

7.9 Изготовление бортовых колец и крыльев
Изготовление крыльев производится на крыльевом участке сборочного цеха. Основными операциями изготовления крыльев являются изготовление бортовых колец и сборка крыльев (наложение на бортовое кольцо наполнительного шнура и крыльевой ленты).
7.9.1 Изготовление бортовых колец с использованием бортовой проволоки диаметром 1,83 мм на линии для производства бортовых колец инмарки «VIPO» на агрегате для изготовления бортовых колец «ЛИГЕКСАЛ БДБ».
Рис. 7.12 Линия
изготовления бортовых колец (виды
сверху и сбоку):
1-стойка раскатки
металлической проволоки; 2-стойка
направляющего валка;
3-штифтовый
экструдер; 4-стойка регулировки ленты;
5-накопитель проволоки (фестон);
6-устройство
навивки бортового кольца; 7-шкивы;
8-устройство
продвижения ленты с пневмоцилиндром;
9-шаблон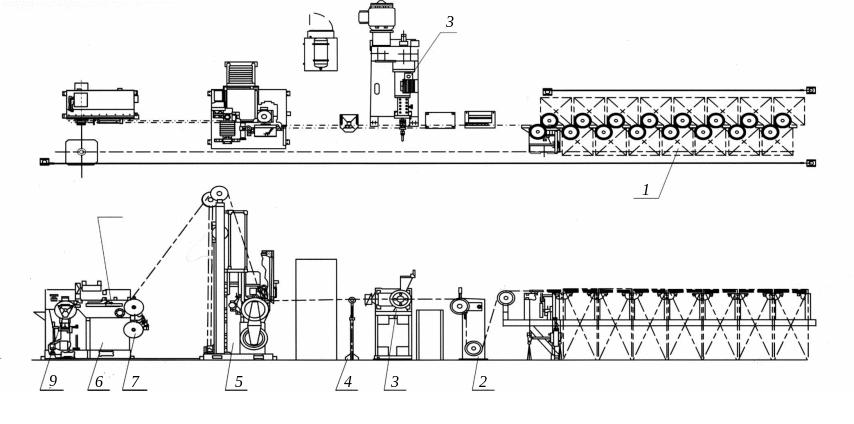
Резиновая смесь на паллете напольным транспортом доставляется к машине для резки типа «Зиг - заг». Ширина поступающей на раскрой резиновой полосы (300± 10) мм и толщина 10 мм. Резиновая полоса режется на зигзагообразную питательную ленточку шириной не более 40 мм, которая по транспортёру подаётся в загрузочную воронку экструдера. На стойке питающего транспортёра установлен металлодетектор, посредством которого происходит обнаружение металлических частей в резиновой смеси, подаётся сигнал в систему управления и устройство резки останавливается. Резиновая смесь, имеющая включение металла, удаляется обслуживающим персоналом.
Катушка с проволокой с помощью напольного транспорта подаётся к стенду раскатки, в центральное отверстие шпули вставляется стержень с тормозным барабаном, затем шпуля с проволокой вручную устанавливается в раскаточный стенд, проволока протягивается через направляющие, заправляется в отверстие гребёнки и фильеры, которые вставляются в гнёзда головки экструдера. Далее конец проволоки протягивается через устройство натяжения, компенсатор и закрепляется на навивочном шаблоне в шаговом ролике.
Обрезинивание проволоки и изготовление бортового кольца производится в автоматическом режиме навивки обрезиненной проволоки на шаблон. После укладки последнего витка автоматически производится остановка агрегата и включается нож для отрезания проволоки. Навитое кольцо снимается с намоточного шаблона при помощи манипулятора (робота), переносится и укладывается на стойку-тележку для транспортировки на линию для наложения наполнительного шнура ВМ - 16.
7.9.2 Изготовление крыльевых и бортовых лент
Производится на вертикальной диагонально-резательной машине ВМ-22 с двойным раскаточным устройством и продольно-резательном станке ВМ-24 с закаточным устройством. Обрезиненный корд раскраивается на косяки определённой ширины и с заданным углом раскроя, косяки стыкуются вручную на столе и в виде непрерывной ленты подаются на продольно-резательный станок ВМ-24 для раскроя дисковыми ножами на полосы заданной ширины. Раскроенные полосы подаются на шестипозиционное закаточное устройство, где
закатываются в прокладочный материал.
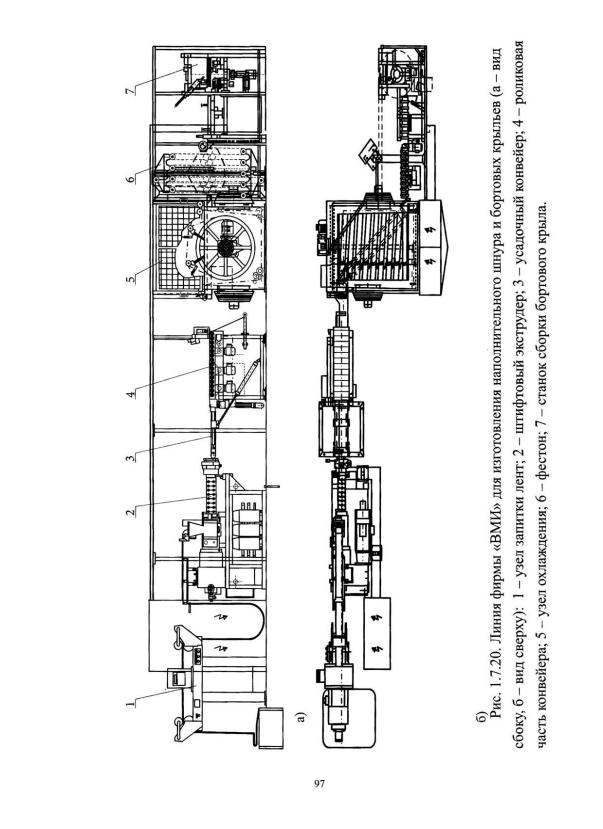
7.9.3 Изготовление и наложение наполнительного шнура на бортовое кольцо производится на линии для изготовления наполнительного шнура и бортовых крыльев.
б)
Рис. 7.13
Линия для изготовления наполнительного
шнура и бортовых крыльев
(а
– вид сбоку, б – вид сверху):
1 -
узел запитки лент; 2 - штифтовый экструдер;
3 - усадочный конвейер;
4 -
роликовая часть конвейера; 5 - узел
охлаждения; 6 - фестон;
7 -
станок сборки бортового крыла
7.9.4 Наложение крыльевой ленты на бортовое кольцо производится на линии ВМ-21.
Бобина с крыльевой лентой устанавливается в раскаточное устройство, бортовое кольцо с наполнительным шнуром устанавливается на станок для наложения крыльевой ленты. После наложения крыльевой ленты бортовое крыло помещается на специальную стойку -тележку. Транспортировка
изготовленных бортовых крыльев в сборочный цех осуществляется на стойках-тележках напольным транспортом.
7.10 Изготовление браслет герметизирующего слоя производится на столе IL-1, в состав которого входят:
- раскатка для бобин с герметизирующим слоем;
- закаточное устройство для прокладочного материала;
- гильотинный нож с электрообогревом.
Бобина с герметизирующим слоем: устанавливается в раскаточное устройство. Заготовка герметизирующего слоя подаётся на стол, отмеряется по длине в соответствии с ККТ и отрезается при помощи
гильотинного ножа. Стыковка заготовок герметизирующего слоя в браслет осуществляется вручную. Изготовленные заготовки браслетов герметизирующего слоя укладываются в тележки и напольным транспортом передаются на участок сборки покрышек.