

6. Оборудование
6А. Радиально-сверлильные станки
На радиально-сверлильных станках выполняют те же технологические операции, что и на вертикально-сверлильных, а именно: сверление отверстий в сплошном материале, рассверливание и зенкерование предварительно просверленных отверстий, зенкование торцовых поверхностей, развертывание отверстий, нарезание внутренней резьбы метчиками в основном и средних и крупных корпусных деталях.
С помощью специальных инструментов и приспособлений на радиально-сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в дисках из листового материала, притирать точные отверстия цилиндров, клапанов и т. д. Как видно из перечня технологических операций, радиально-сверлильные станки являются универсальными. Основное назначение их - обработка отверстий в крупных деталях в условиях единичного и мелкосерийного производства.
Принципиальное отличие их от вертикально-сверлильных станков состоит в том, что при работе на них приходится перемещать обрабатываемую деталь относительно шпинделя, В радиально-сверлильных станках, наоборот, шпиндель перемещают относительно обрабатываемой детали. Это сделано не случайно, так как при обработке тяжелых деталей на их установку, выверку и закрепление требуется больше времени, чем на подвод сверла.
Шпиндель радиально сверлильного станка легко можно перемещать как в радиальном направлении, так и по окружности различных радиусов. Это дает возможность сверлить отверстия в любой точке участка детали, ограниченного двумя концентрическими секторами окружностей: одна из них oбpазована радиусом наибольшего, а другая - наименьшего вылет шпинделя при круговом вращении рукава относительно колонны станка. Универсальность радиально-сверлильных станков позволяем широко применять их от ремонтного до машиностроительного цехов крупносерийного производства.
В промышленности применяют различные типы радиально сверлильных станков.
Обрабатываемую заготовку устанавливают на плите или на столе. Шпиндель станка занимает вертикальное положение и может перемещаться в трех направлениях: вокруг оси колонны, по радиусам этой окружности и вертикально - вдоль своей оси.
Радиально-сверлильный станок с колонной, перемещающейся по направляющим станины. Такие станки предназначены для обработки тяжелых и громоздких деталей.
Радиально-сверлильный станок может быть смонтирован на самоходной тележке, которая перемещается с помощью электропривода по нормальной железнодорожной колее.
Радиально сверлильный переносный станок, применяемый для обработки отверстий в крупных корпусных стальных и чугунных отливках. Такие станки широко применяют в тяжелом машиностроении, на судостроительных заводах.
Перемещение колонны по станине, вертикальное и горизонтальное перемещения рукава осуществляют механически. Зажим колонны, рукава и салазок на станине производят гидравлически.
Радиально-сверлильные станки имеют широкий диапазон частот вращения и большое число скоростей шпинделя и механических подач при высокой мощности главного привода. Вспомогательное время при работе на радиально-сверлильных станках достаточно велико. Для его уменьшения станки снабжают механизмами с минимальным временем переключения частот вращения шпинделя и изменения величины подачи. Органы управления станком сосредоточивают в одном месте - на сверлильной (шпиндельной) головке. Включение и реверсирование вращения шпинделя осуществляют многодисковой фрикционной муфтой, а изменение скоростей и подач-гидравлическим управлением. Система предохранительных устройств исключает поломки станка вследствие его перегрузки.
Назначение: Сверлильный станок предназначен для сверления в сплошном материале, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и другие подобные операции. Применение приспособлений и специального инструмента значительно повышает производительность радиально-сверлильного станка и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
Радиально-сверлильные станки 2А554, 2А554-1, 2А554-2 (d -- 50-63 мм) могут использоваться для сверления, рассверливания, зенкерования и нарезки резьб.
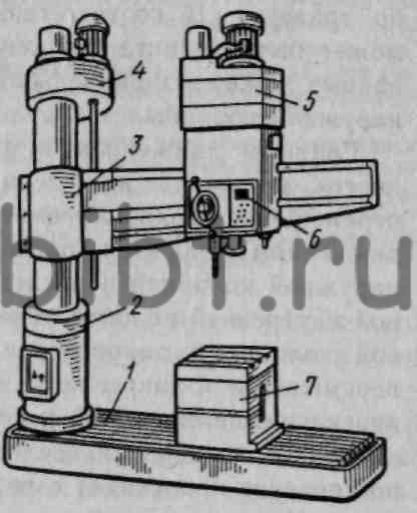
На рис. показан общий вид радиально-сверлильного станка . Основанием станка является фундаментная плита 1, на которой укреплен цоколь 2. Рукав станка 3 со сверлильной (шпиндельной) головкой 5 смонтирован на колонне и может перемещаться по ней с помощью механизма подъема 4, установленного на верхнем торце колонны. Управление станком осуществляют с пульта 6.
Сверлильная (шпиндельная) головка выполнена в виде отдельного агрегата, в котором смонтированы следующие элементы: коробка скоростей и подач, механизм подач, шпиндель с противовесом, механизм управления коробкой скоростей и подач и др. Ее вручную перемещают по направляющим. В нужном положении шпиндельную головку фиксируют механизмом зажима.
Устройство: Компоновка станков традиционная для радиально-сверлильных станков и включает: колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя; рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной; сверлильную головку с возможностью горизонтального перемещения по направляющим рукава; шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки.
Движения в станке: Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи - осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательном движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т.д.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы по окончании перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую - их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Все органы управления сосредоточены на панели управления сверлильной головки. Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.
Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьбы и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления.
Стандартное напряжение электрической сети -- 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
Реверсирование вращения шпинделя осуществляется переключением двусторонней фрикционной муфтой. Муфта является предохранительной, она срабатывает при перегрузке, а также отключается при достижении заданной глубины сверления.
Гильза со шпинделем уравновешивается спиральными пружинами, которые регулируются вручную рукояткой через червячную передачу. Быстрое перемещение невращающегося шпинделя можно осуществлять от электродвигателя. Тонкую ручную подачу шпинделя можно осуществлять маховичком. Штурвал служит для быстрого ручного перемещения или грубой подачи шпинделя, а также для включения и выключения механической подачи.
Перемещение сверлильной головки вдоль траверсы может осуществляться вручную маховичком или от гидромотора.
Вертикальное перемещение траверсы осуществляется от электромотора.. Зажим сверлильной головки на траверсе и траверсы на гильзе осуществляется гидроцилиндрами через рычажные механизмы. Зажим гильзы на колонне осуществляется плунжером-рейкой и передачей винт - гайка.