

№1 Пиловочным сырьем являются пиловочные бревна и кряжи, которые представляют собой отрезки деловых стволов различных пород деревьев, соответствующие по размерам и качеству определенным требованиям, тесно связанным с требованиями на продукцию (пиломатериалы), вырабатываемую из пиловочного сырья. При составлении качественных требований на сырье и на продукцию учитывают биологические особенности древесных стволов, используемых в качестве пиловочного сырья.
Пиловочное сырье заготовляется из древесины хвойных и лиственных пород в соответствии с породами деревьев, которые могут быть использованы для производства пиломатериалов. Как известно, наибольшее хозяйственное значение имеют хвойные породы, что объясняется их широкой территориальной распространенностью, высокими техническими свойствами и хорошей обрабатываемостью режущими инструментами.
К размерам бревен относятся диаметр (толщина) и длина. Диаметр бревен измеряется в верхнем торце без коры. Если торец не представляет правильного круга, за учетный принимается диаметр, равный полусумме наименьшего и наибольшего диаметров. Учетными являются диаметры через 2 см. Длину прямых бревен измеряют как наименьшее расстояние L (м) между двумя параллельными плоскостями, пересекающими полное поперечное сечение бревна у каждого торца перпендикулярно к его продольной оси.К размеру длины бревен или кряжей делается припуск на оторцовку пиломатериалов, который не входит в обмер бревен и, следовательно, в учет объема. Учетные длины имеют градацию через 0,5 м.
Как известно, от комлевого торца до вершинного все бревна имеют уменьшение диаметра по их длине, называемое сбегом и учитываемое в виде средней величины в сантиметрах на 1 м длины бревна. Часто в расчетах для хвойного сырья принимается условный сбег в размере 1 см на 1 м длины. На самом деле сбег бревен имеет различные значения. Можно установить некоторые средние значения сбега, относящиеся к определенным ступеням толщины бревен.
Форма бревен приближается либо к усеченному конусу, либо к усеченному параболоиду вращения.
Сокращенную характеристику сырья можно дать по средним значениям диаметра, длины и объема. Понятия о среднем диаметре и средней длине сырья широко применяются как в промышленной практике, так и для исследовательских целей.
Диаметр и длина бревен измеряется перед подачей их на лесопильные рамы. Обычно учетчик стоит перед одной или двумя рамами и отмечает в ведомости количество и размер бревен, направляемых в распиловку.
Объем бревна определяется по формуле: ; м3
; м3
где D-комлевой
диаметр бревна, м; dср-
диаметр в середине бревна, м; d-
вершинный диаметр бревна, м; L-
длинна бревна,м
D-комлевой
диаметр бревна, м; dср-
диаметр в середине бревна, м; d-
вершинный диаметр бревна, м; L-
длинна бревна,м
№2.Древесные отходы- та часть сырья, которая отделяется в процесс произ-ва основной продукции ,частично либо полностью потерявшая потребительские св-ва, но которая по своим качественным характеристикам может быть использована в других производствах в виде основного сырья.Классификация вторичных ресурсов.
По виду исходного сырья(карандаши ,горбыли, тонкомерная древесина)
По породам(хв.,листв-я)
По стадийности обработки древесины(первичная, вторичная)
По форме и размерам(кусковые и мягкие)
По содержанию влаги(сухие и влажные)
По видам биомассы(древесина, кора, древесная зелень)
Отходы лесопильного произ-ва
Горбыль- отпиленная периферийная ,имеющая с одной стороны пропиленную часть ,а с другой необработанную поверхность.
Рейка- часть пиломатериала или заготовки ,образующаяся при обрезке или раскрое по ширине.
Отрезки- часть пило-лов, которая образуется при раскрое их в размер и не соотв-щая стандартам на продукцию.
Опилки- частицы древесины ,образ-ся при раскрое ,обрезке пиломат-ов ,заготовок, шпал, фанеры.
Стружка- частицы древесины ,которые образуются при повторной мех. обработке, путем фрезерования и сверления.
Отходы лесопиления



Кусковые отходы
↓ опилки кора
Мелкая пилопродукция Клеенные заготовки Обапол Топливо Технолог. щепа
|

Теплоизоляц. плиты Строит-е блоки Сырье для лесохимии удобрение
|
-
Строительн-е блоки
Древесная мука
Сырья для лесохимии
Топливо удобрение
-Целлюлоза-бумажное произ-во
-древ. плиты
-сырье для лесохимии
Пути использования вторичных ресурсов
Кусковые- технолог-я щепа, изделия широкого потребления, топливо
Маломерная древесина- паркетные изделия, тара, производство строит. изделий, ДВП и ДСтП, сырье для цел-но- бумажного промышленности ,гидролизного производства.
Кора- топливо ,добавка в строительно –плиточные материалы, сырье для химической переработки.
Опилки стружка- добавка при производстве древ. плит и целлюлозы, наполнители в произ-ве строй. материалов, основа для производ-ва органических удобрений , топливо.
Строй. материалы с использованием минер. вяжущих веществ
Арболит- строй. материалы ,относящ-ся к классу легких бетонов. Арболит представляет смесь органических компонентов и цемента .Органич. заполнителем явл. отходы лесн. лесоперерабатывающей и д/о промышленности- опилки, щепа, стружки. Арболит называет также опилкобетон и деревобетон.
Термиз- это теплоизоляц-й материал на основе гашеной извести, опилок, цемента, суглинок. Применяется в строительстве виде плит или монолита для утепления стен и кровли.
Велокс- изготавливается из дробленной древесины портланд цемента и хлористого аммония.
Ксилолит- применяется в виде раствора или плит при устройстве полов в сухих помещ-х жилых и обществ. зданий.
Производство пеллет :
Крупное дробление
Сушка
Мелкое дробление
Смешение водоподготовка
Прессование
Охлажд-е ,сушка
Расфасовка
№3. Основные положения составления рациональных поставов. Таблицы и графики для составления поставов.
При распиловке бревен с брусовкой с учетом спецификации п/м толщину бруса определяют по формуле : Н=(0,53-0,75)*d
Постава должны быть симметричными относительно центра бревна
По возможности следует избегать поставов с большим количеством сечений досок; не рекомендуется в одном поставе выпиливать доски смежных толщин (16-19, 19-22, 22-25 мм)
Толщина центральных и серцевинных досок должна быть не менее размеров указ в табл.
Диаметр бревен, см |
Допускаемая наименьшая толщина досок, мм |
Диаметр бревен, см |
Допускаемая наименьшая толщина досок, мм |
||
центральных |
серцевинных |
центральных |
серцевинных |
||
14-16 |
16 |
30 |
36-40 |
Не выпил. |
40-50 |
18-20 |
19 |
35 |
42-44 |
Не выпил. |
45-60 |
22-24 |
25 |
40 |
46-50 |
Не выпил. |
50-70 |
26-30 |
35 |
45 |
52-60 |
Не выпил. |
60-80 |
32-34 |
45 |
50 |
62 И более |
Не выпил. |
80-90 |
толщину досок можно определить по компьютерным программам, разработанным с учетом теоретических положений н. а. Батина
при распиловке бруса необходимо обеспечить наиболее полное использование зоны его пласти, из которой выпиливают обрезные п/м. толщину выпиливаемых п/м подбирают по заданной спецификации или в соответствии со стандартами, а ширина их равна толщине бруса.
л/р № 2 стр. 20. Графики. По графикам определяют стандартную толщину досок
№4. постава и их обозначения. Схемы раскроя бревен. Требования, предъявляемые к рациональному раскрою сырья.
Поставом называют схему распиловки брёвен на п/м заданных размеров, которая показывает толщину досок, их кол-во, местонахождение в поперечном сечении бревна.
Классификация поставов:
-по схеме раскроя брёвен: вразвал, с брусовкой, секторный, круговой.
-по толщине досок:
пучковый (если из брёвен или бруса выпиливаются доски одной толщины),
смешанный (если выпиливаются доски разных толщин).
-по расположению досок:
симметричный (доски по обе стороны от оси бревна выпиливаются симметрично),
несимметричный (доски по обе стороны от оси выпиливаются несимметрично).
1-вразвал
2-с брусовкой
19-25-50-50-25-19 или



19-25-75-25-19 или

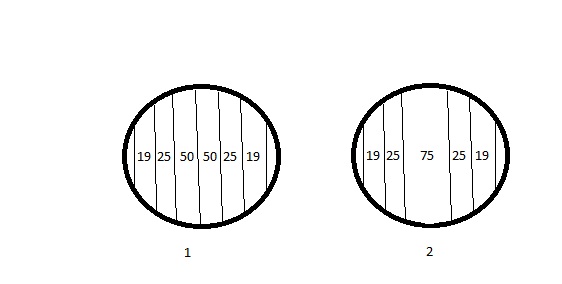
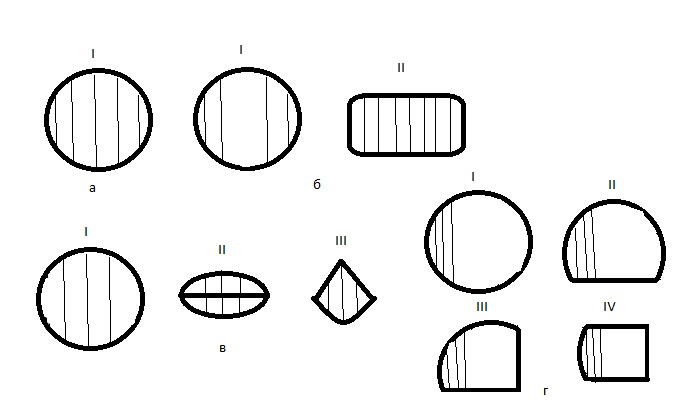
Схемы раскроя брёвен:
а - вразвал
б - с брусовкой
в - секторный
г - круговой
Требования, предъявляемые к рациональному раскрою сырья
Из брёвен необходимо выпиливать наибольшее количество п/м.
Выпиленные п/м должны быть лучшего качества.
п/м по размерам должны соответствовать заданной спецификации.
№5.Аналит способ расчета поставов. Определение размеров обрезных досок. Применение ЭВМ для расчета поставов.
В пифогорической зоне длина обрезных досок соответствует длине бревна, а ширина их находится по ф-ле Пифагора вi=√d2-Ei2.В параболической зоне в соответствии с теорией, доски должны быть укороченными. Оптимальн. ширина доски:в0(i)=√(d2-Ei2)/3.Для расчета поставов с использованием ЭВМ были разработаны программы с учетом результатов торетич. исследований. Данными для расчета являются данные об размерах бревна,струк-ры постава и размер пиломатериала. Программа составляется в диалоговом режиме что позволяет оперативно вмешиваться в расчеты и по необх-ти корректировать рез-ты с учетом конкретных условий. Расчет на ЭВМ позволяет моделировать раскрой бревен и выявлять зависимость объемного выхода пиломатериалов от многих техналагич.
Факторов. На основе этого можно выбрать наиболее выгодные схемы распиловки бревен с учетом конкретных условий про-ва
№6 Производственный и технологический процесс.Структкрные элементы технологического процесса. Виды деревообрабатывающих производств. Производственный процесс - совокуп. Всех совместных действий людей и средств пр-ва, в результате котрого из исходных материалов, заготовок получают продукцию определенного назначения и требуемого качества.
Технология производства -это научная и практически обоснованная система знаний, методов воздействия и приемов превращения сырья материала в готовую продукцию.
Технологический процесс- законченная часть основного производства в результате выполнения которого достигается изменение формы ,размеров положения, состояния и св-в материалов или заготовок и последовательное соединение составных элементов в готовое изделие. Он включ.
Механическую обработку материала резанием, прессованием, гнутьем, а так же сушку, склеивание ,отделку и сборку.
Основные стадии технол-ого процесса изготовления изделий из древесины.
Раскрой бревен
п/м →Первичная
механическая обработка заготовок→
склеивание и облицовывание→вторичная
механическая обработка заготовок→сборка
деталей в сборочные единицы→ обработка
сборочных единиц→Сборка ↔Отделка.
→Первичная
механическая обработка заготовок→
склеивание и облицовывание→вторичная
механическая обработка заготовок→сборка
деталей в сборочные единицы→ обработка
сборочных единиц→Сборка ↔Отделка.
Виды деревообрабатывающих производств…..
№7. Принципы организации производственного процесса.Принципы пропорциональности - означает развитие всех участков подразделений и цехов. Т.к. общая производительность производства определяется производительностью наиболее слабых участков, то для того чтобы пропустить снижения производства в целом, производительность и количество стонков должно соответствовать V основного производства.
Принципы прямоточности – обуславливает такую организацию произ-го потока, при которой движение происходит кратчайшим путём, без возвратных и петлеобразных движений, а время, выдержки мат-ла минимальное.Следует добиваться неприрывно-поточной орг-ции производства когда перемещение деталей происходит неприрывно. Высшей формой непр-поточного произ-ва явл. автоматическая линия.
Принцип параллельности – характеризуется одновременным выполнением отдельных операций, что позволяет сократить производственный цикл за счет параллельного осущ-ния различных операция (или изготовления различных деталей изделия) на различных рабочих местах.
Принцип неприрывности – предполагает устранение перерывов в производственном процессе, обеспечение постоянного движения труда и выпуска прод-ции. С этим принципом тесно связан принцип ритмичности.
Принцип ритмичности – характеризуется выполнением каждой операции за одинаковый период времени, выпуском в равные отрезки времени одинакового кол-ва изделий, этот период наз-ся ритмом работы.
R=T/n
R – ритм, мин.
T – время работ потока
n – кол-во деталей, выпущенных за время работы.
Принцип специализации – означает сосредоточение производства однородной продукции на одном предприятии. Специализация может быть предметной, подетальной и технологической. При предметной специализации номенклатура выпускаемых деталей сокращается до миниума. Подетальная специализация - это производство отдельных деталей (щитовых,гнутоклееных); технологическая – превращение отдельных технологических стадий или операций в самостоятельное производство. Специализация способствует повышению кач-ва выпускаемой продукции и улучшению её технико-экономических показателей.
Принцип концепции производства – означает увеличение выпуска продукции на отдельных предприятиях, т.е. связана с их укреплением.
№8. Типы производств и основные виды организации технологических потоков. Типы производств:1)индивидуальное произ-во - изделия производят в небольшом кол-ве и повторный выпуск их не предусматривается.2)серийное произ-во-изделия выпускают крупными партиями и повторное их изготовление предусматривается заранее.3)массовое произ-во – изделия выпускают непрерывно и в большом кол-ве. Основные этапы технологического процесса: технологическая операция(законченная часть технологического процесса, выполняемая непрерывно на одном рабочем месте при изготовлении одной и той же продукции)→переход (законченная часть технологической операции, которая заключается в обработке какой-либо одной поверхности заготовки одним и тем же инструментом без изменения режимов работы)→проход (часть технологического перехода, при котором снимается один слой материала за одно перемещение инструмента относительно заготовки. Операция может быть проходной и позиционной. Позиционная-заготовка закреплена стационарно, движущий инструмент перемещается относительно к ней)→установка (часть технологической операции или прохода, выполняемая при одном закреплении заготовки в станке или приспособлении)→позиция (часть технологической операции или установки, выполняемая при определенном положении заготовки относительно режущего инструмента без ее закрепления).
№9. Склады лесоматериалов. Основные операции при подготовке пиловочного сырья к распиловке. Назначение операции окорки бревен. Применяемое оборудование
Склады сырья д/о производств:
- технология, техника организация работ на участках подготовки сырья к раскрою
- классификация оборудования для сортировки бревен
Склады пиловочного сырья – предназначены для приемки,выгрузки сырья,укладки в штабеля, хранения, подготовке к распиловке и подаче на распиловку.
Подготовка к распиловке связана с комплексом работ: 1) сортировка бревен 2) тепловая обработка 3) окорка
Прием и выгрузка бревен

сортировка бревен укладка и разборка на штебеля (не запас)
т епловая обработка бревен комплектация запасов отсортир-ных бревен
окорка бревен
подача бревен на распиловку
Грузоподъемное оборудование: - краны консольно-козловые, - краны башенные, - краны стрелковые, - грейферный захват, - колесный лесопогрузчик
Типы штабелей для укладки бревен
пачковый
плотно-рядовой
плотный
Благоприятной для развития складских грибов является t воздуха в пределах 22-26 C. а W древесины 35-80% . На древесине хв. пород грибы не развиваются, если W др-ны < 22-30 и выше 150%
Способы предупреждения развития грибов: _хранение в воде, - антисептирование, - дождевание
Транспортное оборудование: для подачи со склада сырья в пр-во исп-ся цепные конвейеры (лесотранспортеры): продольный ЦК, поперечный ЦК, загрузочные и разворотные устройства
Окорка бревен: при распиловке окоренных бревен уменьшается кол-во коры в технологической щепе , кот.получается при переработке кусковых отходов,возрастают ее кач-во и цена. Окорка лесом-лов перед распиловкой создает оптим.условия для работы режущих инструментов,т.к. вместе с корой бревна очищаются от песка, кот.затупляет пилы,в рез-те снижается расход пил и ↗ пр-ть лесоп-го оборудования.
Схема работы короснимателя:
1-бревно
2-кора
3-коросниматели
4-пружина
1 – ротор
2 – коросниматели
3 - бревно
№10. Сортировка брёвен и сортировачные устройства для лесоматериалов. Дробность сортировки. Чтобы обеспечить рациональное использование древесины и производительности лесопильного цеха, нужно брёвна сортировать (распред. на группы) по породам, диаметрам и качеству.
Значение сортировки.
Наиболее важн. явл-ся сортировка по диаметрам, т.к. постав на распиловку бревна составляется по его вершинным диаметрам. Когда кругл. л/м не распределены по размеру, тогда по одному поставу распиливают брёвна разных диаметров. Это приводит к снижению объёмного выхода п/м, особенно тех, что изготавливаются по заказу потребителя.
При отклонении фактического диам-ра бревна от расчётного на ±6 см. потери объёмного выхода обрезных п/м составляют около 11%. Кроме того, при распиловки брёвен, не точно подобранных по диам-р, снижается производительность лесопильных рам до 5% из-за того, что при этом не выдерживаются заложенные режимы резания.
Опыты, проведенные в БГТУ, показали, что в многих лесопильных предпр. РБ сортировка перед распиловкой не проводится, по одному поставу распиливают брёвна 5-6 чётных диам-в. Это приводит к снижению объёмного выхода обрезных п/м.
Таблица 1.Объёмный выход специализированных досок, %
Способ распиловки |
Диаметр бревна, см |
||||
20 |
22 |
24 |
26 |
28 |
|
По одинаковым поставам |
45,2 |
37,4 |
31,7 |
26,6 |
23,0 |
По оптимальным поставам |
45,2 |
46,6 |
45,6 |
55,2 |
50,2 |
Дробность сортировки.
По размерах вершинных диам. Брёвна рекомендуется распределять по группам с точностью ±1 см
(один чётный диаметр).когда доля крупных или тонких брёвен в общем объёме не велика (до 3%), их можно распределять с точностью ±2 см (два чётных диам-ра).
Кол-во размерных групп (дробность сортировки по размерам) определяется с учётом спецификации сырья. Например, брёвна, спецификация которых приведена в таблице 2 , можно распределить на 10 размерных групп.
Эффективным с точки зрением увел-ня объёмного выхода п/м сортировка брёвен по поставам. При этом брёвна, отнесённые к одной группе, будут распиливаться по поставе, к-ый обеспечивает наибольший объёмный выход досок. Оптимальные сортировочные группы брёвен определяют с помощью ЭВМ с учётом индивид-х особенностей формы и размеров каждого бревна.
Таблица 2. Дробность сортировки брёвен по размерах.
Показатели |
Диаметр бревна, см. |
||||||||||||
До 14 |
14 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
34 |
36 и более |
|
Доля по объёму, % |
0,2 |
4,2 |
20,6 |
31,4 |
15,6 |
11,9 |
8,4 |
2,6 |
1,9 |
1,8 |
1,1 |
0,2 |
0,1 |
Дробность сортировки |
12-13 |
14 |
16 |
18 |
20 |
22 |
24 |
26-28 |
30-32 |
34 и более |
|||
Номер размерной группы |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|||
По качеству брёвна рекоменд. Распределять на 2-3 группы – по качеству и размерах сучков и гнилей. Сортировка сырья по качеству и распиловка по определённым поставам позволит получить более высокий выход качественных п/м.
Общую дробность сортировки брёвен с можно определить по формуле:
с=с1с2с3
где с1, с2, с3 – дробность сортировки соответственно по породе, размерах и качеству.
Сортировочные устройства для л/м.
Сортировку можно проводить: - на воде
- на суше
Для сорт-ки на воде прим-ся коридорные, веерные или комбинированные сорт-ные уст-ва. однако этот способ даволи тяжёлый, т.к. невозможно определ. Точный размер и кач-во бревна.
Так в последнее время отдают предпочтение сортировке л/м на суше, тем более что доставка сырья на лесопол-е предп-я чаще проводятся сухопутным транспортом.
Основной операцией в системе сухопутных сортир. Устройств – подача не рассортированных брёвен на установку; разработка пачек и поштучная подача брёвен на распределительный конвеер; обмер брёвен и определение их кач-ва; сбор, обработка и сохранение инфо о размерах и кач-ву; сбрасывание брёвен в лесонакапители по сорт. Размерах и укладке после сортировки пачек брёвен с лесонакапителей в штабели.
Для сортировки бр. На суше применяются сортировочные устройства падоужныя(не перевила с бел.) и поперечные.
Чаще используются падоужныя сорт. Уст-ва.:
По назначению – для сорт-ке по длинне и диаметру.
По размещению лесонакапителей – с односторонним и двухсторонним размещением.
По степени автоматизации процесса сорт-ния – полуавтом-й, автоматич., автоматизированные устройства.
В состав сортировочных устройств входят конвеер, измеритель диаметров, лесонакопители, сбрасоватили брёвен, система управления.
Канвееры. Для передвижения и распределение брёвен применяют ленточные и цепной канвееры. От типа конвеера зависит скорость передвижения брёвен и производительность сортировочного устройства. Скорость может быть в пределах 0,6- 2 м/с.
Измерители диаметров брёвен.
В зависимости от способа измерения они могут быть механические, оптические, оптично-электронные и лазерные.
Механические измерители: не обеспечивают нужной точности измерений, они достаточно трудоемкие и не получили распространение.
В оптических измерителях источником света явл-ся обычная лампочка, которая находится на вертикали с одной стороны канвеера. С другой стороны находятся светоприёмник. Бревно к-рое передвигается по конвееру , загораживает световые лучи. По кол-ву светоприёмников, которые не попал свет от лампочек , определяют диаметры бревна.
Оптическо-электр. Измерительные системы.
Даволи сложные, требуют достаточного освещения объекта измерения.
В лазерных измерителях источник света явл-ся лазер небольшой мощности , лучи которого попадают на параболическое зеркало. От зеркала параллельные лучи освещают бревно, находящееся на конвеере. На другой стороне установлены светоприёмники. Диаметр бревна определяется по кол-ву затемнённых светоприёмников. Такие системы обеспечивают достаточную точность измерений, однако она зависит от точности изделияи кач-ва параболического зеркала.
Сбрасыватели брёвен и лесоенакопители. Сбрасыватели брёвен с удлиненным поноротно-возвращательным конвеером делятся на:
По принципу действия – на сбрасыватели принудительно действия и гравитационные.
По типу и направлению движения толкателей – сбрасыватели рычажные с паступательно- возвращательнымим и поворотно-возвращательным движением; пошаговые с вращательным движением в вертикальной плоскости.
По приводу толкателей – сбрасыватели с электрическим или гидравлическим приводом.
По направлению сбрасывания брёвен – сбрасыватели с односторонним и двухсторонним сбрасыванием.
Лесонакопители устанавливают напротив сбрасывателей вдоль конвеера. Они бывают деревянные, железобетонные или металлические. Их конструкция и размер должны обеспечивать формирование пакетов брёвен определённого размера (8 – 12 м3) механизацию разгрузки лесонакопителей с учётом типа грузоподъёмных устройств, которые для этого применяются. Для разгрузки лесонакопителей применяются консольно-козловые или башенные краны с грейферами. Количество сбрасывателей и лесонакопителей , которые должны быть установлены вдоль канвеера, зависит от дробности сортировки брёвен.
Модели сортировачных устройств: ЛТ-86, ЛТ-173, ЛТ-182, БС-60, РБ2-12, ЛСБ-2 и т.д.
Поперечные сортировочные конвееры.
Достоинства: длинна конвеера в несколько раз меньше, что позволяет уменьшить площадь склада, ;скорость движения цягового органа меньше ( 0, 2 -0,5 м/с) это позволяет продлить время работы без ремонта; их производительность больше, потому что а<l, это знач. На одной и той же длине поперечного конвеера устанавливается большое кол-во брёвен, чем на удлиненно конвеере.
№11. Производительно-технологический процесс раскроя брёвен. Краткая характеристика применяемого брёвнопильного оборудования.
Основные техн-кие операции в лесопильных цехах: 1) продольная распиловка брёвен и брусьев на п/м. 2)продольный раскрой необрезных досок. 3) поперечный раскрой досок.
Отметим, что лесопил цеху применяется только поперечная торцовка досок(вырезание дифектных участков) , а конечная торцовка досок в размере – после сушки.
Схема техн-го процесса включает разные виды операций. Выбор схемы зависит от размерно-качественной хар-ки сырья, назначения и спецификации изготавливаемых п/м, способов распиловки, V производства и эффективности техн-го оборудования.
Для распиловки бревна на пилапродукцию применяют лесопильные рамы, круглопильные и ленточное станки, а также агрегатное оборудование.
Типы брёвнопильного оборудования.
Лесопильные рамы обеспечивают необходимое кач-во поверхности и точность размеров и формы л/м, достаточную производительность при относительно небольших энергозатратах.
Лесопильные рамы имеющие в виде пильного инструмента прямые полотна пил конечной длины, резание к-рых производ за счёт возвратно-поступательных движений.
Модель лесопильной рамы определяется по величине просвета пиловочной рамы в зависимости от наибольшего размера бревна., которое будет на нём распиливаться. Ширину просвета лесопильной рамы В (см) опред. По формуле:
B= dmax + cL +2e,
Где с – сбег бревна, см/ м; е- 5 см- зазор между стойками пиловочной рамки и бревном с каждой стороны.
Лесопильные рамы в зависимости от модели имеют ширину просвета 500, 630, 750 мм и т.д.
Основные технические показатели л/п рам:
Просвет пильной рамы
Высота хода пильной рамы
Частота вращения коленчатого вала
Посылка подача бревна за один оборот вала рамы
Производительность лесопильных рам:

Где
 – посылка при распиливании бревна і-го
диаметра, мм; n – частота вращения
коленчатого вала рамы, минв -1 степени;
Т- продолжительность смены, мин;
– посылка при распиливании бревна і-го
диаметра, мм; n – частота вращения
коленчатого вала рамы, минв -1 степени;
Т- продолжительность смены, мин;
 -
объём і-го бревна, м3; Lі – длина бревна,
м; Кт- коэ-т использования рабочего
времени;Кі- коэ-т использования
лесопильного потока при распиливании
бревна і-го диаметра.
-
объём і-го бревна, м3; Lі – длина бревна,
м; Кт- коэ-т использования рабочего
времени;Кі- коэ-т использования
лесопильного потока при распиливании
бревна і-го диаметра.
Ленточные станки, имеющие а кач-ве пильного инструмента бесконечную пильную ленту, движущуюся в одном направлении.
Достоинства(+):1. Возможность выбора и обеспечение индивидуальной схемы раскроя бр-на с учётьм кач-ва сырья.
2.возможность выпиливания досок с данным размещение годовых слоёв относительно пласти (радиальные или тангенсыальные п/м)
3.возможность распиловки крупных бр-н, в том числе с ядровой гнилью.
4.небольшая ширина пропила и высокая гладкость поверхности досок.
Их применение обеспечивает увеличение выхода пилопродукции , упрощает процесс подготовки сырья к распиловки, позволяет в большей степени автоматизировать лесопильную производительность.
Недостатки: 1.невысок надёжность пил.
2.низкая точность размеров и формы п/м
3.низк произ-ть малой скорости подачи и множественные ручные операции
4.малый ресурс режущего инструмента, небольшая ширина ленты
5.сложный в обслуживании
Виды лентосных станков:
вертикальный и горизонтальный
однапильный и многопильный
с подачей брёвен на тележки
с конвеерной подачей бр-н
с перемещением пильных механизмов относитнльно бр-на
с перемещением бр. Относительно пилы
«+» л/пил ст-в (вертикал.)
индивидуальная распиловка сырья с учетом размерно -качественных хар-к каждого из бревна(отсутствие сорт сырья)
высокий объёмный выход из-за малой ширины пр-ла около 2,5 мм
большие диаметры перерабатываемого сырья
низкая шероховатость после обработки
« - « ленточных с-в (вертикальных)
невысокая надёжность пил
точность размеров и форм п/м несколько ниже чем в л/п рамах
сложность эксплуатации станка и подготовка режучего инструмента
треб высокая квалификация производственного и обслуж. Персонала
«+»горизонтального л/с
низкая абсолютная стоимость распиловки
индивид распил сырья
малая потребительная мощ-сть
большой диаметр перераб сырья
простота установки
« -« горизонт л/с:
невысок надёжность пил.
низкая точность размеров и формы п/м
низк произ-ть малой скорости подачи и множественные ручные операции
малый ресурс режущего инструмента, небольшая ширина ленты
сложный в обслуживании
Круглопильные станки имеющие в качестве пильного инструмента пильные диски непрерывного вращения.
Виды к/п с-в:
для распиловки брёвен и брусьев
однопильные и многопильные
одновальные и двухвальные
лёгкие ( d-пил до 325 мм)
сред.( d пил до 700 мм)
Тяжёлые(d пил до 1100 мм)
«+» к/п с-в:
Индивид распиловка сырья
Высокая производ-ть
Простота в использовании
«-« к/п с-в:
большая ширина пропила для однопильных станков(6-8 мм)
сложность подготовки пил большого диаметра (0,9-1 м)
низкая производительность станков
П= , м3/смена
, м3/смена
Фрезернопильные агрегаты, имеющ-е в кач-ве пильного инструмента (пильные диски непрерывного вращения) комплекты фрез и пил с непрерывным вращением.
№13 Под распиловкой бревен следует понимать продольное деление бревен одной или несколькими пилами на п/м(пиломатериалы)
Круглопильные станки – имеют в кач-ве пильного инструмента пильные диски непрерывного вращения.Они бывают: -однопильные -многопильные
Виды круглопильных станков: -для распиловки бревен и брусьев -однопильные и многопильные -одновальные и двухвальные
-легкие(диаметр пил до 325 мм)
-средние (диаметр пил до 700мм)
-тяжелые(диаметр пил до 1100 мм)
Достоинства круглопильных станков:
-индивидуальная распиловка сырья (отсутствие сортировки бревен)
-высокая производительность у многопильных станков
-простота в обслуживании
Недостатки:
-большая ширина пропила для однопильных станков(6-8мм)
-сложность подготовки пил большого диаметра(0.9-1м)
-низкая пр-сть у однопильных станков
Для однопильных: П=(Т/ta ) *qaa *Kp ,м3/смену
Для многопильных:П= ((U*T) / L)* qaa *Kp*Ki
q-обьем сырья , Т-прод-сть смены , ta – время цикла обработки
14.ленточнопильные станки(лс).Ленточноп. пилорамы идеально подходят для толстомерной древесины.Осн. преимуществами данной техники явл-ся тонкий пропил и высокая гибкость раскроя. Виды ЛС:-вертикальные и горизонтальные,-однопильные и многопильные,-с подачей брёвен на тележках,-с перемещением пильного мехакнизма относительно бревна,-с перемещением бревна относительно пилы. Дост-ва вертик. ЛС:-индивид-ая распил-ка сырья с учётом размерно-кач-х хар-тик каждого бревна.(отсутствие сортировки сырья),-высокий объёмный выход из-за малой ширины пропила(2.5мм),-большие диаметры пер-го сырья(до 90-110см),-низкая шер-ть пов-ти после обработки.Недостатки:-невысокая надёжность пил,-точность размеров и форм п/м неск. Ниже чем в л/п рамах,-сложн-ть экспл-ии станка и подготовка режущего инстр-та,-треб-ся высокая квалификацияпроиз-го и обсл-го персонала.Дост-ва гориз. ЛС:-низкая абсол. Стоим-ть распиловки,-инд-ая расп-ка сырья,-малая потр-мая мощность,-большие d-ры пер-го сырья.Недостатки:-невыс. над-ть пил,-низкая точн. размеров и форм п/м,-низкая произ-ть из-за малой скорости подачи и множ-ва ручных операций,-малый ресурс реж-го инст-та из-за небольш. ширины ленты ,-большие потери времени на ручные операции.Схема техн. потока:1горизонт.ЛС 2круглоп.обр.станок 3торц.станок 4круглоп. обр.станок 5горбыльный станок
№15. Агрегатный метод переработки бревен. Схема орг-ции потока на базе линии агрегатного метода.
При этом методе совмещаются операции по получ-ю п/м-ов и переработке отходов в технологическую щепу.
Агрегатный метод: 1)Повыш-е произв-ти ( в 1,5-2 раза)
2)Увеличение комплексного использ-я сырья(86-92%)
3)Сниж-е кол-ва отходов в опилки.
Технологические потоки агрегатного метода:
-Линии агрег-ной переработки бревен
-Фрезернопильные линии
-фрезерно-брусующие линии
На данной линии обраб-ся сырье d=14-18см, скор-ть подачи от 36 до 200 м/мин. Объемный выход досок сост-ет до 50%. Произв-ть оборуд-я до 50 тыс. метров кубич.
Фрезернопильные линии исп-ся для сырья с d=14-24см. Полезный выход п/м сост-ет 55-57%. Скорость подачи-40-60 м/мин. Годовая произв-ть до 70 тыс. метров куб в год.
Фрезерно-брусующая линия:
1 проход- фрезерно-брусующий станок БРМ-1
2 проход- многопильный круглопильный станок Ц2М-1.
Диаметр перерабат-го сырья 6-16 см
Полезный выход п/м- 57-60%
Скор-ть подачи- 24-48 м/мин
Годовая произв-ть машин- до 38 тыс метров куб в год.
Дост-ва агрег-го метода перераб-ки бревен:
-высокая произв-ть
-компл-ное использ-е бревен с получ-ем пилопродукции и технологич щепы.
Недостатки агрег-го метода:
-высокое энергопотребление
-относ-но низкий объемный выход пилопродукции.
Обрезные станки Ц2Д-1Ф, Ц2Ф-1А(круглопильный обрезной станок)
П=(60*U*Kр*Км)/L шт/час
Кр=0,9 Км=0,85
Для торцовки:
-позиционное оборуд-е (ЦКБ-40, ЦПА-40)
-проходные установки (ЛТ-1М).
№19 Пиломатериалы – пилопродукция определенных размеров и качества с двумя плоскопараллельными пластями, в виде досок, брусков и брусьев, используемых в целом виде или для выработки заготовок, деталей и изделий из древесины.
Торцовка. Доски обычно имеют загрязненные и неровные торцы. Кроме того, бревна заготавливаются с припусками по длине, рассчитанными на последующую оторцовку. В ряде случаев доски могут иметь различные дефекты, которые приходится вырезать путем отпиливания части доски. Все эти
операции, служащие для придания доске окончательного вида, производятся посредством поперечной распиловки, т.е. оторцовки. В лесопильном производстве применяются торцовочные станки однопильные и многопильные. На станках для поперечного раскроя осуществляется раскрой материала
по длине на черновые заготовки и точная торцовка деталей. Имеются станки с подачей пилы на обрабатываемый материал и с подачей материала на пилы. В станках с подачей пилы траектория пильного диска может быть по дуге и
прямолинейной. Пильный диск по отношению к материалу располагается сверху или снизу.
Все станки для поперечного раскроя называются торцовочными. К
торцовочным станкам с подачей пилы по дуговой траектории относятся балансирные и маятниковые. Наибольшее распространение имеют торцовочные станки с прямолинейным надвиганием пилы на материал, к которым относятся
шарнирные и суппортные. Суппортные торцовочные станки обеспечивают более точную распиловку, чем шарнирные.
Круглопильные станки для продольного и смешанного раскроя бывают с ручной и механизированной подачей материала на пилу. Органами подачи могут быть вальцы, конвейеры и каретки. По числу одновременно работающих пил
станки могут быть одно-, двух-, и многопильные. Станки с ручной подачей материала на пилу предназначаются для точной торцовки деталей после строгания. На этих станках можно раскраивать материал по всем направлениям
- вдоль, поперек и под углом. поэтому их называют универсальными. Станки снабжаются каретками и автоподатчиками для более точного направления
материала на пилу.
Торцовочные станки применяются для поперечной распиловки пиломатериалов. Торцуют, т. Е. отпиливают, концы досок и брусьев, если на них имеются трещины Торцовку делают также для того, чтобы привести длину пиломатериалов к ближайшей стандартной длине, для вырезки дефектов и т д.
Торцовочные станки бывают
однопильными
многопильными (слешеры и триммеры).
Стол торцовочный позиционный:Цкб-40,Цпа-40
Торцовочный станок для поперечного раскроя.
Пч=60*Кр*а*b|tц
Где а- кратность отрезков по длине, зависящая от требуемых длин заготовок.
b- кратность досок по ширине
tц- время обработки одной доски в мин (0.3-0.5)
№20. Лесопильные рамы имеют в виде пильного инструмента прямые полотна пил конечной длины, резание которыми производится за счет возвратно-поступательных движений.
Достоинства лесопильных рам:
- высокая производительность, определяемая непрерывной подачей бревен и большим числом пил, одновременно участвующих в работе.
- высокая точность распиловки
-достаточно широкий диапазон бревен
-простота в обслуживании
Недостатки:
-невозможность индивидуальной распиловки
-необходимость в предварительной распиловке сырья
-необходимость в массивном фундаменте
-высокая шероховатость поверхности
Основными техническими показателями лесопил. рам являются:
-просвет пильной рамки.
-высота хода пильной рамки
-частота вращения коленчатого вала рамы
-посылка.
Модель лесопильной рамы выбирают по величине просвета пильной рамки в зависимости от самых больших размеров бревен, которые будут на ней распиливать. Просветом называют расстояние между вертикальными стойками пильной рамки. Определяется:
В=dmax+c*L+2e, см
dmax - наибольший диаметр бревна, см
с- сбег бревна, см/м
L – длина бревна, м
Е – просвет между стойкой пильной рамки и торца бревна, см е=5 см
H – высота хода пильной рамы, мм
n - частота вращения коленчатого вала, мин-1
Для двухэтажных лесопильных рам H=600-700 мм, для одноэтажных 400 мм.
Для двухэтажных n=325-360 мин-1, в одноэтажных 250-285 мин-1
Посылка ∆i – величина подачи бревна за 1 ход пильной рамки,мм
Сменная производительность лесорамы П(м3):
П=
Т –продолжительность смены, мин
qi – объем бревна, м3
Li – длина бревна, м
КТ – коэф. Использования рабочего времени
Кт =(Т-(Т1+Т2))Кскм/Т
Т1, Т2 – потеря рабочего времени
Кс – коэф. Учитывающий влияние участка подготовки сырья к распиловке
Км – коэф. Читывающий механизацию вспомогательных операций
Кi – коэф. Использования лесопильного потока.