

2.20 Выбивка, очистка и обрубка отливок. Дефекты отливок
Выбивка – процесс извлечения отливки из формы. Способ извлечения зависит от габаритов отливки, материала, способа литья. Для выбивки из песчаных форм используют автоматические установки с решётками встряхивающего и инерционного типов.
Литниковая система стальных отливок обрезается с помощью газовых резаков, а у чугунных отливок - обрубается или отрезается механическим способом.
Выбивка стержней осуществляется на гидравлических, вибрационных, пневматических установках. Под воздействием струй воды или вибрации стержни разрушаются и удаляются.
На поверхности отливок, их полостях имеется пригар, т.е. остатки формовочной и стержневой смесей, которые необходимо удалить перед механической обработкой. Очистку осуществляют в галтовочных барабанах, дробемётных барабанах, с помощью гидравлических мониторов высокого давления.
Галтовочный барабан вращается вдоль горизонтальной оси. Через люк барабана загружают отливки и остроугольные многогранники из чугуна. При вращении барабана от соударения происходит очистка отливок.
В дробемётных барабанах чугунная дробь, обладая значительной энергией, ударяясь о поверхности отливки, очищает её.
Гидроочистка идёт за счёт подачи в струю воды кварцевого песка под давлением 50 – 100 атм.
После удаления пригаров осуществляют обработку зубилом всех неровностей отливки (следы питателей, выпоров, заливы, наросты и т.д.). Значительные неровности удаляют с помощью электрострожки, мелкие зачищают абразивными кругами.
Отливки, имеющие недопустимые по техническим условиям дефекты, являются бракованными.
Причины брака отливок могут быть различны:
1 Не кондиция исходных материалов (песка, глины, связующих и т.д.);
2 Низкое качество литейного сплава (недостаточная жидкотекучесть, прочность сплава низкая, наличие большого количества мелких неметаллических включений и т.д.);
3 Не технологичность детали;
4 Неправильная технология или неправильный выбор метода литья (необходимо выбор технологии изготовления заготовки решать конструктору изделия совместно с ведущими специалистами технологами);
5 Низкое качество форм и стержней (недостаточная плотность форм и стержней);
6 Низкая квалификация персонала
В соответствии с ГОСТ 19200 – 80 классификация дефектов отливок подразделяется на 5 групп:
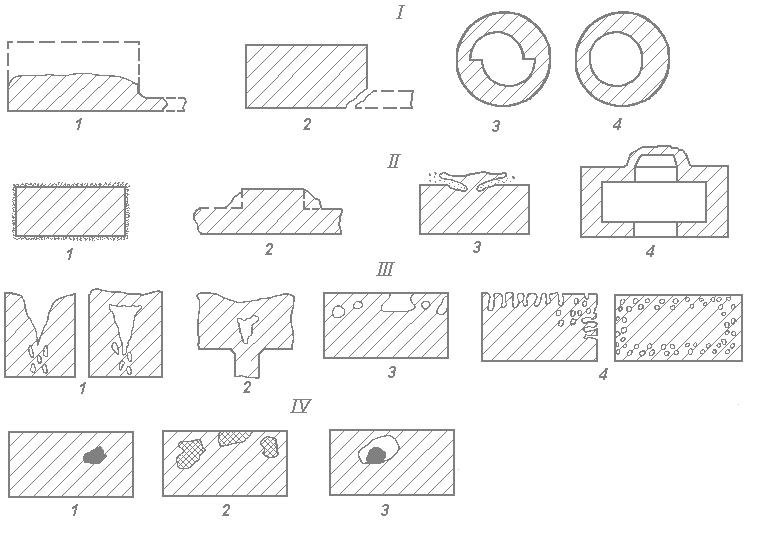
Типичные дефекты отливок приведены на рис. 2.33.
I группа - несоответствия по геометрии: недолив 1, вылом 2, перекос 3, разностенность 4;
II группа - дефекты поверхности: пригар 1, нарост 2, ужимина 3, залив 4;
III группа - несплошности в теле отливки: усадочные раковины 1, газовые раковины 2, пористость 3;
IV группа - включения: металлические 1, неметаллические (песчаные раковины) 2, королек 3.
V группа – несоответствие по структуре








 . Рис.
2.33 - Дефекты литья
. Рис.
2.33 - Дефекты литья
Определения дефектов отливок и их исправление.
Песчаные раковины – открытые или закрытые пустоты в теле отливки, которые возникают из-за низкой прочности формы и стержней, слабого уплотнения формы и других причин.
Перекос – смещение одной части отливки относительно другой, возникающее в результате небрежной сборки формы, износа центрирующих штырей, несоответствия знаковых частей стержня на модели и в стержневом ящике, неправильной установке стержня.
Недолив – некоторые части отливки остаются незаполненными в связи с низкой температурой заливки, недостаточной жидкотекучести, недостаточным сечением элементов литниковой системы.
Усадочные раковины – открытые или закрытые пустоты в теле отливки с шероховатой поверхностью и грубокристаллическим строением.
Возникают при недостаточном питании массивных узлов, нетехнологичной конструкции отливки, заливки перегретым металлом, неправильная установка прибылей.
Газовые раковины – открытые или закрытые пустоты с чистой и гладкой поверхностью, которая возникает из-за недостаточной газопроницаемости формы и стержней, повышенной влажности формовочных смесей и стержней, насыщенности расплавленного металла газами.
Трещины горячие и холодные – разрывы в теле отливки, возникающие при заливке чрезмерно перегретым металлом, из-за неправильной конструкции литниковой системы, неправильной конструкции отливок, повышенной неравномерной усадки, низкой податливости форм и стержней.