 2. |
“Young Scientist” . #20 (79) . December 2014 |
Technical Sciences |
|
147 |
|
|
||||
|
|
|
|
|
|
|
|
|
|
Рис. 1. Предел прочности при растяжении пигментированных покрытий
Рис. 2. Относительное удлинение при растяжении пигментированных покрытий
148 |
|
|
Технические науки |
|
«Молодой учёный» . № 20 (79) . Декабрь, 2014 г. |
|||||||
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1. Влияние пигментов на прочность, относительное удлинение при растяжении ПУ покрытий |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Аминосодер- |
Пластифи- |
|
|
Предел |
|
|
|
|
№ |
|
|
Полиэфир, |
жащий моди- |
катор, (рас- |
Пигмент, |
Отвердитель, |
прочности |
Относительное |
|
|
|
|
|
масс. ч. |
фикатор, масс. |
творитель), |
масс. ч. |
масс. ч. |
при растя- |
удлинение, % |
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
ч. |
масс. ч. |
|
|
жении, МПа |
|
|
|
|
1 |
|
|
|
|
|
. |
|
58,85 |
14,61 |
|
|
|
2 |
|
|
|
|
|
Синий,1 |
|
58,47 |
14,56 |
|
|
|
3 |
|
Лапрол 805А |
МСН-7–80 |
толуол |
Зеленый,1,5 |
ПИЦ |
58,64 |
14,53 |
|
|
|
|
4 |
|
|
|
|
|
Красный,1,5 |
|
58,66 |
14,61 |
|
|
|
5 |
|
|
|
|
|
Желтый,1,5 |
|
58,03 |
14,62 |
|
|
|
6 |
|
|
|
|
|
. |
|
73,96 |
9,59 |
|
|
|
7 |
|
Лапрол 805А |
МОКА |
толуол |
Белый, 2 |
ПИЦ |
74,04 |
9,55 |
|
|
|
|
8 |
|
Зеленый,2 |
73,67 |
9,61 |
|
|
|||||
|
|
|
|
|
|
|
|
|
||||
|
9 |
|
|
|
|
|
Синий,1 |
|
73,88 |
9,53 |
|
|
|
10 |
|
|
|
|
ДБФ (толуол) |
. |
|
27,24 |
13,9 |
|
|
|
11 |
|
|
|
|
|
. |
|
27,56 |
14,02 |
|
|
|
12 |
|
|
|
|
|
Синий, |
|
27,93 |
13,75 |
|
|
|
|
|
|
|
|
|
1+Белый, 1 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
Зеленый, |
|
28,16 |
13,73 |
|
|
|
|
|
|
Пропол 490 |
МСН-7–80 |
|
1+Белый, 1 |
ПИЦ |
|
|
||
|
|
|
|
ДБФ |
|
|
|
|
||||
|
14 |
|
|
|
|
Красный, |
|
30,11 |
13,16 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
1+Белый, 1 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
Белый, 2 |
|
28,87 |
14,05 |
|
|
|
16 |
|
|
|
|
|
Желтый, |
|
27,34 |
13,8 |
|
|
|
|
|
|
|
|
|
1+Белый, 01 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
|
|
|
|
. |
|
16,82 |
17,49 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
ДБФ |
Синий, 3 |
|
17,63 |
15,68 |
|
|
|
19 |
|
|
|
|
|
Красный, 3 |
|
18,2 |
14 |
|
|
|
20 |
|
|
|
|
|
. |
|
15,13 |
42,34 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
Белый, 2 |
|
16,03 |
41,69 |
|
|
|
22 |
|
|
Лапрол 373 |
МСН-7–80 |
ДБФ |
Зеленый, |
ПИЦ |
15,22 |
41,99 |
|
|
|
|
|
|
1+Белый, 1 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
Красный, |
|
15,83 |
41,03 |
|
|
|
|
|
|
|
|
|
1+Белый, 1 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пластифицированных покрытий, в то время как особого |
|||||
Из представленных в таблице 1 данных следует, что заэффекта на непластифицированные составы не наблюдаметное влияние введение пигмента оказывает лишь ется.
на прочность и относительное удлинение при растяжении
Литература:
1.Степанов, Б. А. Материаловедение для профессий связанных с обработкой дерева. / Б. А. Степанов. — М.: ПрофОбрИздат. 2001 — с. 214–215.
2. Власов, П. А. Теоретическое обоснование терморегулирования рабочей |
жидкости в гидроси- |
стеме [Текст] / П. А. Власов, Е. Г. Рылякин // Нива Поволжья. — 2008. — № 1 (6). |
— с. 25–29. |
3.Зубарев, П. А. Защитные износостойкие покрытия на основе модифицированных полиуретанов. Автореф. дис. … канд. техн. наук. / П. А. Зубарев. — Пенза, ПГУАС. — 2014. — 16 с.
4.Бобрышев, А. Н. Перспективность модификации эпоксиполиуретанов кремнийорганическими соединениями / А. Н. Бобрышев, А. В. Лахно, П. А. Зубарев, П. И. Кувшинов, А. А. Бобрышев, Н. Н. Туманова // Вестник отделения строительных наук. — Выпуск № 15. — Москва-Орел-Курск. — 2011. — с. 180–186.
5.Зубарев, П. А., Планирование оптимального соотношения компонентов в полиуретановой системе / П. А. Зубарев, В. О. Петренко, А. В. Лахно, Е. Г. Рылякин // Молодой ученый. 2014. — № 6 (65). — с. 164–166.
6.Бобрышев, А. Н. Влияние аминосодержащих добавок на свойства полиуретановых композитов / А. Н. Бо-